

2. Друга зірка
Система Тейлора дала прекрасний механізм управління якістю кожного конкретного виробу (деталь, складальна одиниця), проте виробництво — це процеси. І незабаром стало ясно, що управляти треба процесами.
В 1924 р. в БЕЛЛ Телефоун Леборетріз (нині корпорація AT&Т) була створена група під керівництвом д-р Р.Л. Джонса, яка заклала основи статистичного управління якістю. Це були розробки контрольних карт, виконані Вальтером Шухартом, перші поняття і таблиці вибіркового контролю якості, розроблені Х. Доджем і Х. Ромігом. Ці роботи послужили початком статистичних методів управління якістю, які згодом, завдяки д-р Е. Демінгу, отримали дуже широке розповсюдження в Японії і зробили вельми істотний вплив на економічну революцію в цій країні.
Системи якості ускладнилися, оскільки в них були включені служби, що використовують статистичні методи. Ускладнилися задачі в області якості, вирішувані конструкторами, технологами і робочими, тому що вони повинні були розуміти, що таке варіації і мінливість, а також знати, якими методами можна досягти їх зменшення. З'явилася спеціальність – інженер за якістю, який повинен аналізувати якість і дефекти виробів, будувати контрольні карти і т.п. В цілому акцент з інспекції і виявлення дефектів був перенесений на їх попередження шляхом виявлення причин дефектів і їх усунення на основі вивчення процесів і управління ними.
Складнішою стала мотивація праці, оскільки тепер ураховувалося, як точно набудований процес, як аналізуються ті або інші контрольні карти, карти регулювання і контролю.
До професійного навчання додалося навчання статистичним методам аналізу, регулювання і контролю.
Стали складнішими і відносини постачальник - споживач. В них велику роль почали грати стандартні таблиці на статистичний приймальний контроль.
3. Третя зірка
В 50-е роки була висунута концепція тотального (загального) управління якістю – TQC. [8]. Її автором був американський учений А. Фейгенбаум. Системи TQC розвивалися в Японії з великим акцентом на застосування статистичних методів і залучення персоналу в роботу кружків якості. Самі японці довгий час підкреслювали, що вони використовують підхід TQSC, де S - Statistical (статистичний).
На цьому етапі, позначеному третьою зіркою, з'явилися документовані системи якості, що встановлюють відповідальність і повноваження, а також взаємодія в області якості всього керівництва підприємства, а не тільки фахівців служб якості.
Системи мотивації стали зміщуватися у бік людського чинника. Матеріальне стимулювання зменшувалося, моральне збільшувалося.
Головними мотивами якісної праці сталі робота в колективі, приз 1000 нание досягнень колегами і керівництвом, турбота фірми про майбутнє працівника, його страхування і підтримка його сім'ї.
Все більша увага надається навчанню. В Японії і Кореї працівники вчаться в середньому від декількох тижнів до місяця, використовуючи у тому числі і самонавчання.
Звичайно, упровадження і розвиток концепції TQC в різних країнах світу здійснювалися нерівномірно. Явним лідером в цій справі стала Японія, хоча всі основні ідеї TQC були народжені в США і в Європі. В результаті американцям і європейцям довелося вчитися у японців. Проте це навчання супроводилося і нововведеннями.
В Європі стали надавати велику увагу документуванню систем забезпечення якості і їх реєстрації або сертифікації третьою (незалежній) стороною. Особливо слід зазначити британський стандарт BS 7750, що значно підняв інтерес європейців до проблеми забезпечення якості і сертифікації систем якості.
Системи взаємостосунків постачальник - споживач також починають передбачати сертифікацію продукції третьою стороною. При цьому більш серйозними стали вимоги до якості в контрактах, більш відповідальними гарантії їх виконання.
Слід помітити, що етап розвитку системного, комплексного управління якістю не пройшов мимо Радянського Союзу. Тут було народжено багато вітчизняних систем і одна з кращих – система КАНАРСПІ (якість, надійність, ресурс з перших виробів), що явно випередила свій час. Багато які принципи КАНАРСПІ актуальні і зараз. Автором системи був головний інженер Горьковського авіаційного заводу Т. Ф. Сейфі. Він одним з перших зрозумів роль інформації і знань в управлінні якістю, переніс акценти забезпечення якості з виробництва на проектування, велике значення надавав випробуванням. Справедливо вважати Т. Ф. Сейфі видатним фахівцем в області управління якістю, і його ім'я повинне стояти поряд із такими іменами, як А. Фейгенбаум, Г. Тагуті, Е. Шилінг, Х. Вадсвордт.
В 70-80 роки почався перехід від тотального управління якістю до тотального менеджменту якості (TQM). В цей час з'явилася серія нових міжнародних стандартів на системи якості:
стандарти ІСО 9000 (1987 р.), що зробили вельми істотний вплив на менеджмент і забезпечення якості:
- МС 9000 "Загальне керівництво якістю і стандарти по забезпеченню якості";
- МС 9001 "Системи якості. Модель для забезпечення якості при проектуванні и/или розробці, виробництві, монтажі і обслуговуванні";
- МС 9002 "Системи якості, Модель для забезпечення якості при виробництві і монтажі";
- МС 9003 "Системи якості. Модель для забезпечення якості при остаточному контролі і випробуваннях";
- МС 9004 "Загальне керівництво якістю і елементи системи якості. Керівні вказівки", а також термінологічний стандарт МС 8402.
В 1994 р. вийшла нова версія цих стандартів, яка розширила в основному стандарт МС 9004-1,2,3,4, більшу увагу надавши в ньому питанням забезпечення якості програмних продуктів, оброблюваним матеріалам, послугам.
Якщо TQC – це управління якістю з метою виконання встановлених вимог, тo TQM – этo ще і управління цілями і самими вимогами. В TQM включається також і забезпечення якості, яка потрактує як система заходів, забезпечуюча упевненість у споживача як продукції. Це ілюструє мал. 2.7.
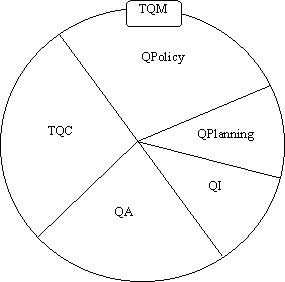
Рис. 2.7. Основні складові TQM
TQC – Загальне управління якістю; QA – Забезпечення якості; QPolicy – Політика якості; QPIanning – Планування якості; QI – Поліпшення якості.
Система ТQМ є комплексною системою, орієнтованою на постійне поліпшення якості, мінімізацію виробничих витрат і поставки точно в строк. Основна філософія ТQМ базується на принципі – поліпшенню немає межі. Стосовно якості діє цільова установка – прагнення до 0 дефектів, до витрат – 0 непродуктивних витрат, до поставок – точно в строк. При цьому усвідомлюється, що досягти цих меж неможливо, але до цього треба постійно ст 1000 ремиться і не зупинятися на досягнутих результатах. Ця філософія має спеціальний термін – "постійне поліпшення якості" (quality improvement).
В системі ТQМ використовуються адекватні цілям методи управління якістю. Однією з ключових особливостей системи є використовування колективних форм і методів пошуку, аналізу і рішення проблем, постійна участь в поліпшенні якості всього колективу.
В TQM істотно зростає роль людини і навчання персоналу.
Мотивація досягає стану, коли люди настільки зосереджені роботою, що відмовляються від частини відпустки, затримуються на роботі, продовжують працювати і удома. З'явився новий тип працівників – трудоголики.
Навчання стає тотальним і безперервним, супроводжуючим працівників протягом всієї їх трудової діяльності. Істотно змінюються форми навчання, стаючи все більш активними. Так, використовуються ділові ігри, спеціальні тести, комп'ютерні методи і т.п.
Навчання перетворюється і в частину мотивації. Бо добре навчена людина упевненіше відчуває себе в колективі, здатний на роль лідера, має переваги в кар'єрі. Розробляються і використовуються спеціальні прийоми розвитку творчих здібностей працівників.
У взаємостосунки постачальників і споживачів вельми грунтовно включилася сертифікація систем якості на відповідність стандартам ІСО 9000.
Головна цільова установка систем якості, побудованих на основі стандартів ІСО серії 9000, – забезпечення якості продукції, що вимагається замовником, і надання йому доказів в здатності підприємства зробити це. Відповідно механізм системи, вживані методи і засоби орієнтований на цю ціль. Разом з тим в стандартах ІСО серії 9000 цільова установка на економічну ефективність виразима вельми слабо, а на своєчасність поставок – просто відсутній.
Але не дивлячись на те, що система не вирішує всіх задач, необхідних для забезпечення конкурентоспроможності, популярність системи лавиноподібно росте, і сьогодні вона займає міцне місце в ринковому механізмі. Зовнішньою ж ознакою того, чи є на підприємстві система якість за стандартами ІСО серії 9000, є сертифікат на систему.
В результаті у багатьох випадках наявність у підприємства сертифіката на систему якості стала однією з основних умов його допуску до тендерів по участі в різних проектах. Широке застосування сертифікат на систему якості знайшов в страховій справі: оскільки сертифікат але Систему якості свідчить про надійність підприємства, то часто йому надаються пільгові умови страхування.
Про популярність стандартів ІСО серії 9000 свідчить загальна динаміка сертифікації систем якості на відповідність їх вимогам. Так, за даними фірми Мобіл, в 1993 р. в світі було сертифіковано близько 50 тис. систем якості. В 1995 р. їх число зросло до 100 тис. Можна припустити, що в даний час сертифікованих систем близько 150 тис.
Для успішної роботи підприємств на сучасному ринку наявність у них системи якості, відповідної стандартам ІСО серії 9000, і сертифіката на неї є може бути не зовсім достатньою, але необхідною умовою. Тому і в Росії вже є десятки підприємств, що упровадили стандарти ІСО серії 9000 і мають сертифікати на свої системи якості.
5. П'ята зірка
В 90-е роки посилився вплив суспільства на підприємства, а підприємства сталі все більше ураховувати інтереси суспільства. Це привело до появи стандартів ИС014000, що встановлюють вимоги до систем менеджменту з погляду захисту навколишнього середовища і безпеки продукції.
Сертифікація систем якості на відповідність стандартам ІСО 14000 стає не менше популярною, чим на відповідність стандартам ІСО 9000. Істотно зріс вплив гуманістичної складової якості. Посилюється увага керівників підприємств до задоволення потреб свого персоналу.
Так в автомобільній промисловості був зроблений свій важливий крок.
