

3.3. Пайка
Применяются три метода пайки:
3.3.1 Пайка волной припоя,
3.3.2 Селективная пайка,
3.3.3 Ручная пайка.
3.3.1 Пайка волной припоя
Наиболее распространенный метод пайки. В процессе пайки платы устанавливаются на конвейер и последовательно проходят несколько рабочих зон паяльной установки: зону флюсования, предварительного нагрева, пайки.
Флюс удаляет оксидные пленки с поверхностей, улучшает смачивающую способность припоя и предотвращает окисление до начала пайки.
Предварительный нагрев служит для предотвращения теплового удара платы и компонентов в результате контакта с волной горячего припоя. Нагрев осуществляется ИК-модулями.
Далее конвейер с платой проходит непосредственно зону пайки. Там в ванне формируется волна расплавленного припоя. Форма волны припоя может быть различной, в зависимости от применяемой модели оборудования.
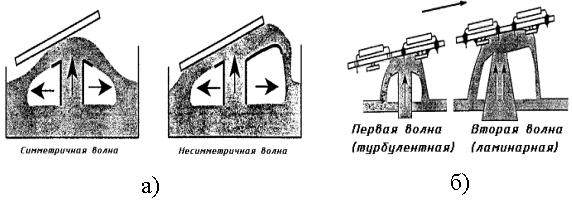
Рис.5 - Волна припоя: а) симметричной и несимметричной формы; б) первая (турбулентная) и вторая (ламинарная) для пайки двойной волной
Для изделий на базе смешанного монтажа применятся «двойная» волна припоя (рис. 5б). Первая волна является узкой, подается из сопла под большим давлением и имеет турбулентный характер. Ее задача – обеспечить смачивание выводов компонентов и исключить формирование полостей с включениями. Вторая волна – ламинарная, ее скорость истечения ниже. Она разрушает перемычки, образованные первой волной, и завершает формирование паяных соединений. Пример температурного профиля пайки платы двойной волной представлен на рис. 6.
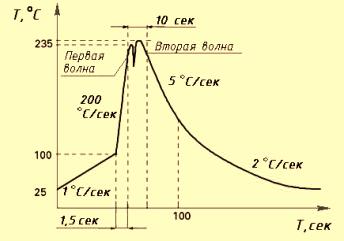
Рис.6- Пример температурного профиля для бессвинцовой пайки ПП двойной волной
3.3.2 Селективная пайка
Селективная пайка - процесс избирательной пайки отдельных компонентов на плате с отсутствием воздействия на остальные установленные компоненты, и выполняется миниволной припоя.
Процесс пайки миниволной припоя во многом схож с обычной пайкой волной. Отличие в том, что происходит пайка не всей плате, а только отдельных компонентов на ней.
Достоинства селективной пайки по сравнению с ручной и волновой пайкой:
снижение расхода технологических материалов (флюс, припой, инертный газ) и электроэнергии;
сокращение времени производственного цикла и числа сотрудников;
исключение необходимости отмывки;
возможность пайки разных компонентов на плате различными припоями на одной установке за один цикл;
3.3.3 Ручная пайка
Ручная пайка проводится с применением аналоговых и цифровых паяльных станций.
При проведении процесса пайки важно выдерживать необходимую температуру. Пониженная температура приводит к недостаточной жидкотекучести припоя и плохому смачиванию поверхностей. Значительное увеличение температуры вызывает обугливание флюса. Подбор температуры осуществляется в зависимости от применяемого припоя, типа и размера корпуса компонента и материала платы.
Характеристиками паяльной станции являются:
быстрый нагрев жала до рабочей температуры;
точный контроль температуры жала;
быстрая смена жал;
автоматическая калибровка станции при смене жала.
Такими возможностями обладают преимущественно цифровые паяльные станции. Они обеспечивают более точное задание, поддержание и управление температурой паяльника по сравнению с аналоговыми.
Для пайки обычно используются жидкий флюс и проволочный припой. Флюс наносится кистью в места пайки.
Процесс пайки одного соединения должен быть по возможности кратковременным. Во избежание перегрева компонента время пайки составляет от 0,5 до 2 секунд.