

Опоры трубопроводов
Нормальная эксплуатация трубопроводов зависит от правильно выбранной конструкции опор. Различают неподвижные и подвижные опоры. Неподвижные опоры жестко закрепляют трубопровод, что исключает возможность его перемещения и вращения. Опоры такой конструкции воспринимают вертикальные нагрузки от веса трубопровода и горизонтальные нагрузки от температурных деформаций трубопровода, гидравлических ударов, вибрации.
Подвижные опоры, удерживая на себе трубопровод, обеспечивают свободное перемещение его под влиянием температурных деформаций. Подвижные опоры подразделяются на жесткие и пружинные, которые обеспечивают перемещение и повороты трубопровода в любой плоскости.
Из сказанного следует, что трубопроводы, работающие при температурах, изменяющихся в широких пределах, во избежание разрушения должны быть снабжены компенсирующими устройствами, легко воспринимающими температурные напряжения.
Компенсаторы устанавливают на трубопроводе через 20 – 40 м. Концы участка трубопровода, приходящегося на каждый компенсатор, крепят на опорах неподвижно.
На практике широко применяют гнутые П-образные, волнистые или линзовые и очень редко – сальниковые компенсаторы. Гнутые компенсаторы просты в изготовлении и в монтаже. Их выполняют из бесшовных труб горячим гнутьем.
Трубопроводная арматура
Трубопроводная арматура представляет собой приспособления, монтируемые на трубопроводах, котлах, резервуарах, машинах и т. п., являющиеся исполнительными механизмами, при помощи которых осуществляется контроль давления или направления потоков газовых и жидких сред, указания и регулирования уровня жидкостей, автоматический выпуск и выпуск воздуха и выпуск жидкостей и газов.
По способу присоединения арматура подразделяется на фланцевую, муфтовую и с концами под сварку.
На предприятиях нефтегазопереработки и нефтехимии применяют следующие виды трубопроводной арматуры:
1.Запорная, предназначенная для отключения проходящей через нее среды или изменения интенсивности потока. Сюда относятся задвижки, вентили, краны, управляемые от руки или через привод (механический, гидравлический, пневматический, электромоторный);
2. Запорная арматура самодействующая или неуправляемая, в которой затвор приводится в действие давлением или проходящей средой – это обратные клапаны (захлопки), предохранительные клапаны рычажные и пружинные;
3. Специальная арматура – указатели уровня жидкости.
Запорная управляемая арматура
Запорные задвижки – вид арматуры, в которой запирающий орган перемещается перпендикулярно к оси прохода задвижки и представляет собой шибер с наклонными рабочими поверхностями (клиновые задвижки) или диск, цельный или составной, с параллельными рабочими поверхностями (параллельные задвижки). Перемещение шибера в вертикальном направлении производится поворотом шпинделя вручную или посредством привода (механического, моторного, пневматического). От способа перекрытия потока зависит конструкция запирающего органа (шибера) и, следовательно, всей задвижки.
Если шибер имеет форму клина, то по обе стороны от него в корпусе задвижки имеются наклонно расположенные седла, на которые шибер целиком садится своими поверхностями при полном опускании. Привалочные поверхности клина скошены соответственно седлам в корпусе. Плотность обеспечивается в результате сильного прижатия клина к седлам; такие задвижки называют клиновыми.

