

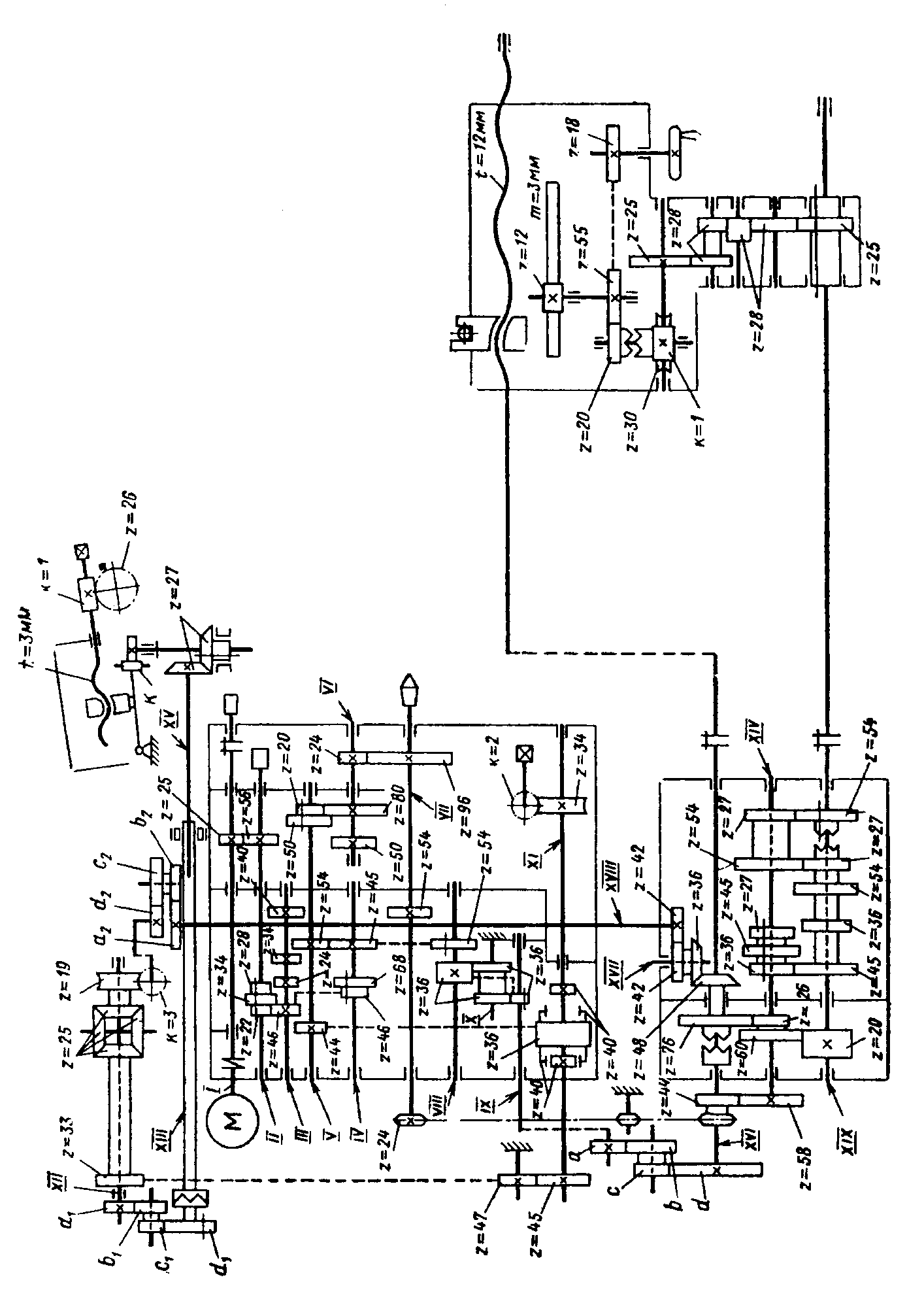
2.2 Кінематична схема верстата
Кінематична схема верстата (рис. 2.4) містить наступні кінематичні ланцюги: головного руху, поздовжнього переміщення супорта від ходового валу, зворотно-поступального руху затилувального супорта, ланцюг диференціала для надання додаткових рухів затилувальному супорту.
2.2.1
Головний рух. Обертання
через електродвигун Д1
![]() ,
вал I,
постійну передачу 25/56, вал II,
коробку на три частоти
,
вал I,
постійну передачу 25/56, вал II,
коробку на три частоти
![]() ,
вал III,
коробку на дві частоти
,
вал III,
коробку на дві частоти
![]() ,
вал IV,
постійну передачу 45/54, вал V,
коробку на дві частоти
,
вал IV,
постійну передачу 45/54, вал V,
коробку на дві частоти
![]() ,
вал VI,
постійну передачу 24/96, постійну передачу
передається шпинделю VII.
,
вал VI,
постійну передачу 24/96, постійну передачу
передається шпинделю VII.
Обчислимо найменшу частоту обертання шпинделя:
![]() об/хв,
об/хв,
при частоті обертання електродвигуна n = 700 об/хв. Частота обертання шпинделю змінюється в межах 2,8 … 65 об/хв. При частоті обертання електродвигуна n = 1400 об/хв., частота обертання шпинделю змінюється в межах 5,6 … 130 об/хв. Коробка швидкостей має множну структуру 322 -= 12, тобто шпиндель має 12 частот обертання від однієї частоти двигуна і таку ж кількість – від іншої.
