

1.3.2. Основные отклонения для образования посадок.
Для образования
посадок с различными зазорами и натягами
в системах ИСО и ЕСДП для размеров до
500 предусмотрено 27 вариантов основных
отклонений валов и отверстий.
Основное отклонение – это одно из
двух (верхнее или нижнее) отклонение,
ближайшее к нулевой линии, и определяющее
положение поля допуска относительно
номинального размера (нулевой линии).
Основные отклонения отверстий обозначают
прописными буквами латинского алфавита,
валов – строчными буквами. Основное
отверстие обозначают буквой
![]() ,
основной вал
,
основной вал
![]() .
Отклонения
.
Отклонения
![]() предназначены для образования полей
допусков в посадках с зазором; отклонения
предназначены для образования полей
допусков в посадках с зазором; отклонения
![]() -
в переходных посадках; отклонения
-
в переходных посадках; отклонения
![]() в посадках с натягом.
в посадках с натягом.
Каждая буква обозначает ряд основных отклонений, значения которых зависят от номинального размера. Основное отклонение вала не зависит от квалитета.
Основные отклонения отверстия построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютной величине и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой. Общее правило определения основных отклонений отверстий:
 при основных
отклонениях от
до
;
при основных
отклонениях от
до
; при основных
отклонениях от
при основных
отклонениях от до
до
 .
.
Это правило
формулируется следующим образом:
основное отверстие должно быть симметрично
относительно нулевой линии основному
отклонению вала, обозначенному той же
(но строчной) буквой. Из этого правила
сделано исключение для отверстий
размером свыше 3 мм с отклонениями
![]() до квалитета 8 и с отклонениями
до квалитета 8 и с отклонениями
![]() до квалитета 7 включительно. Для них
установлено специальное правило:
до квалитета 7 включительно. Для них
установлено специальное правило:
![]() ,
где
,
где
![]() -
разность между допуском рассматриваемого
квалитета (с которым сочетается данное
основное отклонение) и допуском ближайшего
точного квалитета.
-
разность между допуском рассматриваемого
квалитета (с которым сочетается данное
основное отклонение) и допуском ближайшего
точного квалитета.
Специальное
правило формулируется так: две посадки
в системе отверстия и в системе вала, в
которых отверстие данного квалитета
соединяется с валом ближайшего точного
квалитета, должны иметь одинаковые
зазоры или натяги (например, Ø![]() и Ø
и Ø![]() ).
).
У отверстий с
отклонениями
![]() и у валов с отклонениями
и у валов с отклонениями![]() (не имеющих основного отклонения) оба
предельных отклонения определяются
исходя только из допуска соответствующего
квалитета. Для отклонений
и
поле допуска симметрично относительно
нулевой линии.
(не имеющих основного отклонения) оба
предельных отклонения определяются
исходя только из допуска соответствующего
квалитета. Для отклонений
и
поле допуска симметрично относительно
нулевой линии.
Значения основных отклонений валов и отверстий для размеров до 500 мм приведены соответственно в табл. 7 и 8, значения основных отклонений валов и отверстий для размеров от 500 до 3150 мм – в табл.15 ГОСТ 25346-82.
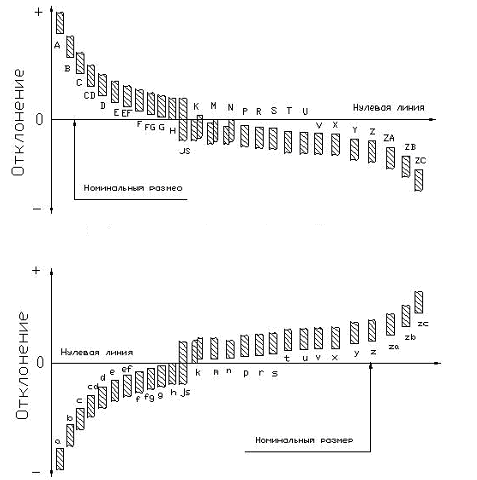
Рис.1.7. Основные отклонения валов и отверстий.
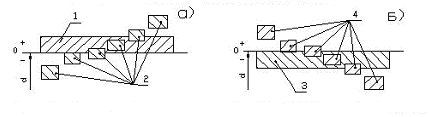
Рис.1.8. Расположение полей допусков отверстий и валов в системе основного отверстия (а) и основного вала (б).
1.3.3. Обозначения посадок на чертежах.
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений.
Посадки и предельные отклонения сопряженных деталей указывают дробью: в числителе – буквенное обозначение или числовое значение предельного отклонения отверстия, либо буквенное обозначение с указанием справа в скобках его числового значения; в знаменателе – аналогичное обозначение поля допуска вала.
Предельные отклонения следует назначать для всех размеров, проставленных на чертежах, включая несопрягаемые и неответственные размеры. Для поверхности, состоящей из участков с одинаковым номинальным размером, но разными предельными отклонениями, наносят границу между этими участками тонкой сплошной линией и номинальный размер с соответствующими предельными отклонениями указывают для каждого участка отдельно.
Точность гладких
элементов металлических деталей, если
для них отклонения не указывают
непосредственно после номинальных
размеров, а оговаривают общей записью,
нормируют либо квалитетами (от12 до 17
для размеров от1 до 10000 мм), обозначаемыми
![]() ,
либо классами точности (точный, средний,
грубый, очень грубый), установленными
ГОСТ 25670-83.
,
либо классами точности (точный, средний,
грубый, очень грубый), установленными
ГОСТ 25670-83.