

Одношпиндельные токарные автоматы
Одношпиндельные токарные автоматы по принципу работы подразделяются на три типа:
фасонно-отрезные;
продольно-фасонного точения;
токарно-револьверные.
Принцип работы фасонно-отрезного автомата можно уяснить из схемы, показанной на рис.15.
Рис.15. Схема работы фасонно-отрезного автомата.
Шпиндель станка 1, на конце которого закрепляется резцовая головка, обеспечивает главное движение B(V). Суппорты с резцами 4 и 5 кроме вращения вокруг оси заготовки (В1), совершает поперечную задачу П2(Sn). Они вступают в работу в определённой последовательности так, чтобы завершающей была отрезка готовой детали. Форма обработанной поверхности обеспечивается соответствующей формой режущей кромки резцов. После отрезки готовой детали упор 6 перемещается по стрелке П3(У), и пруток 2 подается вправо до упора, после чего цикл обработки повторяется. Заготовка в виде прутка или проволоки 2, закрепляемая в цанге 3, в процессе обработке неподвижна.
На рис.16 представлена схема работы автомата продольно-фасонного точения. Заготовка-пруток 3 закрепляется в шпинделе 2 и вместе с ним вращается, обеспечивая движение В1(V1).

Рис.16. Схема работы автомата продольно-фасонного автомата.
Вместе со шпиндельной бабкой пруток 3 совершает поступательное движение продольной подачи П3(Sпр). Конец калиброванного прутка проходит сквозь отверстие люнета 4 для уменьшения его прогиба и вибраций при резании.
Резцы , закреплённые в радиальных суппортах 5, совершают поперечную подачу либо для обточки фасонной поверхности.
Кроме того, такие автоматы снабжаются суппортами балансирного типа 6 поперечная подача которыми обеспечивается качением вокруг оси 9 от кулачка 8.
Обработка центрального отверстия, а также обработки резьб метчиками и плашками осуществляется при помощи специального приспособления 7, устанавливаемого на левом конце станины.
Автомат фасонно-продольного точения мод.110.
Этот автомат относится к первой группе и предназначен для обработки деталей из прутка диаметром до 7мм и длиной до 60мм.
Кинематическая настройка автомата заключается в определении передаточного отношения гитары сменных зубчатых колес цепи главного движения (вращение шпинделя с заготовкой В1) и скорости вращения распределительного вала, обеспечивающего производительность автомата.
Кинематическая схема автомата представлена на рис.17.
Цепь главного движения.
Цепь главного движения настраивается из условия:
nэл.дв nшп
где
nэл.дв-
число
оборотов двигателя, nшп,-
число оборотов шпинделя, которое зависит
от обрабатываемого материала (скорости
резания V)
и определяется
по формуле
![]() .
.
Уравнение кинематического баланса запишется в виде:
![]()
Формула настройки
|
Рис.17. Кинематическая схема автомата фасонно-продольного точения мод.110 |
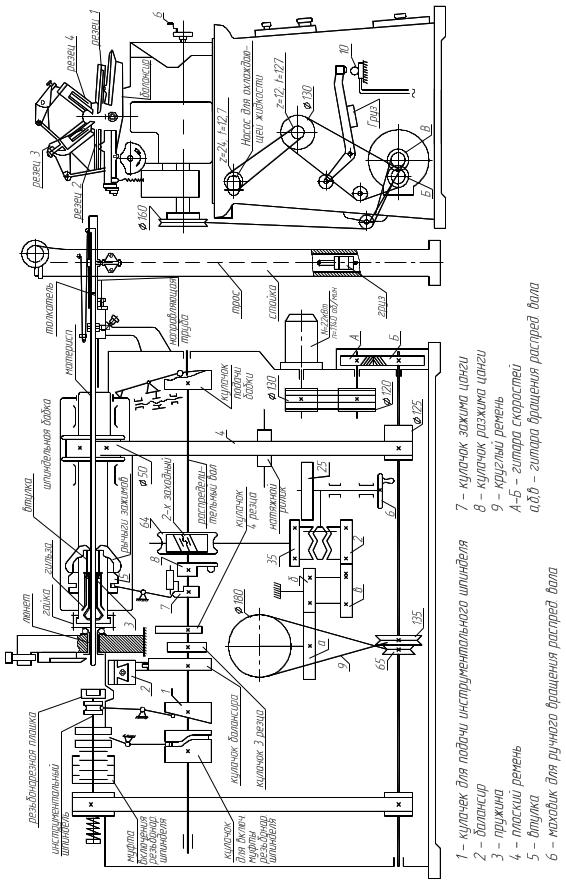
Цепь скорости вращения распределительного вала настраивается из условия
![]() ,
,
где Тц - время обработки одной детали.
Уравнение кинематического баланса запишется
![]()
При нарезании резьбы плашкой инструментальный шпиндель вращается в том же направлении, что и основной шпиндель и движение на него передается по цепи:
![]()