Велика трійка американських автомобільних компаній розробила в 1990 р. (1994 р. – друга редакція) стандарт OS-9000 "Требован ccd ия до систем якості". І хоча він базується на стандарті ІСО 9001, його вимоги посилені галузевими (автомобілебудівними), а також індивідуальними вимогами кожного з членів Великої трійки і ще п'яти найбільших виробників грузовиків.
Упровадження стандартів ІСО 14000 і OS-9000, а також методів самооцінки по моделях Європейської премії за якістю – це головне досягнення етапу, що характеризується п'ятою зіркою.
Висновки
Якість – одна з фундаментальних категорій, визначальних образ життя, соціальну і економічну основу для розвитку людини і суспільства.
Проблема якості не може бути вирішена без участі учених, інженерів, менеджерів.
Якість є важливим інструментом в боротьбі за ринки збуту.
Якість визначається дією багато яких випадкових, місцевих і суб'єктивних чинників. Для попередження впливу цих чинників на рівень якості необхідна система управління якістю.
В історії розвитку документованих систем якості виділено п'ять етапів: якість продукції як відповідність стандартам; якість продукції як відповідність стандартам і стабільність процесів; якість продукції, процесів, діяльності як відповідність ринковим вимогам; якість як задоволення вимог і потреб споживачів і службовців; якість як задоволення вимог і потреб суспільства, власників (акціонерів), споживачів і службовців.
Для якості як об'єкту менеджменту властиві всі складові частини менеджменту: планування, аналіз, контроль
Питання для повторення до 1 і 2 глав
1. Поясніть, чому проблема якості є чинником підвищення рівня життя, економічної, соціальної і екологічної безпеки.
2. Яку роль зіграли стандарти ІСО серії 9000 у виникненні менеджменту якості?
3. Чому не можна розглядати якість ізольовано з позицій виробника і споживача.
4. Іншому якість є комплексним поняттям, що відображає ефективність всіх сторін діяльності фірми.
5. Яке значення має підвищення якості?
6. Яка роль конкурсів в підвищенні якості?
7. Розкрійте взаємозв'язок загального менеджменту і менеджменту якості.
8. Дайте характеристику п'яти зірок якості.
РОЗДІЛ 3. МЕТОДОЛОГіЧНІ ОСНОВИі УПРАВЛІННЯ ЯКІСТЮ
3.1. Аспекті якості продукції
В сучасній теорії і практиці управління якістю виділяють наступні п'ять основних етапу:
1. Ухвалення рішень “що проводити?” і підготовка технічних умов. Наприклад. При випуску автомобіля тієї або іншої марки важливо вирішити: "для кого автомобіль" (для вузького круга вельми спроможних людей або для масового споживача).
2. Перевірка готовності виробництва і розподіл організаційної відповідальності.
3. Процес виготовлення продукції або надання послуг.
4. Усунення дефектів і забезпечення інформацією зворотного зв'язку в цілях внесення в процес виробництва і контролю змін, що дозволяють уникати виявлених дефектів в майбутньому.
5. Розробка довгострокових планів за якістю.
Здійснення перерахованих етапів неможливе без взаємодії всіх відділів, органів управління фірмою. Таку взаємодію називають єдиною системою управління якістю. Це забезпечує системний підхід до управління якістю
На першому етапі якість означає той ступінь, в якому товари або послуги фірми відповідають її внутрішнім технічним умовам. Цей аспект якості називають якістю відповідності технічним умовам.
На другому етапі оцінюється якість конструкції. Якість може відповідати технічним вимогам фірми на конструкцію виробу, проте, сама конструкція може бути як високого, так і низької якості.
На третьому етапі якість означає той ступінь, в якому робота або функціонування послуг (товарів) фірми задовольняє реальні потреби споживачів.
Система управління якістю продукції спирається на наступні взаємозв'язані категорії управління: об'єкт, цілі, чинники, суб'єкт, методи, функції, засоби, принцип, вигляд, тип критеріїв і ін.
Під управлінням якістю продукції розуміють постійний, планомірний, цілеспрямований процес дії на всіх рівнях на чинники і умови, що забезпечує створення продукції оптимальної якості і повноцінне її використовування [1, з. 28].
Система управління якістю продукції включає наступні функції:
1. Функції стратегічного, тактичного і оперативного управління. 1000
2.Функции ухвалення рішень, управляючих дій, аналізу і обліку, інформаційно-контрольні.
3. Функції спеціалізовані і загальні для всіх стадій життєвого циклу продукції.
4. Функції управління по науково-технічних, виробничих, економічних і соціальних чинниках і умовах.
Стратегічні функції включають:
- прогнозування і аналіз базових показників якості;
- визначення напрямів проектних і конструкторських робіт;
-аналіз досягнутих результатів якості виробництва;
- аналіз інформації про рекламації;
- аналіз інформації про споживацький попит.
Тактичні функції:
- управління сферою виробництва;
- підтримка на рівні заданих показників якості;
- взаємодія з керованими об'єктами і зовнішнім середовищем.
Система управління якістю продукції є сукупністю управлінських органів і об'єктів управління, заходів, методів і засобів, направлених на встановлення, забезпечення і підтримку високого рівня якості продукції.
В 1987 р. Міжнародною організацією по стандартизації (ІСО) за участю США, канади, ФРН були розроблені і затверджені п'ять міжнародних стандартів серії 9000 (по системах якості), в яких були встановлені вимоги до систем забезпечення якості продукції, у тому числі до розробки продукції, виготовленню, до організації контролю і випробувань продукції, до її експлуатації, зберігання і транспортування. Міжнародні стандарти ІСО 9000 по системах якості включають п'ять найменувань:
1. ІСО 9000 “Загальне керівництво якістю і стандарти по забезпеченню якості. Керівні вказівки по вибору і застосуванню”.
2. ІСО 9001 “Система якості. Модель для забезпечення якості при проектуванні і (або) розробці, виробництві, монтажі і обслуговуванні”.
3. ІСО 9002 “Система якості. Модель для забезпечення якості при виробництві і монтажі”.
4. ІСО 9003 “Система якості. Модель для забезпечення якості при остаточному контролі і випробуваннях”.
5. ІСО 9004 “Загальне керівництво якістю і елементи системи якості. Керівні вказівки”.
Система управління якістю продукції повинна задовольняти вимогам до:
9001 – вимоги до системи контролю і випробувань продукції, сертифікації надійності.
9002 – вимоги до системи організації виробництва.
9003 – вимоги до системи управління якістю від проектування до експлуатації.
Система управління якістю включає:
1. Задачі керівництва (політика в області якості, організація).
2. Система документації і планування.
3. Документація вимог і їх здійснимість.
4. Якість під час розробки (планування, компетентність, документація, перевірка, результат, зміни).
5. Якість під час закупівель (документація, контроль).
6. Позначення виробів і можливість їх контролю.
7. Якість під час виробництва (планування, інструкції, кваліфікація, контроль).
8. Перевірка якості (вхідні перевірки, міжопераційний контроль, остаточний контроль, документація випробувань).
9.Контроль за випробувальними засобами.
10. Коректуючі заходи.
11. Якість при зберіганні, переміщенні, упаковці, відправці.
12. Документування якості.
13.Внутрифирменный контроль за системою підтримки якості.
14. Навчання.
15. Застосування статистичних методів.
16. Аналіз якості і систем заходів, що вживаються.
Контрольовані показники якості встановлюються а залежність від специфіки продукції.
Приклад. Система показників якості.
Якість машин. Технічні (потужність, точність, питома витрата ресурсів, надійність і др).
Якість праці. Причини утворення браку.
Якість продукції. Виробничі, споживацькі, економічні.
Якість проекту. Число виправлень при реалізації.
Якість технології. Число порушень.
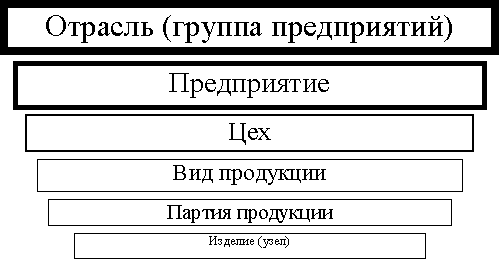
Рис. 3.1. Рівні якості
Політика в області якості може бути сформульована у вигляді принципу діяльності або довгострокової цілі і включати
поліпшення економічного стану підприємства;
розширення або завоювання нових ринків збуту;
досягнення технічного рівня продукції, що перевищує рівень провідних фірм;
орієнтацію на задоволення вимог споживачів певних галузей або певних регіонів;
освоєння виробів, функціональні можливості яких реалізуються на нових принципах;
поліпшення найважливіших показників якості продукції;
зниження рівня дефектності продукції, що виготовляється;
збільшення термінів гарантії на продукцію;
розвиток сервісу.
Відповідно до стандарту ІСО життєвий цикл продукції включає 11 етапів:
1. Маркетинг, пошук і вивчення ринку.
2. Проектування і розробка технічних вимог, розробка продукції.
3. Матеріально-технічне постачання.
4. Підготовка і розробка виробничих процесів.
5. Виробництво.
6. Контроль, проведення випробувань і обстежень.
7. Упаковка і зберігання.
8. Реалізація і розподіл продукції.
9. Монтаж і експлуатація.
10. Технічна допомога і обслуговування.
11.Утилизация після випробування.
Перераховані етапи представляються в літературі по менеджменту у вигляді “петлі якості” мал. 3.2 [9, з. 130].
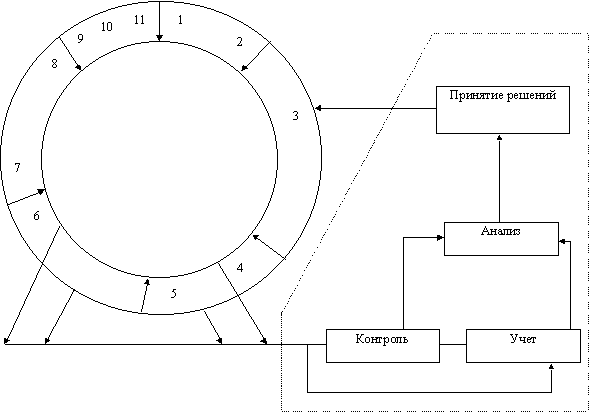
Рис. 3.2. Забезпечення якості
Таким чином, забезпечення якості продукции- це сукупність планованих і систематично проводяться заходів, що створюють необхідні умови для виконання кожного етапу петлі якості, щоб продукція задовольняла вимогам до якості.