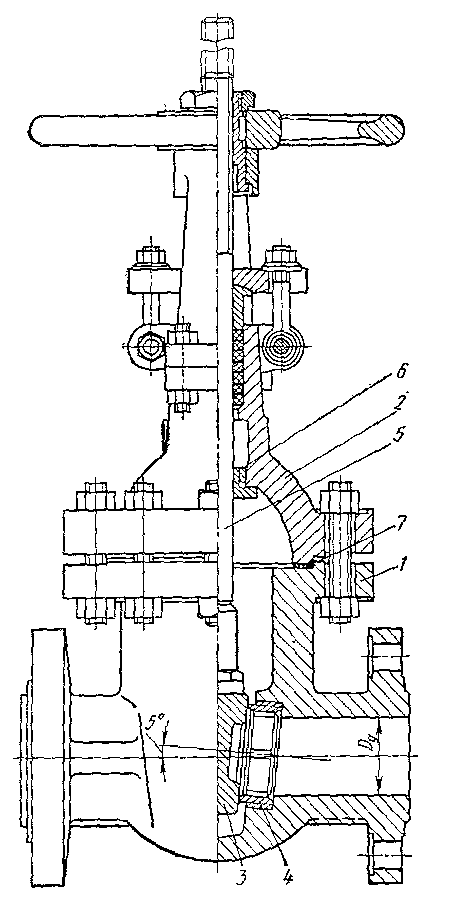
Если шибер составной; он состоит из двух плашек, которые после опускания посредством кинематической пары клин-клин расходятся и прижимаются к седлам внутри корпуса; такие задвижки называют параллельными.
Перемещение шибера в вертикальном направлении осуществляется посредством вращения маховика от руки или посредством привода.
На НПЗ и НХЗ широко применяют задвижки с выдвижным шпинделем, перемещающимся вместе с шибером. В таких задвижках нарезка шпинделя не омывается проходящей агрессивной средой и меньше корродирует.
Преимущества задвижек:
плавность и точность регулирования количества проходящей среды;
малое гидравлическое сопротивление по сравнению с вентилями;
возможность применения задвижек при перекачке густых и вязких продуктов;
возможность применения условных проходов до Dу=2000 мм, условных давлений Ру= 32,0 Мпа и температур 600 оС;
возможность направления потока в обе стороны через задвижку.
Недостатки задвижек:
дороже других видов запорной арматуры;
трудность поддержания герметичности уплотнительных поверхностей вследствие быстрого их износа под влиянием коррозии и абразивного действия осадков;
трудность восстановления контактных рабочих поверхностей без специальных приспособлений.
По конструкции присоединительных концов задвижки могут быть фланцевые (наиболее распространенные), резьбовые, (сравнительно мало применяемые) и приварные (применяются на глухих линиях, не допускающих разъединения из-за высокого давления или вредности среды).
Фланцевые стальные задвижки выпускаются на давление Ру от 1,6 до 16,0 Мпа и проходы Dу от 50 до 450 мм. Резьбовые задвижки выпускаются на Ру от 4,0 до 16,0 Мпа и Dу от 15 до 40 мм.
Стальные задвижки изготовляются по одному из нижеуказанных вариантов:
из углеродистой стали марки 20Л или 25Л для неагрессивных сред и температур не выше 450 оС, с уплотнительными поверхностями колец и клиньев из хромистой стали марок 2Х13 и 3Х13;
из хромомолибденовой стали марки Х5М-Л для сред средней степени агрессивности. Уплотнительные поверхности в этих задвижках в зависимости от температуры среды выполняются с наплавкой сталью марки 3Х13 или 2Х13 для сред с температурой 450 оС, сормайтом №1 для сред с температурой 475-500 оС и стеллитом ВЗК для сред с температурой 525-600 оС;
из хромоникелевой стали марки1Х18Н9Т-Л для агрессивных сред и температуры до 600 оС с наплавкой уплотнительных поверхностей стеллитом ВЗК.
Чугунные параллельные задвижки выпускаются на давления Ру=1,6 Мпа, для условных проходов Dy от 50 до 350 мм и для проходов Dy=600-1000 мм и Ру = 0,6-1,0 Мпа.
Вентили запорные представляют собой вид арматуры с запирающим проход органом в виде тарелки, диска, иглы, перемещающимися вдоль оси седла в вертикальной плоскости (нормальный вентиль) или наклонной (прямоточный вентиль).
Предусмотрен выпуск вентилей общепромышленного назначения для проходов Dy до 300 мм, Ру до 200,0 Мпа и температуры 570 оС.
Вентили отличаются от задвижек значительно большим сопротивлением, так как расположение рабочего органа (золотника) поперек потока препятствует плавному прохождению среды и способствует возникновению гидравлических ударов. От других видов арматуры (задвижек, кранов) вентили отличаются более высокой герметичностью, легкостью управления, простотой изготовления и ремонта, более длительным сроком службы и меньшей стоимостью.
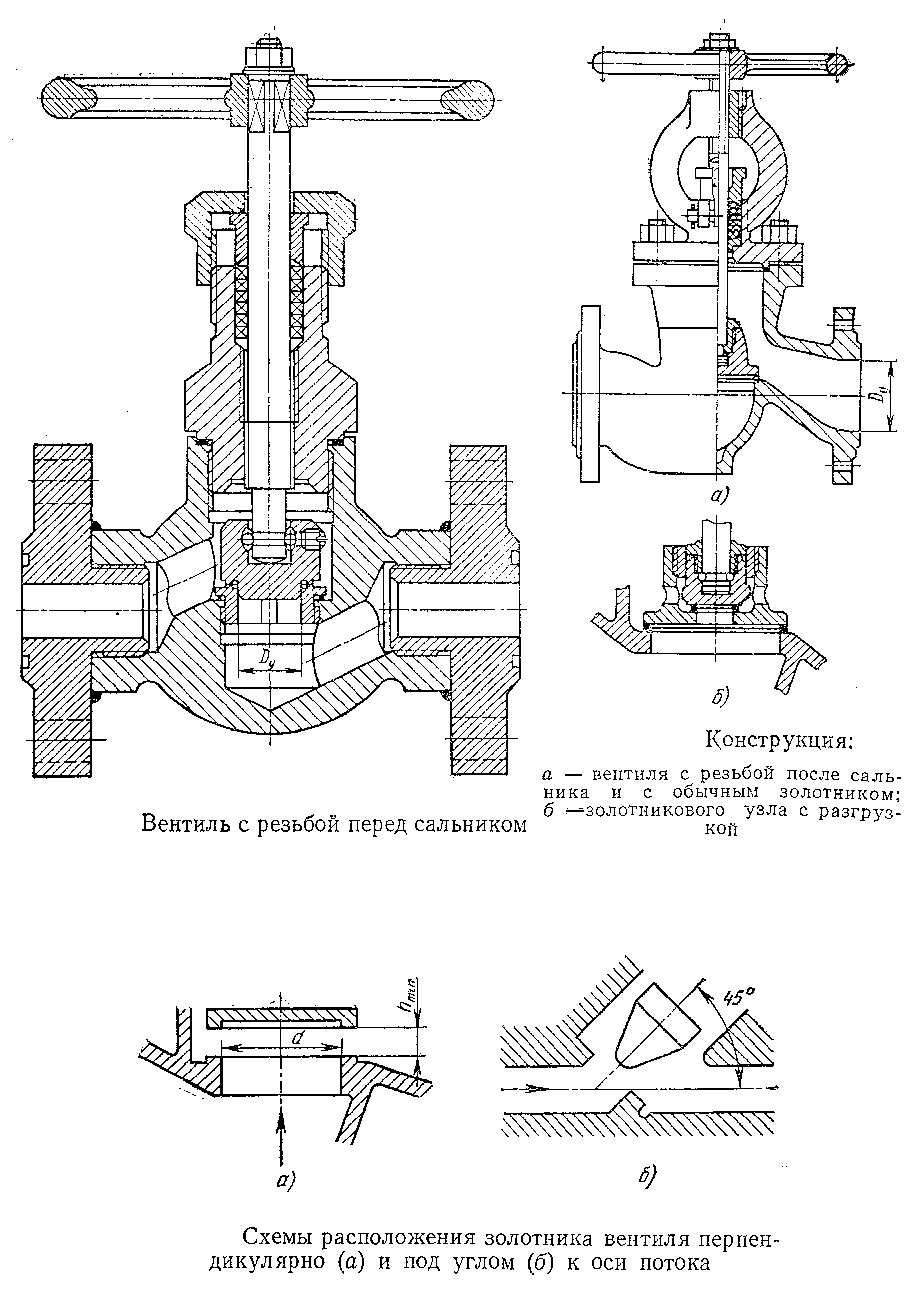
Поток жидкости, проходящий через вентиль, чаще всего направляют под клапан (золотник), поэтому сальник при закрытом вентиле давления не испытывает.
