

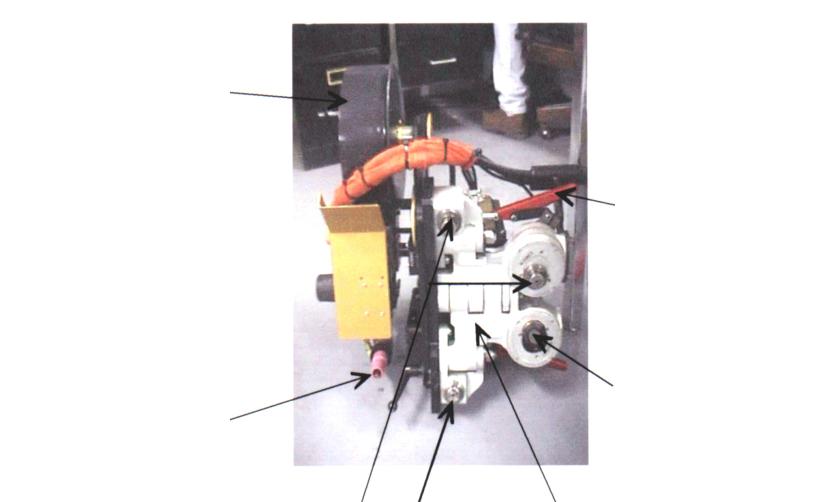
Составные части сварочной головки M300
Проволочная катушка
Рычаг эксцентрика
Ведущее колесо с насечкой
Сварочный наконечник
Направляющие
ролики

Процесс сварки
•Система автоматической сварки “CRC Evans” является специально разработанной системой для двусторонней сварки неповоротных стыков труб при сооружении линейной части магистральных трубопроводов в среде защитного газа проволокой малого диаметра.
•Сварку производят в режиме короткого замыкания. Другими признаками системы являются отсутствие зазора при сборке стыка и сварка корня шва с внутренней стороны трубы.
Совокупность этих факторов повышает
скорость и качество сварки следующим образом:
-отсутствие зазора при сварке уменьшает количество необходимого металла шва, сокращает время на сборку стыка и практически исключает прожог при сварке;
-сварка корня изнутри существенно уменьшает влияние неточностей при сборке стыка и, как следствие, предотвращает внутренний подрез. Это также позволяет выполнять сварку "горячего" прохода практически одновременно со сваркой корня, что увеличивает скорость сварки и обеспечивает формирование прочного соединения при удалении внутреннего центратора.
•Важным фактором, определяющим стабильное качество стыков, выполняемых с использованием автоматической сварки, является качество подготовки кромок труб.
•В системе автоматической сварки “CRC Evans” это достигается путём механической переточки кромок труб под узкую разделку с помощью установок для обработки кромок.
•Специальная разделка позволяет повысить качество сварки и повторяемость результатов, увеличить производительность и уменьшить объём наплавляемого металла (соответственно время горения дуги и расход сварочного материалов).
Сварка корня шва осуществляется по
одной из рекомендованных компанией “CRC Evans”технологий:
•- изнутри, с помощью внутренней сварочной станции (IWM – Internal Welding Machine);
•- снаружи, с применением внутреннего центратора со встроенным медным подкладным кольцом;
•- снаружи, с использованием стандартного внутреннего центратора с разработанной компанией “Lincoln Electric” технологии STT.
•Наружные сварочные аппараты используют в
парах.
•Каждый аппарат осуществляет сварку половины сварочного шва от позиции 1200 до 600, один в направлении по часовой стрелке (CW), другой против часовой стрелки (CCW).
•Аппараты для "горячего" прохода перемещаются обычно со скоростью 1,0 – 1,27 м/мин и начинают сварку до окончания сварки корня шва.
•CW-аппарат начинает сварку в позиции 1200 после того, как был сварен достаточный участок корня шва для предотвращения перекрытия.
•CCW-аппарат заканчивает сварку "горячего" прохода, также начиная свое движение от позиции 1200.
•Аппараты для сварки заполняющих слоев
стартуют одновременно; однако они не начинают сварку с одной позиции.
•Обычно для первого заполняющего слоя CCW- аппарат выполняет сварку от позиции 1200 до позиции 600.
•Одновременно CW-аппарат начинает сварку в позиции 300 и выполняет сварку до позиции 600.
•После этого оператор возвращает его обратно в позицию 1200 и завершает сварку в позиции 300.
•Стартовые позиции меняются поочередно для каждого слоя с целью предотвращения перекрытия стартовых и конечных точек в вертикальном положении.
•На трубе с толщиной стенки более 8 мм один заполняющий шов необходим обычно для каждых 3,2 мм стенки.
•Скорость сварки заполняющих слоев колеблется, как правило, в пределах 330–380 мм/мин при скорости подачи проволоки 11–17 м/мин.
САМОХОДНЫЕ СВАРОЧНЫЕ АВТОМАТЫ И ТЕХНОЛОГИЯ СВАРКИ ПРОТЯЖЁННЫХ СВАРНЫХ ШВОВ ПОД СЛОЕМ ФЛЮСА
•Протяжённые сварные швы резервуаров и газгольдеров расположенные в нижнем положении свариваются с помощью сварочных самоходных сварочных автоматов под слоем флюса.
•Такие автоматы называются сварочными тракторами.