Особливістю затилувальних верстатів є невисока частота обертання шпинделю.
2.2.2 Поздовжнє переміщення супорта від ходового гвинта. Цей вид переміщення застосовують при затилуванні зубів черв’ячних фрез, мітчиків. Шпиндель повинен бути з’єднаний жорстким кінематичним ланцюгом з ходовим гвинтом.
|
Рисунок 2.4 – Кінематична схема токарно-затилувального верстата 1Б811 |
Можливі три випадки настроювання гвинторізної гітари.
1.
Затилування інструмента з нормальним
кроком нарізі. Рух від
шпинделя за допомогою передачі 54/54
передається на вал VIII,
трензель
![]() ,
вал IX, гітару
змінних зубчастих коліс (гвинторізна
гітара)
,
вал IX, гітару
змінних зубчастих коліс (гвинторізна
гітара)
![]() ,
вал XVI,
ходовий гвинт з кроком t
= 12 мм.
,
вал XVI,
ходовий гвинт з кроком t
= 12 мм.
Розрахунковими переміщеннями будуть:
1 Об. Шпинделя рн, мм. ,
звідки
![]() ,
,
де рн – крок нарізі.
2.
Затилування інструменту зі збільшеним
в чотири рази кроком нарізки.
Рух від шпинделю через передачу 96/24, вал
VI, зубчасту
передачу 50/50, вал V,
зубчасту передачу 54/54, вал VIII,
трензель
,
вал IX, гітару
змінних коліс
![]() ,
вал XVI
передається на ходовий гвинт з кроком
t = 12 мм.
,
вал XVI
передається на ходовий гвинт з кроком
t = 12 мм.
1 Об. Шпинделя рн, мм. ,
звідки
![]() ,
,
3. Затилування інструмента зі збільшеним в шістнадцять разів кроком нарізі. Рух від шпинделю через передачу 96/24, вал VI, зубчасту передачу 80/20, вал V, зубчасту передачу 54/54, вал VIII, трензель , вал IX, гітару змінних коліс , вал XVI передається на ходовий гвинт з кроком t = 12 мм.
1 Об. Шпинделя рн, мм. ,
звідки
![]() ,
,
2.2.3
Поздовжнє переміщення супорту від
ходового валу. Цей рух
застосовують при затилуванні зубів
циліндричних та інших фрез, за винятком
нарізних інструментів. Рух на ходовий
вал знімається з шпинделя і передається
по наступному кінематичному ланцюгу:
шпиндель; ланцюгова передача 26/34, вал
XVI, зубчаста
передача 44/58, вал XIV,
коробка на три частоти
![]() передають
рух на вільно встановлену втулку на
валу XIX на
якій встановлені колеса 54 – 36 – 45 – 27,
далі при вмиканні колеса z
= 54 вліво рух піде напряму
на ходовий вал, при положенні колеса z
= 54, як показано на схемі,
рух буде передано через передачі
передають
рух на вільно встановлену втулку на
валу XIX на
якій встановлені колеса 54 – 36 – 45 – 27,
далі при вмиканні колеса z
= 54 вліво рух піде напряму
на ходовий вал, при положенні колеса z
= 54, як показано на схемі,
рух буде передано через передачі
![]() на ходовий вал. Таким чином, на вхідному
валу коробки подач маємо шість частот
обертання. Далі від ходового валу, через
зубчасті передачі
на ходовий вал. Таким чином, на вхідному
валу коробки подач маємо шість частот
обертання. Далі від ходового валу, через
зубчасті передачі
![]() на черв’ячну передачу 1/30, кулачкову
муфту, зубчасту передачу 20/55 на рейкове
колесо z = 12
та рейку m = 3
мм.
на черв’ячну передачу 1/30, кулачкову
муфту, зубчасту передачу 20/55 на рейкове
колесо z = 12
та рейку m = 3
мм.
Обчислимо найбільшу величину поздовжнього переміщення супорту від ходового валу smax за рівнянням:
![]() мм/об.
мм/об.
Величини подач змінюються в межах 0,1 – 1 мм/об.
2.2.4
Зворотно-поступальний рух затилувального
супорта. Затилування
здійснюється при малих частотах обертання
шпинделя через передачі
![]() наступним кінематичним ланцюгом:
шпиндель, зубчаста пара 96/24, зубчасті
передачі 80/20 або 80/50, вал V,
зубчаста передача 44/36, вал XI,
передачі
наступним кінематичним ланцюгом:
шпиндель, зубчаста пара 96/24, зубчасті
передачі 80/20 або 80/50, вал V,
зубчаста передача 44/36, вал XI,
передачі
![]() ,
диференціальна передача з передаточним
відношенням ідіф
= 1/2, вал XII,
змінні колеса гітари
,
диференціальна передача з передаточним
відношенням ідіф
= 1/2, вал XII,
змінні колеса гітари
![]() ,
кулачкова муфта, вали XIII
та XV, конічні
колеса 27/27, вал кулачка затилування.
,
кулачкова муфта, вали XIII
та XV, конічні
колеса 27/27, вал кулачка затилування.
Розрахункові переміщення ланцюга: