

7. Технико-экономические показатели техпроцесса пРи производствЕ изделия Определение количества рабочих мест и оборудования.
Количество рабочих мест и оборудования на каждую операцию определяется из следующего выражения:
Ор = П·Т/ρ·Фд.р. = 0,96·Т, (12)
где Ор - расчетное количество оборудования или рабочих мест, шт;
П - годовая программа выпуска 1000, шт;
Т - трудоемкость на изделие, чел.· час;
ρ - количество рабочих, одновременно работающих на данном оборудовании, 4 чел.;
Фд.р. - действительный годовой фонд времени оборудования или рабочих мест, 260 час.
Рекомендуемая литература.
1. Технология и оборудование контактной сварки. /Под общ. ред. Б.Д. Орлова. - М.: Машиностроение, 1-е изд., 1975, -536 с и 2-е изд.,1986. -352 с.
2. Сварка в самолетостроении: Учеб. пособие/ под общ. ред. В.В. Пешкова. Воронеж. Изд. ВГТУ. 2001. 432 с.
3.Оборудование для контактной сварки: Справочное пособие./ Под ред. В.В.Смирнова.- СПб.: Энергоатомиздат. СПб-ое отделение, 2000. -848с.
4. Конспекты лекций.
5. Сварка в машиностроении: Справочник в 4-х томах. /Редкол. Г.А. Николаев и др. -М.: Машиностроение, 1978…1979.
6. Журналы «Сварочное производство». М.: изд. Машиностроение.
7. Альбом типовой оснастки и приспособлений. М.: «МАТИ». Кафедра ТСП
Приложение
Таблица 1
Основные характеристики конструкционных материалов
Марка сплава |
Прочность, МПа |
Удельная прочность, σв/γ, кДж/кг |
Удельная жесткость, Е/γ, МДж/кг |
ср, Дж/(кг·0С) |
λ, Вт/(м·0С) |
Тпл , оC |
а·106, м2 /с |
Сталь 08 |
330 |
41,9 |
25,8 |
584 |
27 |
1530 |
15 |
30ХГСА |
1400 |
178 |
27,4 |
584 |
30 |
1500 |
9,76 |
12Х18Н10Т |
620 |
78,5 |
25,1 |
563 |
27 |
1440 |
4,11 |
1201 (Д20.1) |
400 |
148 |
25,2 |
1046 |
167 |
635 |
48 |
1560 (АМг6) |
314 |
106 |
26,5 |
1090 |
138 |
638 |
50,1 |
1950 (В95Т) |
490 |
172 |
25,3 |
1090 |
179 |
634 |
49 |
МА2-1 |
285 |
145 |
23,2 |
1088-1260 |
105 |
632 |
49,3 |
ВТ6С |
850 |
191 |
24,3 |
540 |
15,9 |
1695 |
3,1 |
ОТ4 |
700 |
154 |
24,2 |
580 |
16,3 |
1665 |
3,6 |
ХН78Т |
600 |
71,4 |
26,7 |
460 |
25 |
1355 |
2,5 |
ЭП915 |
1127 |
139 |
25,9 |
480 |
18,2 |
1395 |
2,21 |
ЭП678 |
1800 |
229 |
25,7 |
460 |
17,7 |
1525 |
4,9 |
Окончание таблицы 1
Марка свариваемого сплава и электрода. |
Кр |
Плотность сплава, γ, кг/м3 |
ρо, мкОм·м. |
ТКЭС, оC-1 |
Т1 / Т2 , оC. |
Сталь 08кп |
0,85 |
7871 |
0,1470 |
0,00650 |
1500/1530 |
30ХГСА |
0,85 |
7850 |
0,2100 |
0,00380 |
1470/1500 |
12Х18Н10Т |
0,80 |
7900 |
0,7250 |
0,001 |
1400/1440 |
1201(Д20.1) |
0,90 |
2850 |
0,0553 |
0,00460 |
620/635 |
1560 (АМг – 6) |
0,90 |
2640 |
0,0673 |
0,00460 |
545/638 |
1950 |
0,90 |
2850 |
0,0420 |
0,00460 |
550/634 |
МА2-1 |
0,92 |
1790 |
0,1200 |
0,00390 |
620/632 |
ВТ6С |
0,75 |
4450 |
1,4200 |
0,00090 |
1600/1660 |
ОТ- 4 |
0,75 |
4550 |
1,2000 |
0,00090 |
1625/1665 |
ХН78Т |
0,78 |
8350 |
1,0900 |
0,00058 |
1325/1355 |
Сплав ЭП915 |
0,78 |
8110 |
1,0800 |
0,00060 |
1380/1395 |
Сталь ЭП678 |
0,82 |
7850 |
0,7200 |
0,00150 |
1400/1490 |
Таблица 2
Характеристики медных сплавов для электродов машин ТКС
№ |
Марка сплава |
Плотность, кг/м3 |
Трек0С |
σв, МПа |
НВ |
λ, Вт/(м·0С) |
ρ0, |
cp, |
a·10+6, м2/с |
1 |
БрКдХ 0,5- 0,15 |
8920 |
450 |
350 |
115 |
345 |
0,0280 |
385 |
90 |
3 |
БрХ 1 |
8920 |
430 |
500 |
135 |
335 |
0,0360 |
385 |
98 |
4 |
БрНБТ |
8830 |
470 |
820 |
240 |
186 |
0,0397 |
350 |
60 |
Примечание: cp, Дж/(кг·0С); ρ0, мкОм·м
Иллюстрационный и графический материал для курсового проекта.