Наибольшее применение вентили получили при установке на трубопроводах диаметром до 300 мм и, главным образом, для перекачки насыщенного и перегретого пара и воды при давлениях Ру до 1,6 Мпа.
Литые стальные вентили из углеродистой стали применяются при Ру до 4,0 Мпа и температурах среды до 425оС, из кованой стали – при Ру до 16,0 Мпа и температурах до 500 оС, из легированных сталей для более тяжелых условий.
Чугунные вентили рекомендуется использовать при температуре среды до 300 оС и давлениях до 1,0 Мпа.
Бронзовые вентили с Dу более 80 мм и Ру до 1,0 – 1,6 Мпа для воды устанавливают на трубопроводах насыщенного пара при температурах до 250 оС.
Краны состоят из конической, цилиндрической или шаровой пробки, пригнанной к соответствующему гнезду в корпусе. Пробка имеет сквозное отверстие, ось которого совпадает с общей осью присоединительных концов крана.
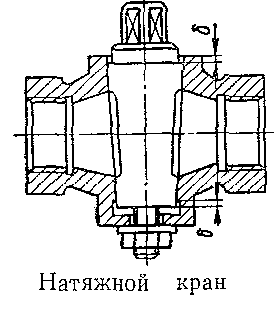
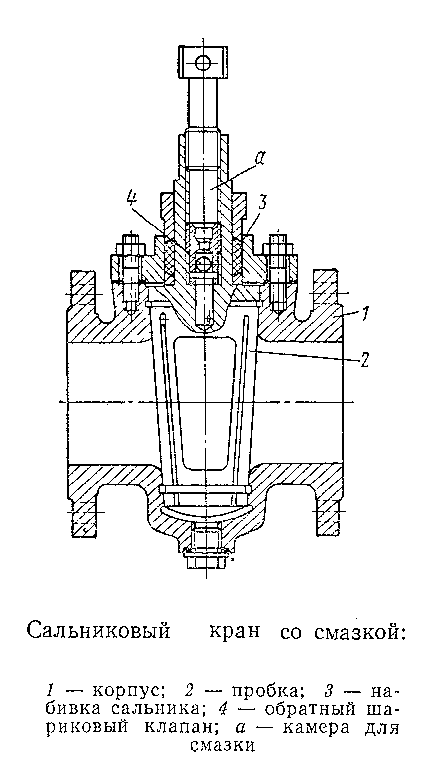
Для запирания крана пробку рычагом поворачивают в одну или другую сторону на 90о. Добиться точного регулирования расхода краном весьма трудно, поэтому его применяют главным образом как запорную рекомендуется устанавливать краны на сжимаемых жидкостях (воздух, азот пар, газы). В зависимости от количества отростков краны могут быть проходными при двух отростках, трех ходовыми или четырехходовыми при трех и четырех. По присоединительным концам отростков краны называются фланцевыми, резьбовыми или с гладкими концами под сварку.
Достоинства кранов – малое гидравлическое сопротивление, легкость ремонта, быстрота переключения, удобство обслуживания. Недостатки –
трудность проворачивания пробки в кранах больших размеров, возможность заедания и защемления пробки.
Обратные клапаны. На нефтеперерабатывающих установках часто возникает необходимость предотвратить движение среды по трубопроводу в обратном направлении, что может произойти при нарушении каких-либо параметров или при выходе из строя оборудования. Для этой цели служат обратные клапаны, пропускающие среду только в одном направлении.

По принципу действия различают клапаны обратные подъемные и обратные поворотные. При изменении направления движения среды клапан под действием собственного веса или под давление среды садится уплотняющей поверхностью на стакан и запирает проход. Подъемные клапаны устанавливают таким образом, чтобы ось клапана была строго вертикальна, жидкость при этом подводится снизу под клапан. Подъемные клапаны обеспечивают большую герметичность, чем поворотные, однако они создают значительные гидравлические сопротивления.
Общим недостатком обратных клапанов является возникновение гидравлических ударов при закрытии прохода. При больших размерах и тяжелом весе клапана это может вызвать поломки и нарушение герметичности.