Управління якістю включає ухвалення рішень, чому передує контроль, облік, аналіз.
Поліпшення якості – постійна діяльність, направлена на підвищення технічного рівня продукції, якості її виготовлення, вдосконалення елементів виробництва і системи якості.
На мал. 3.3 система управління якістю представлена в концентрованому вигляді. Тут перш за все виділена політика підприємства в області якості. власне система якості, що включає забезпечення, управління і поліпшення якості.
В сучасному менеджменті якості сформульовано десять основоположних умов:
1. Відношення до споживача як найважливішою складовою даного процесу.
2. Ухвалення керівництвом довгострокових зобов'язань по упровадженню системи управління фірмою.
3. Віра в то, що немає межі досконалості.
4. Упевненість в том, що запобігання проблем краще, ніж реагування на них, коли вони виникають.
5. Зацікавленість, провідна роль і безпосередню участь керівництва.
6. Стандарт роботи, що виражається у формулюванні “нуль помилок”.
7. Участь працівників фірми, як колективна, так і індивідуальна.
8. Надання основної уваги вдосконаленню процесів, а не людей.
9. Віра в то, що постачальники стануть Вашими партнерами, якщо будуть розуміти Ваші задачі.
10. Визнання заслуг.
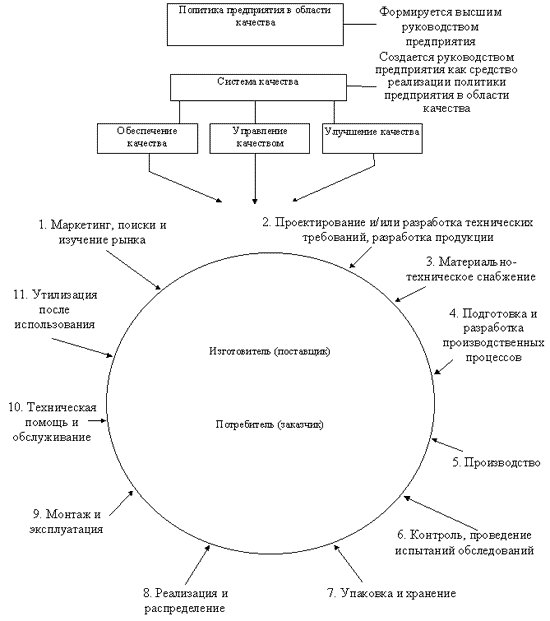
Рис. 3.3. Управління якістю продукції
З позиції споживача якість виробу – ступінь задоволення вимог споживача.
Споживач завтрашнього дня.
1. Визнає пріоритет за якістю, а ціна займає друге місце.
2. Пред'являє рекламацію кожного дефекту.
3. Вимагає постійного поліпшення якості.
4. Вимагає забезпечення якості в технологічному процесі і відмовляється від остаточного контролю.
5. Чутливий в своїх реакціях у разі зміни технологічного процесу.
6. Кооперує у разі забезпечення якості.
7. Є прихильником продукції, якщо якість забезпечена
Склад і взаємозв'язок основних вимог, що пред'являються до виробництва продукції в нормативній і технічній документації, представлений на мал. 3.4.
нормативної і технічної документації, представлені на мал. 3.4.
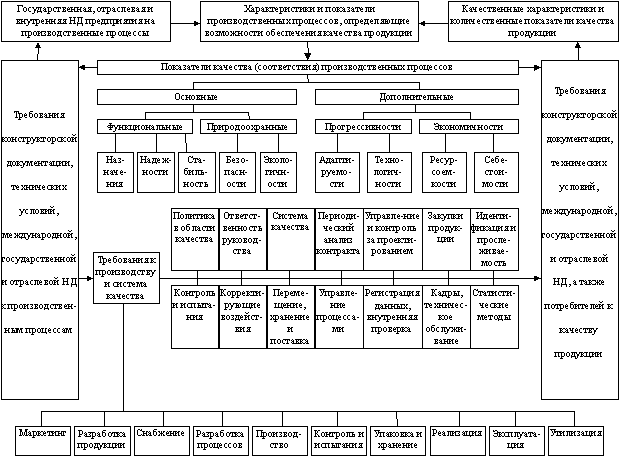
Рис. 3.4. Основні вимоги до процесу виробництва продукції в нормативній і технічній документації
Якнайкращих результатів в створенні і випуску конкурентоздатної продукції добиваються підприємства, що володіють вичерпними відомостями про стан і можливості виробничих процесів, а також своєчасно виробляючі управляючі дії по їх вдосконаленню.
На думку вітчизняних і зарубіжних фахівців, якість продукції закладається в конструкторській і технологічній документації, і та, і інша повинні відповідним чином оцінюватися.
1) Починати потрібно з освоєння виробництва товару, що користується попитом, тобто проводити те, що хтось купить, а якщо поліпшувати цей товар, то число його покупців буде рости, поліпшаться економічні показники підприємства і можна буде знайти кошт для реалізації наступних етапів рішення проблем якості.
Проте товар, що користується попитом, – це частіше всього нова продукція. Отже, починати треба з вивчення попиту на ринку і його обліку при створенні і освоєнні виробництва нових виробів
2) Потрібно мати ділерську, торгову сіть продажів, а також розповсюдження товару і інформації про нього. Немає цього – ніяка якість продукції не врятує підприємство. Так, наприклад, Ніжегородськая фабрика АТ "Хохломськая розпис" випускає продукцію найвищої якості, але, не маючи хорошої ділерської сіті, особливо за рубежем, вимушена продавати продукцію за цінами в 5-10 разів нижче, ніж її оцінюють зарубіжні експерти. В результаті підприємство терпить великі збитки і зазнає фінансові труднощі.
3) Потрібно мінімізувати витрати виробництва. З цією метою необхідно все перерахувати, переосмислити матеріально-технічну базу підприємства, відмовитися від всього зайвого, провести реструктуризацію. Не зробивши цього, починати боротьбу за якість не варто, оскільки підприємство може померти від іншої хвороби. Для підтвердження цього приклади не потрібні, майже кожне російське підприємство має величезні витрати. Вони настільки великі, що підприємства вимушені спотворювати звітність. В результаті майже неможливо правильно рахувати витрати на якість і, отже, управляти економікою якості.
4) Треба навчитися управляти фінансами, а це – мистецтво, причому непросте. Перш за все необхідно відладити контроль за фінансами. Безконтрольність – шлях до втрат фінансів, їх розкрадання і банкрутства підприємства. Головний чинник, сприяючий цьому, – відсутність у великих промислових підприємств їх реальних власників. На таких підприємствах власністю практично розпоряджаються вищі менеджери і тому багато що залежить від їх порядності і чесності. Проте далекоглядні менеджери зацікавлені в наладці фінансового контролю і працюють в цьому напрямі
3.2. Контроль якості
Контроль якості незалежно від досконалості вживаних для цього методик припускає перш за все відділення хороших виробів від поганих. Природно, що якість виробу не підвищується за рахунок вибраковування неякісних. Відзначимо, що на підприємствах електронної промисловості через мініатюрні розміри виробів часто брак виправити взагалі неможливо. Тому сучасні фірми сосредотачивают увага не на виявленні браку, а на його попередженні, на ретельному контролі виробничого процесу і здійснюють свою діяльність відповідно до концепції “регулювання якості”.
Велику роль в забезпеченні якості продукції грають статистичні методи.
Ціллю методів статистичного контролю є виключення випадкових змін якості продукції. Такі зміни викликаються конкретними причинами, які потрібно встановити і усунути. Статистичні методи контролю якості підрозділяються на:
статистичний приймальний контроль по альтернативній ознаці;
вибірковий приймальний контроль по варіюючих характеристиках якості;
стандарти статистичного приймального контролю;
система економічних планів;
плани безперервного вибіркового контролю;
методи статистичного регулювання технологічних процесів.
Багато хто з оцінок якості продукції витікають з самих особливостей збору інформації. Значення вибірки.
Приклад. На заводі контролюється партія виробів, серед яких є годні і непридатні. Частка браку в даній партії невідома. Проте вона не є невизначеною величиною у власному значенні цього слова. Якщо ніщо не заважає перевірити всі вироби в даній партії, то частку браку можна точно визначити. Якщо ж контролюючи узяту з партії вибірку, можливо зібрати лише неповну інформацію, має місце випадковість відбору, здатна спотворити істинну картину.
Виникає проблема, як оцінити по одній вибірці, узятій з сукупності, значення тієї або іншої характеристики цієї сукупності? Подібна проблема може виникати в самих різних ситуаціях.
Приклади:
1.Принимая за наслідками вибірки партію виробів, оцінюють частку браку w в даній партії виробів.
2. Є устаткування. Закон розподілу результатів роботи устаткування певною мірою визначає в даний момент здатність устаткування виконати дану роботу
Як правило, плани вибіркового приймального контролю проектують так, щоб була мала вірогідність помилково забракувати годну продукцію, або був малий “ризик виробника”. Більшість планів вибіркового контролю проектується так, щоб "ризик виробника" був
![]() =
0,05.
=
0,05.
Якщо при встановленому плані вибіркового контролю “рівень прийнятної якості” відповідає передбачуваній частці браку р в генеральній сукупності, то вважають, що вірогідність забракувати годну продукцію мало відрізняється від 0,05. Тому рівень прийнятної якості і відповідають способу плану вибіркового контролю. Важливо також, що план приймального вибіркового контролю складається з таким розрахунком, щоб вірогідність приймання продукції низької якості була мала, тобто був малий “ризик споживача”. Межа між хорошою і поганою продукцією називається допустимою часткою браку в партії. Розглянемо більш найбільш найбільш поширені методи статистичного контролю якості
3.3. Статистичний приймальний контроль по альтернативній ознаці
Основною характеристикою партії виробів по альтернативній ознаці є генеральна частка дефектних виробів.
![]() ,
,
де
D – число дефектних виробів в партії об'ємом N виробів.
В практиці статистичного контролю генеральна частка q невідома і її слід оцінити за наслідками контролю випадкової вибірки об'ємом n виробів, з яких m дефектних.
Під планом статистичного контролю розуміють систему правил, вказуючих методи відбору виробів для перевірки, і умови, при яких партію слід прим'яти, забракувати або продовжити контроль.
Розрізняють наступні види планів статистичного контролю партії продукції по альтернативній ознаці:
одноступінчаті
плани, згідно яким, якщо серед n випадково
відібраних виробів число дефектних m
виявиться
не
більше
приймального числа З
(m![]() C),
то партія приймається; інакше партія
бракується;
C),
то партія приймається; інакше партія
бракується;
двухступенчатые
плани, згідно яким, якщо серед n1 випадково
відібраних виробів число дефектних m1
виявиться
не
більше
приймального числа C1 (m1![]() C1),
то партія приймається; якщо m1
C1),
то партія приймається; якщо m1![]() 1,
де d1 – число бракування, то партія
бракується. Якщо ж C1
1,
де d1 – число бракування, то партія
бракується. Якщо ж C1![]() m1
d1,
то ухвалюється рішення про узяття
другої вибірки об'ємом n2. Тоді, якщо
сумарне число виробів в двох вибірках
(m1 + m2)
C2,
то партія приймається, інакше партія
бракується за даними двох вибірок;
m1
d1,
то ухвалюється рішення про узяття
другої вибірки об'ємом n2. Тоді, якщо
сумарне число виробів в двох вибірках
(m1 + m2)
C2,
то партія приймається, інакше партія
бракується за даними двох вибірок;
багатоступінчаті
плани є
логічним продовженням двухступенчатых.
Спочатку береться партія об'ємом n1 і
визначається число дефектних виробів
m1.Если m1
C1,
то партія приймається. Якщо C1
m1
d1(D1![]() C1+1),
то партія бракується. Якщо C1
m1
d1,
то ухвалюється рішення про узяття
другої вибірки об'ємом n2. Хай
серед n1 + n2 є
m2 дефектних. Тоді, якщо m2
с2,
де с2 – друге приймальне число, партія
приймається; якщо m2
C1+1),
то партія бракується. Якщо C1
m1
d1,
то ухвалюється рішення про узяття
другої вибірки об'ємом n2. Хай
серед n1 + n2 є
m2 дефектних. Тоді, якщо m2
с2,
де с2 – друге приймальне число, партія
приймається; якщо m2![]() d2
(d2
с2 + 1), то партія бракується. При с2
m2
d2
приймається рішення
про узяття
третьої вибірки. Подальший
контроль проводиться по аналогічній
схемі, за винятком останнього k-того
кроку. На k-м кроці, якщо серед
d2
(d2
с2 + 1), то партія бракується. При с2
m2
d2
приймається рішення
про узяття
третьої вибірки. Подальший
контроль проводиться по аналогічній
схемі, за винятком останнього k-того
кроку. На k-м кроці, якщо серед
![]() проконтрольованих
виробів вибірки виявилося
mk дефектних і mk
ck,
то партія приймається; якщо ж m k
ck,
то партія бр
1000 акуется.
В багатоступінчатих
планах число кроків k приймається, що
n1 =n2=...= nk;
проконтрольованих
виробів вибірки виявилося
mk дефектних і mk
ck,
то партія приймається; якщо ж m k
ck,
то партія бр
1000 акуется.
В багатоступінчатих
планах число кроків k приймається, що
n1 =n2=...= nk;
послідовний контроль, при якому рішення про контрольовану партію ухвалюється після оцінки якості вибірок, загальне число яких наперед не встановлено і визначається в процесі яка за наслідками попередніх вибірок.
Одноступінчаті плани простіше в значенні організації контролю на виробництві. Двухступенчатые, багатоступінчаті і послідовні плани контролю забезпечують при тому ж об'ємі вибірки велику точність ухвалюваних рішень, але вони складніші в організаційному плані.
Задача вибіркового приймального контролю фактично зводиться до статистичної перевірки гіпотези про те, що частка дефектних виробів q в партії рівна допустимій величині qo, тобто H0::q = q0.
Задача правильного вибору плану статистичного контролю полягає в тому, щоб зробити помилку першого і другого роду маловірогідними. Нагадаємо, що помилки першого роду пов'язані з можливістю помилково забракувати партію виробів; помилки другого роду пов'язані з можливістю помилково пропустити браковану партію
3.4. Стандарти статистичного приймального контролю
Стандарти на статистичний приймальний контроль забезпечують можливість об'єктивно порівнювати рівні якості партій однотипної продукції як в часі, так і по різних підприємствах.
Зупинимося на основних вимогах до стандартів по статистичному приймальному контролю.
Перш за все стандарт повинен містити достатньо велике число планів, що мають різні оперативні характеристики. Це важливо, оскільки дозволить вибирати плани контролю з урахуванням особливостей виробництва і вимог споживача до якості продукції. Бажано, щоб в стандарті були вказані різні типи планів: одноступінчаті, двухступенчатые, багатоступінчаті, плани послідовного контролю і т.д.
Основними елементами стандартів по приймальному контролю є:
1. Таблиці планів вибіркового контролю, вживані в умовах нормального ходу виробництва, а також планів для посиленого контролю в умовах розладнань і для полегшення контролю досягши високої якості.
2. Правила вибору планів з урахуванням особливостей контролю.
3.Правила переходу з нормального контролю на посилений або полегшений і зворотного переходу при нормальному ходу виробництва.
4.Методы обчислення подальших оцінок показників якості контрольованого процесу.
Залежно від гарантій, забезпечуваних планами приймального контролю, розрізняють наступні методи побудови планів:
встановлюють
значення ризику постачальника
![]() і
ризику споживача
і
ризику споживача
![]() і
висувають вимогу, щоб оперативна
характеристика P(q) пройшла приблизно
через дві крапки:
q0
і
qm
і
висувають вимогу, щоб оперативна
характеристика P(q) пройшла приблизно
через дві крапки:
q0
і
qm
![]() ,
де q0 і qm – відповідно прийнятний
і бракування рівні якості, Цей план
називають компромісним, оскільки
він забезпечує захист інтересів як
споживача, так і постачальника. При
малих значеннях
і
об'їм
вибірки повинен бути великим;
,
де q0 і qm – відповідно прийнятний
і бракування рівні якості, Цей план
називають компромісним, оскільки
він забезпечує захист інтересів як
споживача, так і постачальника. При
малих значеннях
і
об'їм
вибірки повинен бути великим;
вибирають одну крапку на кривій оперативної характеристики і приймають одне або декілька додаткових незалежних умов.
Перша система планів статистичного приймального контролю, що знайшла широке застосування в промисловості, була розроблена Доджем і Ролігом. Плани цієї системи передбачають суцільний контроль виробів із забракованих партій і заміну дефектних виробів 1000 годними.
Однією з основних інструментів в обширному арсеналі статистичних методів контролю якості є контрольні карти. Прийнято вважати, що ідея контрольної карти належить відомому американському статистику Уолтеру Л. Шухарту. Вона була виказана в 1924 р. і докладно описана в 1931 р. Спочатку вони використовувалися для реєстрації результатів вимірювань необхідних властивостей продукції. Вихід параметра за межі поля допуску свідчив про необхідність зупинки виробництва і проведення коректування процесу відповідно до знань фахівця, що управляє виробництвом.
Це давало інформацію про те, коли хто, на якому устаткуванні одержував брак у минулому.
Проте, в цьому випадку рішення про коректування ухвалювалося тоді, коли брак вже був отриманий. Тому важливо було знайти процедуру, яка б накопичувала інформацію не тільки для ретроспективного дослідження, але і для використовування при ухваленні рішень. Цю пропозицію опублікував американський статистик І. Пейдж в 1954 р. Карти, які використовуються при ухваленні рішень називаються кумулятивними.
Контрольна карта (мал. 3.5) складається з центральної лінії, двох контрольних меж (над і під центральною лінією) і значень характеристики (показника якості), нанесених на карту для представлення стану процесу.
В певні періоди часу відбирають (все підряд; вибірково; періодично з безперервного потоку і т. д.) n виготовлених виробів і виміряють контрольований параметр.
Результати вимірювань наносять на контрольну карту, і залежно від цього значення ухвалюють рішення про коректування процесу або про продовження процесу без коректувань.
Сигналом про можливу разналадке технологічного процесу можуть служити:
вихід крапки за контрольні межі (крапка 6); (процес вийшов з-під контролю);
розташування групи послідовних крапок біля однієї контрольної межі, але не вихід за неї (11, 12, 13, 14), що свідчить про порушення рівня настройки устаткування;
сильне розсіяння крапок (15, 16, 17, 18, 19, 20) на контрольній карті щодо середньої лінії, що свідчить про зниження точності технологічного процесу.
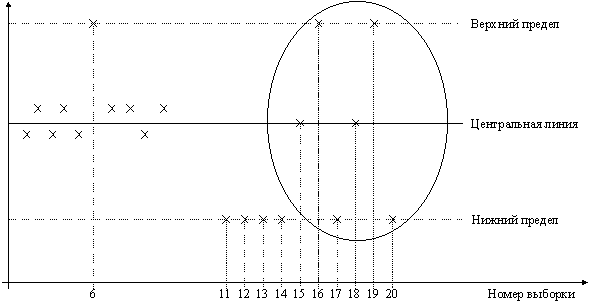
Рис. 3.5. Контрольна карта
За наявності сигналу про порушення виробничого процесу повинна бути виявлена і усунена причина порушення.
Таким чином, контрольні карти використовуються для виявлення певної причини, але не випадковій.
Під певною причиною слід розуміти існування чинників, які допускають вивчення. Зрозуміло, що таких чинників слід уникати.
Варіація ж, обумовлена випадковими причинами необхідна, вона неминуче зустрічається в будь-якому процесі, навіть якщо технологічна операція проводиться з використанням стандартних методів і сировини. Виключення випадкових причин варіації неможливе технічно або економічно недоцільно.
Часто при визначенні чинників, що впливають на який-небудь результативний показник, що характеризує якість використовують схеми 1000 Ісикава.
Вони були запропоновані професором Токійського університету Каору Ісикава в 1953 р. при аналізі різних думок інженерів. Інакше схему Ісикава називають діаграмою причин і результатів, діаграмою "риб'ячий скелет", деревом і т.д.
Вона складається з показника якості, що характеризує результат і показників чинників (мал. 3.6).
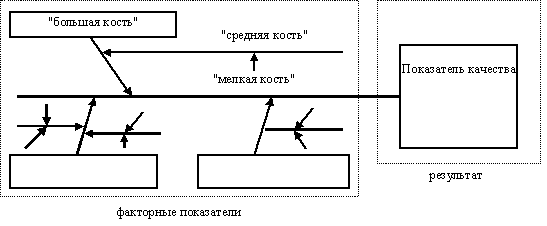
Рис. 3.6. Структура діаграми причин і результатів
Побудова діаграм включає наступні етапи:
вибір результативного показника, що характеризує якість виробу (процесу і т. д.);
вибір головних причин, що впливають на показник якості. Їх необхідно помістити в прямокутники ("великі кістки");
вибір повторних причин ("середні кістки"), що впливають на головні;
вибір (опис) причин третинного порядку ("дрібні кістки"), які впливають на повторні;
ранжирування чинників по їх значущості і виділення найбільш важливих.
Діаграми причин і результатів мають універсальне застосування. Так, вони широко застосовуються при виділенні найбільш значущих чинників, що впливають, наприклад, на продуктивність праці.
Наголошується, що число істотних дефектів трохи і викликаються вони, як правило, невеликою кількістю причин. Таким чином, з'ясувавши причини появи нечисленних істотно важливих дефектів, можна усунути майже всі втрати.
Ця проблема може розв'язуватися за допомогою діаграм Парето.
Розрізняють два види діаграм Парето:
1. За наслідками діяльності. Вони служать для виявлення головної проблеми і відображають небажані результати діяльності (дефекти, відмови і т. д.);
2. Із причин (чинникам). Вони відображають причини проблем, які виникають в ході виробництва.
Рекомендується будувати багато діаграм Парето, використовуючи різні способи класифікації як результатів, так і причин тим, що приводять до цих результатів. Кращій слід рахувати таку діаграму, яка виявляє нечисленні, істотно важливі чинники, що і є ціллю аналізу Парето.
Побудова діаграм Парето включає наступні етапи:
1. Вибір виду діаграми (за наслідками діяльності або із причин (чинникам).
2. Класифікація результатів (причин). Зрозуміло, що будь-яка класифікація має елемент умовності, проте, більшість спостережуваних одиниць якої-небудь сукупності не повинні потрапляти і рядок "інші".
3. Визначення методу і періоду збору даних.
4. Розробка контрольного листка для реєстрації даних з переліком видів збираної інформації. В ньому необхідно передбачити вільне місце для графічної реєстрації даних.
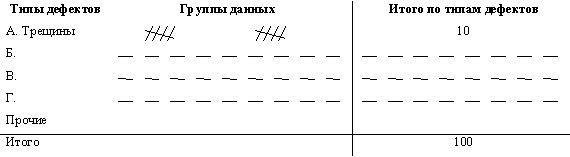
5. Ранжирування даних, отриманих по кожній ознаці, що перевіряється, у порядку значущості. Групу "інші" слід приводити в останньому рядку незалежно від того, наскільки великим вийшло число.
6. Побудова стовпчикової діаграми (мал. 3.7).
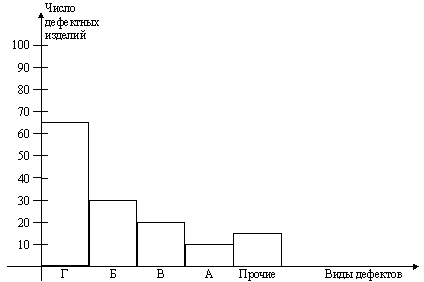
Рис 3.7. Зв'язок між видами дефектів і числом дефектних виробів
Значний інтерес представляє побудова діаграм ПАРЕТО в поєднанні з діаграмою причин і слідств.
Виявлення головних чинників, що впливають на якість продукції дозволяє пов'язати показники виробничої якості з яким-небудь показником, що характеризує споживацьку якість.
Для такої ув'язки можливо
Приклад
Наприклад, в результаті спеціально організованих спостережень за результатами носіння взуття і подальшої статистичної обробки отриманих даних, було встановлено, що термін служби взуття (у), залежить від двох змінних: густина матеріалу підошви в г/см3 (х1) і межі міцності зчеплення підошви з верхом взуття в кг/см2 (х2). Варіація цих чинників на 84,6% пояснює варіацію результативної ознаки (множинний коефіцієнт корекції R = 0,92), а рівняння регресії має вигляд:
у = 6,0 + 4,0 * х1 + 12 * х2
Таким чином, вже в процесі виробництва знаючи характеристики чинників х1 і х2 можна прогнозувати термін служби взуття. Поліпшуючи вищеназвані параметри, можна збільшити термін шкарпетки взуття. Виходячи з необхідного терміну служби взуття, можна вибирати технологічно допустимі і економічно оптимальні рівні ознак виробничої якості.
Найбільше практичне розповсюдження має характеристика якості процесу, що вивчається, шляхом оцінки якості результату цього процесу В цьому випадку мова про контроль якості виробів, деталей, одержуваних на тій або іншій операції. Найбільше розповсюдження мають несуцільні методи контролю, а найбільш ефективні ті з них, які базуються на теорії вибіркового методу спостереження.
Розглянемо приклад.
На електроламповому заводі цех проводить електролампи.
Для перевірки якостей ламп відбирають сукупність 25 штук і піддають випробуванню на спеціальному стенді (міняється напруга, стенд піддається вібрації і т. д.). Кожну годину знімають свідчення про тривалість горіння ламп. Отримані наступні результати:
6; 6; 4; 5; 7;
5; 6; 6; 7; 8;
5; 7; 7; 6; 4;
5; 6; 8; 7; 5;
7; 6; 5; 6; 6.
Перш за все необхідно побудувати ряд розподілу.
Тривалість горіння (х) |
частота (f) |
х*f |
|
|
В % до підсумку |
Накопичений відсоток |
|||||||||||||||||||||||||||||||
4 |
2 |
8 |
4 |
8 |
8 |
8 |
|||||||||||||||||||||||||||||||
5 |
6 |
30 |
6 |
6 |
24 |
32 |
|||||||||||||||||||||||||||||||
6 |
9 |
54 |
0 |
0 |
36 |
68 |
|||||||||||||||||||||||||||||||
7 |
6 |
42 |
6 |
6 |
24 |
92 |
|||||||||||||||||||||||||||||||
8 |
2 |
16 |
4 |
8 |
8 |
100 |
|||||||||||||||||||||||||||||||
|
25 |
150 |
20 |
28 |
100 |
– |
|||||||||||||||||||||||||||||||
Потім слід визначити
1) середню тривалість горіння ламп:
![]() годинника;
годинника;
2) Моду (варіант, який частіше всього зустрічається в статистичному ряді). Вона рівна 6;
3) Медіану (зачение, яке розташоване в середині виряджай. Це таке значення ряду, яке ділить його чисельність на дві рівні частини). Медіана рівна, також 6.
Побудуємо криву розподілу (полігон) (мал. 3.8).
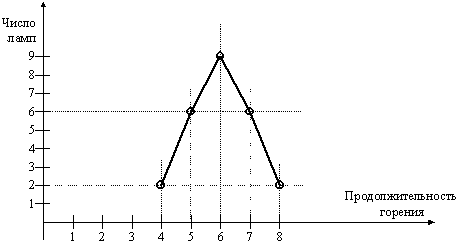
Рис. 1000 3.8. Розподіл ламп за тривалістю горіння
Визначимо розмах:
R = Хmax – Хmin = 4 години.
Він характеризує межі зміни варіюючої ознаки. Середнє абсолютне відхилення:
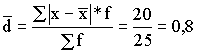 години.
години.
Це середня міра відхилення кожного значення ознаки від середньої.
Середнє квадратичне відхилення:
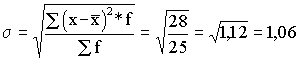 години.
години.
Розрахуємо коефіцієнти варіації:
1) по розмаху:
![]() ;
;
2) по середньому абсолютному відхиленню:
![]() ;
;
3) по середньому квадратичному відношенню:
![]() .
.
З погляду якості продукції, коефіцієнти варіації повинні бути мінімальними.
Оскільки завод цікавить не якість контрольних ламп, а всіх ламп, виникає питання про розрахунок середньої помилки вибірки:
![]() години
години
) і від числа від відібранихяка залежить від того, що коливається ознаки ( одиниць (n).
=
Гранична
помилка вибірки
![]() .t*
Довірче число t показує, що розбіжність
не перевищує кратну йому помилку вибірки.
З
вірогідністю
0,954 можна затверджувати,
що різниця між вибірковою і генеральною
не перевищить двох величин середньої
помилки вибірки, тобто в 954 випадках
помилка репрезентативності не вийде
за
2
.t*
Довірче число t показує, що розбіжність
не перевищує кратну йому помилку вибірки.
З
вірогідністю
0,954 можна затверджувати,
що різниця між вибірковою і генеральною
не перевищить двох величин середньої
помилки вибірки, тобто в 954 випадках
помилка репрезентативності не вийде
за
2
![]() ;
;
![]()
Таким чином, з вірогідністю 0,954 очікується, що середня тривалість горіння буде не менше ніж 5,6 години і не більше, чим 6,4 години. З погляду якості продукції необхідно прагнути зменшення цих відхилень.
Звичайно при статистичному контролі якості допустимий рівень якості, який визначається кількістю виробів, що пройшли контроль і мали якість нижче мінімально прийнятного, коливається від 0,5% до 1% виробів. Проте, для компаній, які прагнуть випускати продукцію тільки вищої якості цей рівень може бути недостатнім. Наприклад, "Toyota" прагне звести рівень браку до нуля, маючи на увазі, що хоча і випускаються мільйони автомобілів, але кожний покупець придбаває лише один з них. Тому разом із статистичними методами контролю якості на фірмі розроблені прості засоби контролю якості всіх деталей, що виготовляються (TQM). Статистичний контроль якості в першу чергу застосовується у відділеннях фірми, де продукція виготовляється партіями. Наприклад, в лоток високошвидкісного автоматичного процесу після обробки поступає 50 або 100 деталей, з яких контроль проходять тільки перша і остання. Якщо обидві деталі не мають дефектів, то всі деталі вважаються хорошими. Проте, якщо остання деталь виявиться бракованою, то буде знайдена і перша дефектна деталь в партії, а весь брак буде вилучений. Для того, щоб жодна партія не уникнула контролю, прес автоматично відключається після обробки чергової партії заготівок. Застосування вибіркового статистичного контролю має ефект всеосяжного тоді, коли кожна виробнича операція виконується стабільно завдяки ретельній відладці устаткування, використовуванню якісної сировини і т.д.
3.6. Значення стандартизації
Вище відзначено, що в сучасних умовах управління якістю багато в чому базується на стандартизації. Стандартизація є нормативним способом управління. Її дія на об'єкт здійснюється шляхом встановлення норм і правив, оформлених у вигляді нормативного документа і мають юридичну силу.
Стандарт – це нормативно-технічний документ, що встановлює основні вимоги до якості продукції. < 1000 /B>
Важлива роль в управлінні якістю належить технічним умовам (ТУ).
Технічні умови – це нормативно-технічний документ, що встановлює додаткові до державних стандартів, а при їх відсутності самостійні вимоги до якісних показників продукції, а також прирівнювані до цього документа технічний опис, рецептура, зразок-еталон. Вимоги, передбачені в технічними умовами, не можуть бути нижчими, ніж в державних стандартах.
Система управління якістю продукції базується на комплексній стандартизації.
Стандарти визначають порядок і методи планування підвищення якості продукції на всіх етапах життєвого циклу, встановлюють вимоги до засобів і методів контролю і оцінки якості продукції. Управління якістю продукції здійснюється на основі: державних, міжнародних, галузевих стандартів і стандартів підприємств.
Державна стандартизація виступає засобом захисту інтересів суспільства і конкретних споживачів і розповсюджується на всі рівні управління.
ІСО серії 9000 гарантують споживачу право більш активно впливати на якість продукції; забезпечують законодавчу базу, що передбачає активну роль споживача в процесі виготовлення якісної продукції.
ІСО 9000 використовуються для визначення відмінностей і взаємозв'язків між основними поняттями в області якості і як представлення керівних положень по вибору і застосуванню стандартів ІСО на системи якості, які служать для внутрішнього користування на фірмі при рішенні задач управління якістю ( ІСО 9004).
В Державні стандарти України включені наступні положення:
вимоги до якості продукції, робіт, послуг, забезпечуючі безпеку для життя, здоров'я і майна, охорону навколишнього середовища, обов'язкові вимоги техніки безпеки і виробничої санітарії;
вимоги сумісності і взаємозамінності продукції;
методи контролю вимог до якості продукції, робіт і послуг, що забезпечують їх безпеку для життя, здоров'я людей і майна, охорону навколишнього середовища, сумісність і взаємозамінність продукції;
основні споживацькі і експлуатаційні властивості продукції, вимоги до упаковки, маркіровки, транспортування і зберігання, утилізації;
положення, що забезпечують технічну єдність при розробці, виробництві, експлуатації продукції і наданні послуг, правила забезпечення якості продукції, збереження і раціональне використовування всіх видів ресурсів, терміни, визначення і позначення і інші загальнотехнічні правила і норми.
Для будь-якої фірми важливо дотримувати встановлені стандарти і підтримувати на відповідному рівні систему якості.
Висновки
До управління якістю необхідний системний підхід.
Система управління якістю пр f84 едставляет собою сукупність управлінських органів і об'єктів управління, заходів, методів і засобів, направлених на встановлення, забезпечення і підтримку високого рівня якості продукції.
Система управління якістю повинна задовольняти стандартам ІСО 9000.
Контроль якості припускає виявлення бракованих виробів.
Велику роль в контролі якості грають статистичні методи, застосування яких потрібне в стандартах ІСО 9000 при оцінці систем менеджменту якості.
В контролі якості з успіхом застосовуються контрольні карти. Контрольна карта складається з центральної лінії, двох контрольних меж (над і під центральною лінією) і значень характеристики (показника якості), нанесених на карту для представлення стану процесу. Контрольні карти служать для виявлення певної причини (не випадковій).
Схема Ісикава (діаграма причин і результатів) складається з показника якості, що характеризує результат і показників чинників.
Діаграми Парето служать для виявлення нечисленних, істотно важливих дефектів і причин їх виникнення.
Питання для повторення
Перерахуйте основні статистичні методи контролю якості.
Для яких цілей використовуються контрольні карти Шухарта?
Для яких цілей застосовуються діаграми причин і результатів (схеми Ісикава)?
Які етапи включає побудова діаграм парето?
Як пов'язати показники споживацької і виробничої якості?
Назвіть п'ять основних етапів управління якістю.
Які функції включає система управління якістю?
Яким вимогам повинна задовольняти система управління якістю?
Які цілі політики в області якості.
З яких етапів полягає життєвий цикл продукції?
Що є ціллю статистичних методів контролю?
Назвіть характеристику партії виробів при контролі по альтернативній ознаці.
Які задачі вирішує статистичний приймальний контроль по альтернативній ознаці?
Розкажіть про стандарти статистичного приймального контролю.
Що розуміється під системою економічних планів і який їх значення?
Для чого застосовуються плани безперервного вибіркового контролю?
Яку роль грають контрольні карти в системі методів управління якістю?
Для яких цілей використовуються контрольні карти У.А. Шухарта?
Для яких цілей застосовуються діаграми причин і результатів схеми Ісикава)?
З яких етапів полягає побудова діаграм Парето?
Яка роль стандартизації в управлінні якістю?
РОЗДІЛ 4. ВиБіРкковий КОНТРОЛЬ ПРИ дослідженні НАДійності
4.1. Основні поняття в області технічногоо забезпечення надійності.
Надійність є поняттям зв'язаним перш за все з технікою. Його можна потрактувати як “безвідмовність”, “здатність виконувати певну задачу” або як "вірогідність виконання певної функції або функцій протягом певного часу і в певних умовах".
Як технічне поняття “надійність” є вірогідністю (в математичному значенні) задовільного виконання певної функції. Оскільки надійність є вірогідністю, для її оцінки застосовуються статистичні характеристики.
Результати вимірювання надійності доповіли включати дані про об'єм вибірок, про довірчі межі, про процедури вибіркового дослідження і ін.
Основними поняттями, пов'язаними з надійністю є:
1. Справність – стан виробу, при якому воно в даний момент часу відповідає всім вимогам, встановленим як відносно основних параметрів, що характеризують нормальне виконання заданих функцій, так і відносно другорядних параметрів, що характеризують зручності експлуатації, зовнішній вигляд і т.п.
2. Несправність – стан виробу, при якому воно в даний момент часу не відповідає хоча б одній з вимог, що характеризують нормальне виконання заданих функцій.
3. Працездатність – стан виробу, при якому, при якому воно в даний момент часу відповідає всім вимогам, встановленим відносно основних параметрів, що характеризують нормальне виконання заданих функцій.
4. Відмова – подія, що полягає в повній або частковій втраті виробом його працездатності.
5. Повна відмова – відмова, до усунення якого використовування виробу за призначенням стає неможливим.
6. Часткова відмова – відмова до усунення якого залишається можливість часткового використовування виробу.
7. Безвідмовність – властивість виробу безперервно зберігати працездатність протягом деякого інтервалу часу.
8. Довговічність – властивість виробу зберігати працездатність (з можливими перервами для технічного обслуговування і ремонту) до руйнування або іншого граничного стану. Граничний стан може встановлюватися по змінах параметрів, п 1000 про умовам безпеки і т.п.
9. Ремонтопрігодность – властивість виробу, що виражається в його пристосованості до проведення операцій технічного обслуговування і ремонту, тобто до попередження, виявлення і усунення несправностей і відмов.
10. Надійність (в широкому значенні) – властивість виробу, обумовлена безвідмовністю, довговічністю і ремонтопригодностью самого виробу і його частин і забезпечуюче збереження експлуатаційних показників виробу в заданих умовах.
11. Відновлюваність – властивість виробу відновлювати початкові значення параметрів в результаті усунення відмов і несправностей, а також відновлювати технічний ресурс в результаті проведення ремонтів.
12. Сохраняємость – властивість виробу зберігати справність і надійність в певних умовах і транспортування.
У зв'язку з високими темпами сучасного науково-технічного прогресу важливо вибрати оптимальний момент для переходу від наукових досліджень і підготовчих робіт до виробництва продукції. В умовах конкуренції вдало вибраний час запуску у виробництво є важливим чинником, діючим в двох напрямах: “дуже ранній” запуск у виробництво може привести до таких же негативних результату, як і “дуже пізній”.
Причинами виготовлення ненадійної продукції можуть бути:
відсутність регулярної перевірки відповідності стандартам;
помилки в застосуванні матеріалів і неправильний контроль матеріалів в ході виробництва;
неправильний облік і звітність по контролю, включаючи інформацію про удосконалення технології;
не відповідаючі стандартам схеми вибіркового контролю;
відсутність випробувань матеріалів на їх відповідність;
невиконання стандартів по приймальних випробуваннях;
відсутність інструктивних матеріалів і вказівок по проведенню контролю;
нерегулярне використовування звітів по контролю для удосконалення технологічного процесу.
Математичні моделі, вживані для кількісних оцінок надійності, залежать від “типу” надійності. Сучасна теорія виділяє три типи надійності:
1. “Надійність миттєвої дії”, наприклад, плавких запобіжників.
2. Надійність при нормальній експлуатаційній довговічності. Наприклад, обчислювальної техніки. В дослідженнях нормальної експлуатаційної надійності як одиниці вимірювання використовують “середній час між відмовами”. Діапазон, що рекомендується в практиці, від 100 до 2000 годин.
3. Надзвичайно тривала експлуатаційна надійність. Наприклад, космічні кораблі. Якщо вимоги до терміну служби понад 10 років, їх відносять до надзвичайно тривалої експлуатаційної надійності
При нормальній експлуатаційній надійності технічний прогноз надійності може бути теоретичним, експериментальним і емпіричним. При теоретичних засобах випробування розробляю схему даної операції і перевіряють відповідність схеми за допомогою математичної моделі. Якщо схема не відповідає операції, вносяться уточнення до тих пір, поки відповідність не буде досягнута. Це так зване наукове дослідження.
Емпіричний підхід полягає у виконанні необхідних вимірювань відносно продукції, що фактично випускається, і висновках про надійність.
Експериментальний підхід займає проміжне положення між теоретичним і емпіричним. При експериментальному підході використовують і теорію і вимірювання. При цьому широко застосовують методи математичного моделювання процес 1000 сов, створюючи на цій основі експериментальні дані. Після цього інформація піддається статистичному аналізу з приміненням сучасних засобів обчислювальної техніки, що забезпечує надійність і достовірність висновків
Будь-якому виду випробування передує план експерименту.
Оскільки надійність є характеристикою вірогідності, кількісні оцінки використовуються для оцінки “середньої надійності”, розрахованої на основі вибірок зі всієї сукупності, а також для прогнозу майбутньої надійності. Надійність досліджується за допомогою статистичних методів і піддається уточненню з їх допомогою.
Слід зазначити, що тривалість служби не є єдиним показником експлуатаційних властивостей.
