

Токарно-револьверный автомат мод.1136
Этот автомат относится к третьей группе и предназначен для обработки деталей из прутка диаметром до 36мм и длиной 90мм.
Кинематическая настройка автомата заключается в определении передаточного отношения гитары сменных зубчатых колес цепи главного движения (вращение шпинделя с заготовкой В1) и скорости вращения распределительного вала, обеспечивающего производительность автомата.
На рис.19 показана кинематическая схема токарно-револьверного автомата мод.1136, с которой сходны схемы автоматов меньших размеров моделей 1Д112, 1Д118, 1Б124.
Привод главного движения. Привод главного движения обеспечивает автоматическое регулирование скорости вращения шпинделя в соответствии с технологией обработки детали и обеспечивает две скорости прямого и две скорости обратного вращения, которые переключаются с помощью двухсторонних фрикционных муфт, одна находится в коробке скоростей, другая на шпинделе.
Настройка привода главного движения на необходимое число оборотов обеспечивается подбором зубчатых колес гитары из условия:
![]() ,
где
,
где
![]()
Кинематически
эта связь осуществляется от электродвигателя
мощностью N=3,7
кВт через
пару зубчатых колес
![]() гитару сменных зубчатых колес
гитару сменных зубчатых колес
![]() ,
а далее в зависимости от вариантов
включения муфт на шпиндель по одной из
кинематических цепей:
,
а далее в зависимости от вариантов
включения муфт на шпиндель по одной из
кинематических цепей:
1 вариант включения муфт:
Мк.ск.и
Мшп. - вправо. ![]()
2 вариант включения муфт:
Мк.ск.и
Мшп. - влево. ![]()
3 вариант включения муфт:
Мк.ск.
- вправо,
Мшп. - влево ![]()
4 вариант включения муфт:
Мк.ск.
- влево,
Мшп. - вправо ![]()
Цепь вращения вспомогательного вала. Вспомогательный вал вращается с постоянной скоростью и с его помощью обеспечивается управление механизмами автомата и получает движение от электродвигателя привода главного движения по цепи:
![]()
Цепь скорости вращения распределительного вала обеспечивает заданную производительность автомата и настраивается из условия
,
где Тц - время обработки одной детали.
Уравнение кинематического баланса запишется
![]()
Формула настройки имеет вид:
Цепь вращения кулачкового вала механизма подачи и зажима прутка.
![]()
|
Рис.19. Кинематическая схема токарного револьверного автомата мод.1136 |
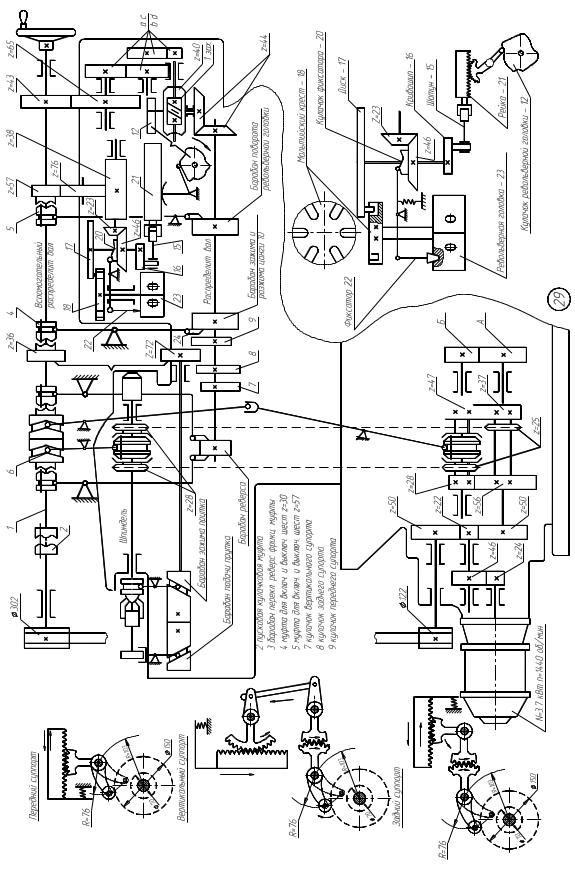
Цепь привода револьверной головки обеспечивает автоматическую смену позиций (инструмента) револьверной головки в процессе обработки детали.
![]()
Управление приводами поперечных суппортов осуществляется от кулачков, установленных на распределительном валу, с помощью рычажных механизмов показанных на рис.19.
Область применения и технологические возможности одношпиндельных токарных автоматов
Одношпиндельные токарные автоматы применения в массовом и крупносерийном производствах и предназначены для обработки деталей типа тел вращения с диаметром до 40 мм и длиной не более 100 мм.
На фасонно-отрезных автоматах обрабатывают несложные по форме детали из калиброванного прутка или бунта проволоки диаметром до 8 мм.
На
автоматах продольного точения производится
обработка тонких и длинных с
![]() деталей высокой точности: по диаметру
достигается 7-й, а по длине 8-й квалитеты.
На этих автоматах может быть достигнута
шероховатость 7…8 классов.
деталей высокой точности: по диаметру
достигается 7-й, а по длине 8-й квалитеты.
На этих автоматах может быть достигнута
шероховатость 7…8 классов.
Наибольшие размеры деталей, обрабатываемых на автоматах этого типа: d = 16 мм, l = 80 мм.
В качестве заготовок применяются холоднотянутый калиброванный (шлифованный) пруток высокой точности. Автоматы этого типа наиболее широко применяются в часовой, приборостроительной, оптической и электротехнической отраслях промышленности.
На токарно-револьверных автоматах обрабатываются детали более сложных форм и более крупные по размерам. Наибольшие размеры d = 40 мм, l = 100 мм. На этих автоматах обеспечивается точность размеров по 10…11 квалитетам. При состоянии станка, отвечающим нормам точности, достигается шероховатость 6…7 классов.