

3.8. Склеивание
Склеиванием называют метод соединения заготовок из разнородных материалов с помощью клея. Оно не вызывает структурных изменений в материале заготовок, не утяжеляет изделие и представляет собой процесс молекулярного сцепления поверхностей с клеем.
Материалами клеев являются высокомолекулярные полимеры на основе эпоксидных (ВК-32 - ЭМ, эпоксид П, ПР), полиуретановых и фенолформальдегидных смол (БФ 2, БФ - 4). Клеи на основе эпоксидных смол обеспечивают высокую прочность соединения на сдвиг и теплостойкость до (0оС). Клеи на основе фенольных смол обеспечивают меньшую прочность и теплостойкость до 70оС. Специальные клей обеспечивают теплостойкость до 500оС и повышенную прочность на сдвиг.
Приготовленный клей наносят отдельными точкам, рядами точек, полосками на всю поверхность в один или два слоя, заготовки соединяют струбцинами или специальными приспособлениями. При необходимости горячего отвердения одновременно с этим заготовки нагревают в термостатах или печах. Температуру нагрева и время выдержки принимают в соответствии с рекомендациями для каждой марки клея.
3.9. Подшипники скольжения
Подшипники скольжения - это опоры вращающихся деталей, разделенных слоем смазки, применяемых в качестве опор особо точных, быстроходных и тяжело нагруженных механизмов. Подшипник состоит из цельного или разъемного корпуса, вкладышей, фиксирующих элементов, а также защитных и смазочных устройств. Цельные корпуса проще в изготовлении, а разъемные позволяют облегчить сборку и регулировку зазора.
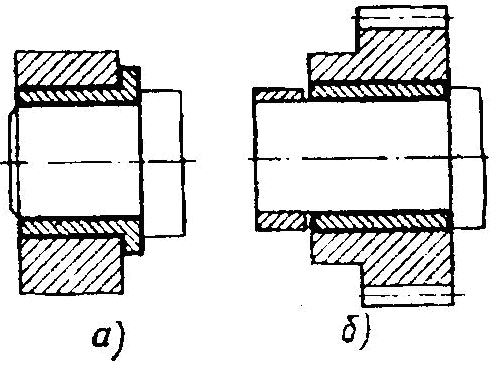
Рис. 1.19. Подшипник скольжения
Вкладыши позволяют экономить дорогой антифрикционный материал и облегчают ремонт подшипников. В неразъемных соединениях подшипники выполняют в виде втулок, в разъемных - из двух половин.
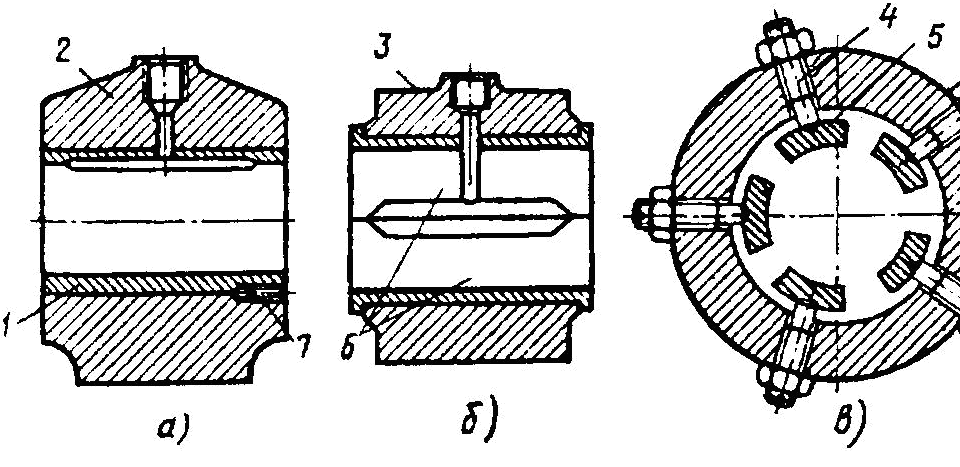
Рис. 1.20. Устройство подшипника скольжения:
1 – втулка из антифрикционного материала, 2 – цельный корпус, 3 – разъемный корпус, 4 – регулировочный винт, 5 – вкладыш, 6 – верхний и нижний вкладыш с антифрикционным покрытием, 7 – винт фиксирующий
При высоких скоростях и нагрузках вкладыши делают из высокооловянистых баббитов, свинцовистых бронз, сплавов алюминия и цинка. В тихоходных, умерено нагруженных подшипниках используют антифрикционные чугуны. Вкладыши из металлокерамики имеют большой процент пор, которые предварительно пропитывают маслом, поэтому их применяют в подшипниках, работающих без подачи смазки. Вкладыши изготовляют также из фторопласта, текстолита, прессованной древесины, твердых пород дерева.
При сборке подшипников с неразъемным корпусом производят запрессовку втулки в корпус, закрепляют втулку от проворачивания, обрабатывают отверстие, так как внутренний диаметр втулки после запрессовки уменьшается. Для обеспечения необходимого зазора в подшипнике втулку обрабатывают (развертыванием, растачиванием, шабрением).
При сборке подшипников с разъемными корпусами вкладыши подгоняют по валу. Прилегание вкладышей к шейкам вала контролируют по краске. Пятна краски должны равномерно покрывать 75 - 85 % поверхности вкладыша. Подгонку вкладыша к шейке производят шабрением вкладыша. Для этого вал устанавливают в подшипники, затягивают крышки и проворачивают вал на два-три оборота. Подшипники вновь разбирают и производят пришабривание нижних, а затем верхних вкладышей по блеску (места, где вкладыши контактировали с валом, при затяжке приобретают блестящий оттенок).
Зазоры в подшипнике с разъемным корпусом регулируют набором прокладок между крышкой и корпусом. Для контроля радиальных зазоров в подшипниках применяют калиброванные свинцовые проволочки. По их толщине после деформации в собранном подшипнике можно судить о величине зазора.
После сборки производят приработку подшипника при малых оборотах и нагрузках, постепенно доводят их до требуемых. При этом контролируют температуру в подшипнике, радиальное и торцовое биение вала, поступление масла в подшипник, уровень шума, отсутствие охватывания вала при пуске и остановке.