У ряді випадків надійність можна характеризувати іншими показниками (кілометраж пробігу, тривалість активного використовування і ін.) тривалість служби виробів залежить як від умов виготовлення, так і умов експлуатації.
Надійність багато яких виробів може бути виявлена в умовах їх споживання. Науково обгрунтована система спостереження за експлуатацією виробів дозволяє виявити дефекти, обумовлені порушеннями технологічного процесу у виробника.
Виробник повинен:
застосовувати статистичний контроль якості;
перевіряти через певні інтервали стан керованості процесів;
прагнути підвищення якості і надійності устаткування, що випускається;
забезпечити правильне розуміння вимог замовника і задоволення їх.
Аналіз різних визначень надійності, що є в літературі, приводить до узагальненого висновку,что під надійністю розуміють безвідмовну роботу виробів за регламентованих умов експлуатації протягом певного періоду часу.
4.2. Показники надійності
Найбільше
розповсюдження
в дослідженнях надійності отримав
показник - інтенсивність відмов. Він
позначається![]() (лямбда):
(лямбда):
 ,
,
де
n – число вибулих з ладу виробів;
N – загальне число виробів;
![]() –
середній
час випробувань.
–
середній
час випробувань.
Середній час випробувань визначається по формулі:
![]() ,
,
де
ni – число виробів у випробувальній групі;
ti – тривалість випробувань даної групи.
Якщо кількість виробів, вибулих з ладу перевищує 5-10%, то в розрахунок вводиться коректива:
![]() ,
,
де
![]() –
кількість
виробів, що відмовили, в даній групі;
–
кількість
виробів, що відмовили, в даній групі;
![]() –
кількість
відмов за одне і теж
час випробувань;
–
кількість
відмов за одне і теж
час випробувань;
![]() –
тривалість
випробувань для висновку
виробу з
ладу.
–
тривалість
випробувань для висновку
виробу з
ладу.
Для розрахунку середньої інтенсивності відмов важливо вибрати правильний інтервал часу, оскільки звичайно густина відмов міняється в часі.
Приклад.
При випробуванні деякої деталі електронної
апаратури
![]() може
визначатися через 1000-2000 годин. Проводиться
випробування 4 груп по 250 виробів протягом
2000 годин.
може
визначатися через 1000-2000 годин. Проводиться
випробування 4 груп по 250 виробів протягом
2000 годин.
Результати випробувань наступні:
№ рядків |
Вийшло з ладу через |
Всього вийшло з ладу |
||||||||||||
|
500 година. |
1000 година. |
1500 година. |
|
||||||||||
1 |
3 |
2 |
2 |
7 |
||||||||||
2 |
3 |
2 |
- |
5 |
||||||||||
3 |
3 |
- |
1 |
4 |
||||||||||
4 2 2 - 4 |
||||||||||||||
Розрахуємо :
![]() годинника.
годинника.
Всього за час випробувань вийшло з ладу 20 виробів (7+5+4+4)
Тоді
![]() на
1000 годин.
на
1000 годин.
Деталі і вузли можуть виходити з ладу через дефекти виробництва і із інших причин.
При постійному рівні частоти відмов за одиницю часу розподіл вірогідності проміжків безвідмовної роботи виражається показовим законом розподілу експлуатаційної довговічності.
4.3. Вибірковий контроль
На практиці складання вибірок для випробування надійності проводять відповідно до плану, який спочатку ( а потім кожного разу, коли виріб, що потрапив у вибірку, характеризується зниженим середнім часом безвідмовної роботи) передбачає 10%-ный ризик споживача при рівні прийнятної якості, відповідному 10% одиниць, з надійністю нижче за норму. Відзначимо деяку відмінність між статистичним контролем якості і вибірковими перевірками у зв'язку з технічним забезпеченням надійності. В останньому випадку окрім питань показності вибірки виникає питання про необхідний час випробувань.
Природно, стовідсоткове випробувань партій до повного зносу зразків неможливо. Тому схеми вибіркового контролю, вживані при вивченні надійності, передбачають поточну вибіркову перевірку продукції, що випускається, з ослабленим режимом контролю до тих пір, поки не буде знайдена продукція з характеристиками нижче за норму. Іншими словами, ослаблена процедура контролю продовжується до тих пір, поки у вибірці не з'явиться дефектний екземпляр. При виявленні одиниці продукції, що випускається, із зниженою проти норми характеристикою відновлюється нормальний режим контролю, який може перейти в режим посиленого контролю залежно від кількості браку, виявленого у вибірці. Як правило, подібні плани вибіркового контролю розробляються з урахуванням заданого середнього часу безвідмовної роботи і розмірів щомісячного випуску продукції.
При дослідженні надійності для вирішення питання про приймання або забраковывании партію нерідко використовують метод послідовного аналізу. Перш за все, виявляють, що середній час безвідмовної роботи за заданих умов знаходиться на рівні встановленого мінімуму або перевищує його. Такі випробування плануються після того, як призначені до випробування зразки і випробувальна апаратура пройшли належну перевірку. Випробування припиняються, як тільки ухвалюється рішення про приймання. Але вони не припиняються, якщо ухвалено рішення забракувати партію. В останньому випадку вони продовжуються відповідно до точно певного плану статистичного контролю.
Під відмовою розуміють появу перших ознак неправильної роботи або неполадки в роботі апаратури. Кожна відмова характеризується певним часом його виникнення.
Результати дослідження надійності мають значення при сертифікації продукції і систем якості.
Висновки
Надійність є поняттям, пов'язаним з технікою. Як технічне поняття надійність є вірогідністю задовільного виконання певної функції. Звіти про вимірювання надійності повинні включати дані про об'єм вибірок, про довірчі інтервали, про процедури вибіркового контролю. При обробці фактичних даних про частоту откахзов за час роботи устаткування використовується показник, зворотний частості відмов “ середній час між відмовами”. Дослідження надійності є об'єктом статистичних методів, допускає їх застосуванні і піддається уточненню з їх допомогою. При проведенні вибіркового контролю надійності разом з питанням про представництво вибірки розв'язується питання про необхідний час випробувань.
Питання для повторення
1. Дайте визначення надійності.
2. Чому поняття надійності пов'язано з технікою?
3. Який показник застосовується при обробці даних про відмови?
4. Назвіть типи надійності і дайте їх характеристику.
5. В чому полягає особливість вибіркового контролю при дослідженні надійності?
РОЗДІЛ 5. СЕРТИФіКАЦіЯ ПРОДУКЦії і СИСТЕМ якості
5.1. Поняття сертифікації продукції
Міжнародний досвід свідчить про те, що необхідним інструментом гарантуючим відповідність якості продукції вимогам нормативно-технічної документації НТД є сертифікація. Сертифікат від лат. certim – вірно, facere – робити.
Сертифікація в загальноприйнятій міжнародній термінології визначається як встановлення відповідності. Національні законодавчі акти різних країн конкретизують: відповідність чому встановлюється, і хто встановлює цю відповідність.
Сертифікація – це документальне підтвердження відповідності продукції певним вимогам, конкретним стандартам або технічним умовам.
Сертифікація продукції є комплексом заходів (дій),проводимых з метою підтвердження за допомогою сертифіката відповідності (документа), що продукція відповідає певним стандартам або іншим НТД.
Сертифікація є дуже ефективним засобом розвитку торговельно-економічних зв'язків країни, просування продукції підприємства на зовнішній і внутрішній ринок збуту, а також закріплення на них на достатньо тривалий період часу. Саме все це зумовило широке розповсюдження сертифікації.
Сертифікація з'явилася у зв'язку з необхідністю захистити внутрішній ринок від продукції, непридатної до використовування. Питання безпеки, захисту здоров'я і навколишнього середовища примушують законодавчу владу, з одного боку, встановлювати відповідальність постачальника (виробника, продавця і так далі) за введення в обіг недоброякісної продукції; з другого боку – встановлювати обов'язкові до виконання мінімальні вимоги, що стосуються характеристик продукції, що вводиться в обіг. До перших відносяться такі законодавчі акти, як наприклад закон про відповідальність за продукцію, прийнятий в країнах Європейського Співтовариства. Закони, що встановлюють мінімальні вимоги по характеристиках, можуть відноситися в цілому до групи продукції або до окремих її параметрів. Прикладом таких законів можуть стати закон про іграшки, закон про електромагнітну сумісність і так далі.
Таким чином, встановлюється обмеження на введення в обіг продукції, яка в цілому або по яких-небудь окремих параметрах підпадає під дію законодавчих актів. При цьому говорять, що продукція потрапляє в законодавчо регульовану область. Якщо характеристики продукції в цілому і частково не підпадають під дію національних законів, то така продукція може вільно переміщатися в межах відповідного ринку, і при цьому говорять, що продукція потрапляє в область, законодавчо не регульовану
Для введення в обіг продукції, яка потрапляє в законодавчо регульовану область, потрібне офіційне підтвердження того, що вона відповідає всім пред'явленим законодавством вимогам. Однією з форм такого підтвердження є сертифікація продукції, що проводиться незалежною третьою стороною (перша – виготівник, друга – споживач).
У разі отримання позитивного результату, в процесі сертифікації видається документ, званий "сертифікат відповідності", підтверджуючий відповідність продукції всім мінімальним вимогам, встановленим національним 1000 законодавством. Даний документ є пропуском на ринок в законодавчо регульованій області.
Продукція в законодавчо не регульованій області може безперешкодно переміщатися усередині ринку, і при цьому, до неї офіційно не пред'явлені вимоги по встановленню відповідності. Проте, в контрактній ситуації, споживач може зажадати у постачальника доказ відповідності продукції певним вимогам, наприклад, відповідності конкретному стандарту або групі стандартів, відповідності специфічним вимогам, пред'явленим самим споживачем (і у тому числі – відповідності умовам контракту). В цьому випадку, сертифікація третьою стороною також може виступати, як підтвердження виконання умов, що буде зафіксовано в сертифікаті відповідності конкретним, встановленим споживачем вимогам.
Постачальник в законодавчо не регульованій області може проводити сертифікацію своєї продукції незалежною третьою стороною і за власною ініціативою. При цьому він запрошує підтвердження відповідності своєї продукції характеристикам, вибраним на свій розсуд. Постачальник може запитати встановлення відповідності своєї продукції певним стандартам, певним технічним параметрам, змісту паспорта або рекламного матеріалу на виріб і т.д. Оскільки процедура сертифікації вельми дорога, то вона може спричинити за собою або зниження прибутку постачальника, або збільшення вартості продукції, що у свою чергу може понизити її конкурентоспроможність на ринку. Тому постачальник повинен виразно представляти механізм витягання вигоди з процедури сертифікації, наприклад, за допомогою проведення рекламної компанії із залученням висновку незалежної третьої сторони.