Рис 1. Расчетная схема электрических сопротивлений при точечной контактной сварке к конечному этапу нагрева деталей.

Рис 2 Зависимость отношения сопротивления детали к сопротивлению столбика металла диаметром dэл и толщиной s (А) от отношения dэл/ s. Наиболее распространенная область dэл/ s= 3,5…4,5.
СХЕМА ДЛЯ расчетА силы сварочного тока при ТКС.
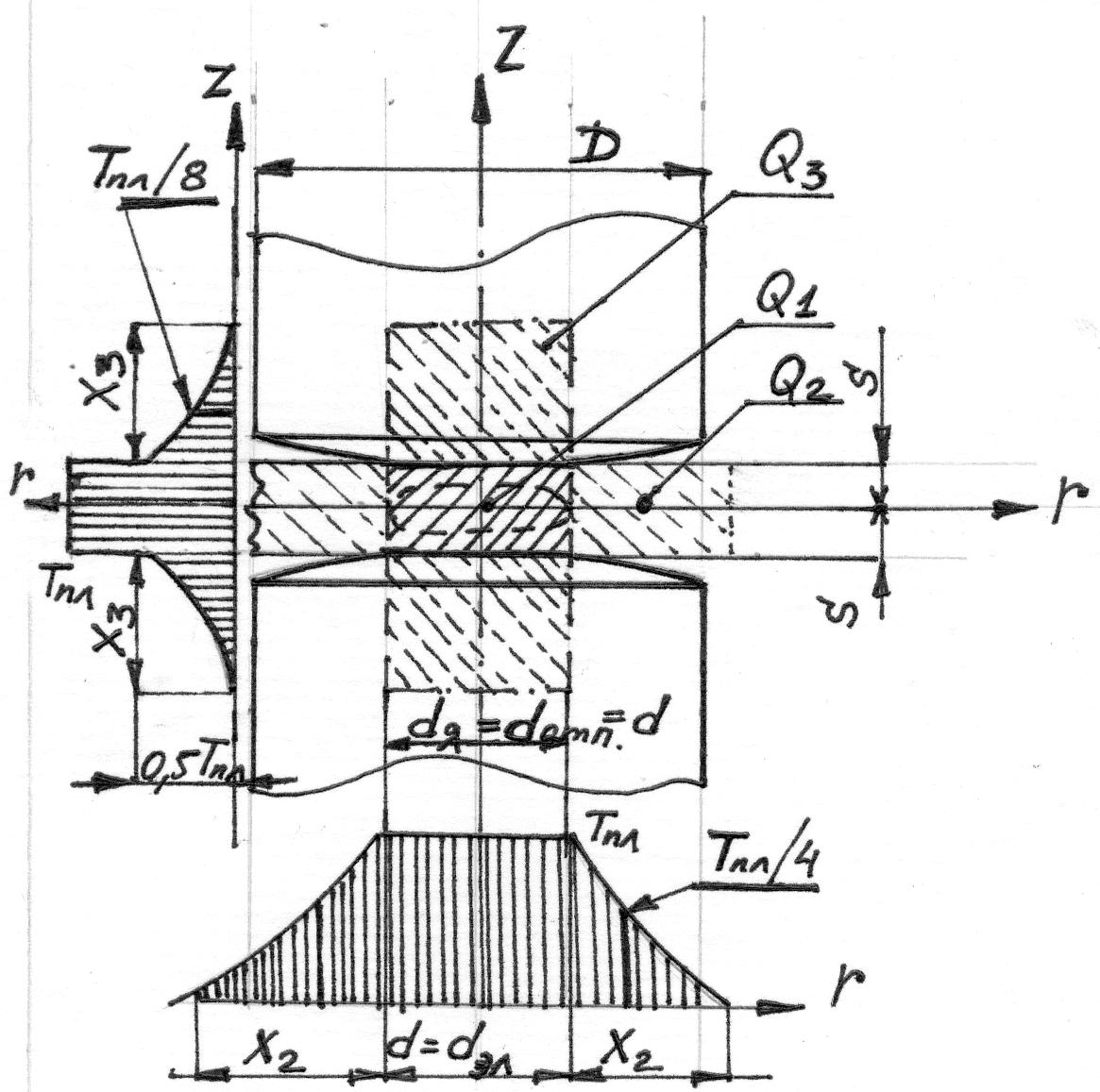
Рис.3 Условная схема теплового состояния соединения к концу процесса ТКС. Эпюры распределения температур вдоль осей r и z.
Меньшиков Геннадий Аркадьевич
Методические указания к курсовому проектированию
по дисциплинАМ:
- «Технологические основы способов сварки и пайки»;
- «Оборудование сварки давлением»
Раздел: «Точечная контактная сварка»
Редактор Меньшиков Г.А.
Подписано в печать 16.01.08.
Объем 60х90 1/16
Тираж 100 экз. Заказ 12
ИТЦ «МАТИ» - Российского государственного технологического университета имени К.Э.Циолковского Берниковская наб.,14