

4.3. Шероховатость поверхности при различных видах обработки
Таблица 4.3
|
Метод обработки |
Среднее арифметическое отклонение Ra, мкм | ||||||||||||||||||||||||||
|
100 50 25 12,5 6,3 3,2 1,6 0,80 0,40 0,20 0,100 0,050 0,025
| |||||||||||||||||||||||||||
|
Фрезерование: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Точение: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
алмазное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зенкерование |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Сверление |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Растачивание: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
алмазное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Протягивание: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Развертывание: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
окончательное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Шлифование |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
|
400 |
200 |
100 |
50 |
25 |
12,5 |
6,3 |
3,2 |
1,60 |
0,80 |
0,40 |
0,20 |
| ||||||||||||||
|
Высота неровностей профиля по 10 точкам Rz,мкм | |||||||||||||||||||||||||||
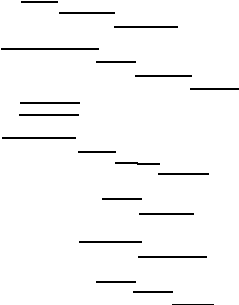
В таблице 4.3 показана шероховатость поверхности (Ra и Rz) после различных методов обработки заготовок.
Продолжение табл. 4.3
|
Метод обработки |
Среднее арифметическое отклонение Ra, мкм | ||||||||||||||||||||||||||
|
100 50 25 12,5 6,3 3,2 1,6 0,80 0,40 0,20 0,100 0,050 0,025
| |||||||||||||||||||||||||||
|
Хонингование: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Суперфиниши-рование: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубофрезерование (копирование): |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубофрезерование (обкатка): |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубодолбление (копирование): |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубодолбление (обкатка): |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубошевингование |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубошлифование (копирование): |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Зубошлифование (обкатка): |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
|
400 |
200 |
100 |
50 |
25 |
12,5 |
6,3 |
3,2 |
1,60 |
0,80 |
0,40 |
0,20 |
| ||||||||||||||
|
Высота неровностей профиля по 10 точкам Rz,мкм | |||||||||||||||||||||||||||

















Продолжение табл. 4.3
|
Метод обработки |
Среднее арифметическое отклонение Ra, мкм | ||||||||||||||||||||||||||
|
100 50 25 12,5 6,3 3,2 1,6 0,80 0,40 0,20 0,100 0,050 0,025
| |||||||||||||||||||||||||||
|
Зубопритирка |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Литье в песчаные формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Литье в кокиль |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Литье по выплавляемым моделям (сталь) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Литье под давлением (сплавы цветных металлов) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Свободная ковка на молотах в подкладных штампах и подкладных кольцах |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Горячая объемная штамповка без калибровки |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
Холодная штамповка: |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
в вырубных и пробивных штампах |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
в зачистных штампах |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
|
|
400 |
200 |
100 |
50 |
25 |
12,5 |
6,3 |
3,2 |
1,60 |
0,80 |
0,40 |
0,20 |
| ||||||||||||||
|
Высота неровностей профиля по 10 точкам Rz,мкм | |||||||||||||||||||||||||||