Обратные клапаны изготавливаются: чугунные с Dy до 100 мм и на Ру до1,6 Мпа; стальные (углеродистые и легированные) с Dy до 350 мм и на Ру до 16,0 Мпа.
Предохранительные клапаны. В аппаратах технологических установок давление не должно подниматься выше допустимого. С этой целью на них устанавливают предохранительные клапаны, выпускающие из аппарата избыточное количество среды, создающее давление. После достижения в аппарате допустимого давления клапан вновь закрывается.
Различают рычажные и пружинные предохранительные клапаны. Грузовые рычажные клапаны используются для работы на паровых котлах и паропроводах. Они малоподъемны, поэтому имеют небольшую пропускную способность.
На аппаратах нефтеперерабатывающих установок применяют пружинные предохранительные клапаны, исключающие утечку выпускаемой среды в атмосферу. Избыточная среда из клапана поступает на факел, в котором сжигается.
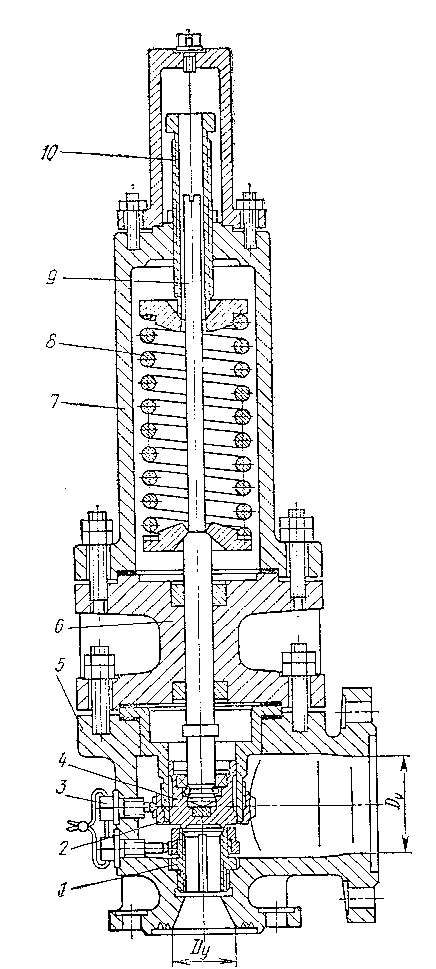
В зависимости от высоты подъема тарелки клапана над седлом различают клапаны трех типов: малоподъемные, среднеподъемные и полноподъемные – с высотой подъема соответственно 1/40; 1/20 и 1/10; 1/6 и 1/4 диаметра прохода в седле.
Пружинные клапаны выпускают на диаметры условных проходов 15; 25; 40; 50; 80; 100; 150 мм и на условные давления 1,6; 2,5; 4,0; 6,4; 10,0; 16,0 Мпа.
Порядок расчета и выбора, правила установки и регистрации, сроки ревизии предохранительных клапанов, устанавливаемых на аппаратах, работающих под давлением, оговорены соответствующими правилами Госгортехнадзора. Одно из этих положений гласит, что число предохранительных клапанов, устанавливаемых на аппарате, их размеры и пропускная способность должны быть выбраны с таким расчетом, чтобы в аппарате не могло создаваться давление превышающее рабочее более чем на 0,05 Мпа – для аппаратов под давлением до 0,3 Мпа включительно; более чем на 15% - для аппаратов под давлением от 0,3 до 6 Мпа; более чем на 10% - для аппаратов под давлением выше 6 Мпа.
Перед пуском в эксплуатацию все предохранительные клапаны регулируют на специальных стендах на установочное давление с одновременной проверкой плотности запирания и разъемных соединений.
Пружинные клапаны изготовляются: для малоагрессивных сред и температуры до 450 оС с корпусами и крышками из углеродистой стали 25Л или 20Л; для агрессивных сред и температуры не более 550 оС - из хромомолибденовой стали марки Х5МЛ; для агрессивных сред и температуры не более 600 оС – из хромоникелевой стали марки 1Х18Н9ТЛ.
1.1. Подготовительные работы
Подготовка к ремонту включает составление дефектной ведомости, заготовку необходимых материалов и инструмента и предусматривает выполнение следующих мероприятий:
1. Отключение теплообменного аппарата от коммуникаций и слив теплоносителей через штуцеры и специальную дренажную муфту на задней крышке корпуса.
2. Отключение аппарата от системы с помощью стальных заглушек, толщина которых определяется расчетом на внутреннее давление, и имеющих выступающие указатели - хвостовики. Установление и снятие заглушек регистрируется в ремонтном журнале.
3. Для удаления взрывопожароопасных и токсичных веществ аппарат промывают водой с последующей пропаркой. Пропарка позволяет удалить из аппарата остатков воды и рабочей среды.
4. Составляется акт сдачи аппарата в ремонт.
5. При необходимости получают разрешение на проведение огневых работ.
1.2. Гидроиспытание ( опрессовка )
Различают:
А. Испытание на плотность для выявления дефектных деталей и узлов, которое выполняют до начала ремонта. Испытание проводят на рабочее давление и на давление ниже рабочего (например, под вакуумом). При наличии дефектных деталей и узлов наблюдается течь прессовочной воды и быстрое снижение давления (вакуума).
Б. Испытание на прочность и плотность для контроля качества выполненных ремонтных и сборочных работ. Испытание проводят на давление выше рабочего (пробное давление) как трубного, так и межтрубного пространства.
Используются различные виды прессовки в зависимости от конструкции теплообменного аппарата, в ряде случаев с использованием прессовочных колец (прессовочных головок), гидропневматических пистолетов. Для контроля герметичности труб и их соединений с трубными решетками различной теплообменной аппаратуры, в том числе аппаратов воздушного охлаждения, используются приборы АТТ-6525 и AJT- 6500. При испытании герметичности труб головки вводят с обоих сторон в трубу, в пистолете создается давление воздуха до 0,6 МПа, вызывающее осевое сжатие и радиальное расширение уретановых кплотнений, что обеспечивает герметизацию пространства внутри труб. О герметичности испытуемой трубы судят по скорости снижения давления. После проведения испытания нажимают на выпускной клапан, давление падает, кретановые уплотнения сокращаются и головки извлекают из трубы. Испытание соединений труб с решетками под вакуумом, а расширение уретанового уплотнения достигается с помощью сжатого воздуха.
1.3. Разборка
Для контроля состояния деталей и узлов, их ремонта, чистки теплообменные аппараты подвергают частичной или полной разборке.
Полную разборку аппаратов типа ТП и ТУ производят в следующем порядке:
1. Демонтаж трубной обвязки распределительной камеры.
2. Демонтаж распределительной камеры и задней крышки кожуха.
3. Демонтаж крышки и крепежных деталей плавающей головки.
4. Начальный сдвиг прикипевшего к кожуху трубного пучка с помощью гидравлического домкрата, что позволяет при извлечении трубного пучка снизить горизонтальные нагрузки на кожух, опоры и фундаменты аппарата.
5. Извлечение трубного пучка из корпуса аппарата.
При извлечении трубный пучек внутри корпуса опирается на опору плавающей головки и поперечные перегородки, а также на катковые опоры. При этом снаружи трубные пучки поддерживают на весу с помощью автомобильных, тракторных или стреловых монтажных кранов; стационарных или передвижных монорельсов с тельферами; треног с талями; передвижными тележками или специальными экстракторами.
Трубный пучек можно извлекать из кожуха также методом выталкивания его штангой, упирающейся в подвижную трубную решетку.
Монтаж трубного пучка после его чистки и ремонта выполняют в обратной последовательности. При этом трос для затаскивания пучка в корпус крепят к подвижной решетке трубного пучка.
Извлечение трубного пучка из вертикальных аппаратов проще, чем из горизонтальных, т. к. исключается необходимость поддержки пучка от поперечного смещения относительно кожуха. В качестве грузоподъемных средств применяют стреловые краны, монорельсы с тельферами или мостовые краны, которые могут перемещаться вдоль фронта теплообменных аппаратов, обеспечивая демонтаж всех трубных пучков.