В керівництві ІСО визначено вісім схем сертифікації третьою стороною:
1. Випробування зразка продукції.
2. Випробування зразка продукції з подальшим контролем на основі нагляду за заводськими зразками, закуповуваними на відкритому ринку.
3. Випробування зразка продукції з подальшим контролем на основі нагляду за заводськими зразками.
4. Випробування зразка продукції з подальшим контролем на основі нагляду за зразками, придбаними на відкритому ринку і отриманими із заводу.
5. Випробування зразка продукції і оцінка заводського управління якістю з подальшим контролем на основі нагляду за заводським управлінням якості і випробувань зразків, отриманих із заводу і відкритого ринку.
6. Тільки оцінка заводського управління якістю.
7. Перевірка партій виробів.
8. 100%-ный контроль.
В процесі діяльності по сертифікації продукції, постачальник може зіткнутися з двома суб'єктами цього процесу (мал. 5.1).
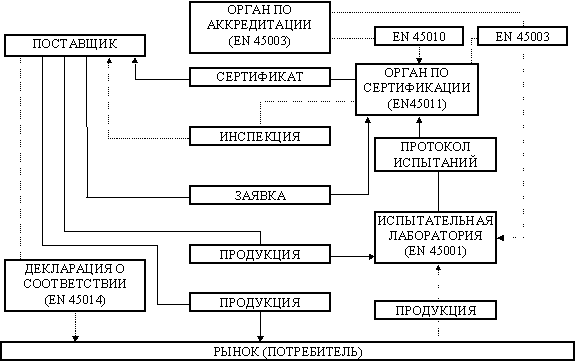
Рис. 5.1. Взаємостосунки суб'єктів сертифікації
Згідно класичній схемі, випробування зразків продукції здійснюють випробувальні лабораторії. Результати випробувань, оформлені у вигляді протоколу, передаються тим або іншим способом до органу по сертифікації. При цьому випробувальна лабораторія не має права ні тлумачити, ні розголошувати отримані дані. Орган по сертифікації порівнює результати випробувань з вимогами законодавства (якщо продукція потрапляє в регульовану законодавством область) або з іншими представленими постачальником характеристиками, нормативами, документами і т.д. У випадку, якщо продукція відповідає вказаним встановленим вимогам, орган по сертифікації видає постачальнику сертифікат відповідності.
Залежно від вибраної схеми, взаємостосунки суб'єктів сертифікації можуть не закінчитися на етапі видачі сертифіката. Орган по сертифікації може сам, або доручивши це контролюючому органу, здійснювати поточний нагляд за виробництвом постачальника і характеристиками продукції, і у разі отримання негативних результатів анулювати виданий сертифікат відповідності.
Сертифікація – важливий чинник забезпечення довір'я при взаємних поставках продукції, а також рішення таких крупних соціальних задач, як гарантія безпеки споживаної (що використовується) продукції, охорона здоровь 1000 я і майна громадян, захист навколишнього середовища. Розвиток сертифікації в загальному економічному просторі різних держав має на увазі взаємне визнання результатів сертифікації продукції, яке може бути засноване на гармонізації законодавчої бази, використовуванні єдиних стандартів і взаємно визнаних механізмів встановлення відповідності.
На рівні європейських країн, взаємостосунки суб'єктів сертифікації регулюються серією європейських стандартів EN 45000. Багато які органи по сертифікації і випробувальні лабораторії, що здійснюють випробування в цілях сертифікації, проходять акредитацію, тобто одержують офіційне визнання того, що вони можуть проводити певні види діяльності. Зокрема, акредитація може полягати в том, що орган по акредитації, керуючись стандартами EN 45002 або EN 45010, перевіряє виконання випробувальною лабораторією або органом по сертифікації стандартів EN 45001 або EN 45011, відповідно
Для випробувальної лабораторії результатом акредитації є визнання її технічної компетенції з проведенні певних видів випробувань, тоді як орган по сертифікації повинен бути визнаний як компетентний і гідний довір'я при функціонуванні в певній системі сертифікації продукції. Ціль акредитації звичайно формулюється таким чином:
підвищення якості і професійної компетенції випробувальних лабораторій і органів по сертифікації;
визнання результатів випробувань і сертифікатів на внутрішньому і зовнішньому ринках;
забезпечення конкурентоспроможності і визнання продукції на зовнішньому і внутрішньому ринках
Насправді міжнародні акти, у тому числі європейські стандарти, не вимагають проведення акредитації для виконання робіт з метою сертифікації. Виняток становлять деякі законодавчі акти, прийняті на рівні окремих країн і посилюючі процедуру проведення сертифікації. Зокрема, в Німеччині регламентується необхідність акредитації всіх організацій, провідних сертифікацію в області електромагнітної сумісності; в Росії повинні бути акредитовані всі органи по сертифікації і випробувальні лабораторії, що здійснюють діяльність в цілях сертифікації.
Ще одним способом підтвердження відповідності продукції є декларація про відповідність, в якій постачальник, згідно стандарту EN 45014, заявляє під свою виняткову відповідальність про те, що конкретна продукція відповідає конкретному стандарту або іншому нормативному документу, на який дана декларація посилається. При цьому постачальник повинен забезпечити дотримання необхідних параметрів в допустимих межах і контролювати всі види своєї діяльності на всіх етапах виробництва. Якщо постачальник дійсно здатний стабільно виконувати і контролювати виконання вимог стандарту або іншого документа, на який він посилається в декларації про відповідність, то можливо, даний спосіб встановлення відповідності буде для такого постачальника найбільш економічно доцільним. Проте, навіть при виконанні всіх умов стандарту EN 45014, постачальник може розділити ризик відповідальності за продукцію з органом по сертифікації, запитавши сертифікацію даної продукції незалежною третьою стороною.
5.2.Преимущества сертифікації продукції
Застосування підприємствами сертифікації продукції в умовах ринкових відносин дає наступні переваги:
забезпечує довір'я внутрішніх і зарубіжних споживачів до якості продукції;
полегшує і спрощує вибір необхідної продукції споживачам;
забезпечує споживачу отримання об'єктивної інформації про якість продукції;
сприяє більш тривалому успіху і захисту в конкуренції з виготовите 1000 лями несертифікованої продукції;
зменшує імпорт в країну аналогічною продукції;
запобігає надходженню в країну імпортної продукції не відповідного рівня якості;
стимулює поліпшення якості НТД шляхом встановлення в ній більш прогресивних вимог;
сприяє підвищенню організаційно-технічного рівня виробництва;
стимулює прискорення НТП.
Вся сертифікаційна діяльність здійснюється у відповідній системі володіючій власними правилами і керівними положеннями.
Системи сертифікації продукції можна класифікувати по різних класифікаційних ознаках.
Класифікація найбільш поширених систем сертифікації по основних класифікаційних ознаках.
Ознака класифікації |
Система сертифікації продукції |
Зацікавленість сторін |
Національна Регіональна Міжнародна |
Правовий статус |
Обов'язкова Добровільна Самостійна |
Участь сторонніх організацій у виконанні процедури сертифікації |
Третьою стороною |
Національна система сертифікації продукції створюється на національному рівні урядовою або неурядовою організацією. Як національного органу по сертифікації в Російській Федерації визначений Держстандарт Росії. Крім державних форм контролю за безпекою і якістю продукції в умовах ринку, що формується, розвиваються і інші паралельні форми цієї діяльності, зокрема система сертифікації біржових товарів. Для розробки і практичної реалізації цієї системи створено АТ "Сертифікація біржових товарів".
Регіональна міжнародна система сертифікації продукції створюється на рівні деяких країн одного регіону, наприклад в рамках Європейської економічної комісії ООН на регіональному рівні функціонує близько 100 систем і угод по сертифікації.
Міжнародна система сертифікації продукції створюється на рівні низки країн з будь-яких регіонів миру урядовою міжнародною організацією.
Обов'язкова система створюється для продукції, на яку в НТД повинні міститися вимоги по охороні навколишнього середовища, забезпеченню безпеки життя і здоров'я людей. В цьому випадку виготівник без відповідного сертифіката не має права не тільки реалізувати продукцію, але і проводити.
Добровільна система сертифікацією передбачає сертифікацію продукції тільки за ініціативою її виготівника. В цьому випадку він має право сертифікувати свою продукцію на відповідність будь-яким вимогам НТД, у тому числі зарубіжній. Даний вид сертифікації може дати дуже багато що в підвищення конкурентоспроможність продукції.
Самостійна система сертифікації продукції (само-сертификация) створюється самим підприємством-виготівником продукції. При цьому сертифікати на вироби видає саме підприємство строго під свою відповідальність. По суті, само-сертификация є заявою виготівника про відповідність його продукції і виробництва вимогам НТД.
Система сертифікації продукції третьою стороною створюється сторонньою організацією, яка перевіряє, оцінює і підтверджує відповідність продукції, що випускається виготівником, і заходів, що проводяться їм, вимогам НТД. Дуже важливо в даній ситуації для проведення сертифікації продукції мати добре оснащені випробувальні центри, лабораторії (стенди).
Основними цілями сертифікації є:
забезпечення реалізації прав громадян на безпеку продукції для життя, здоров'я, майна і навколишнього середовища;
створення умов для діяльності юридичних осіб і індивідуальних підприємців на єдиному товарному ринку РФ, а також для участі в міжнародному економічному, науково-технічному співробітництві і міжнародній торгівлі; сприяння споживачам в компетентному виборі продукції; захист споживача від несумлінності виготівника (продавця, виконавця);
підтвердження характеристик продукції, заявлених виготівником. Як обов'язкова, так і добровільна сертифікація застосовується у сфері виробництва і обігу продукції на внутрішньому і зовнішньому ринках
Основним функціональним утворенням систем сертифікації є органи по сертифікації, які сертифікують продукцію, видають сертифікати і ліцензії на застосування знаків відповідності. Вони ж здійснюють інспекційний контроль за сертифікованою продукцією, припиняють або відміняють дію виданих ними сертифікатів, формують і актуалізують фундацію нормативних документів для сертифікації, представляють заявнику по його вимозі необхідну інформацію.
Свою діяльність орган по сертифікації будує на основі матеріалів випробувальної лабораторії, яка здійснює випробування конкретної продукції або конкретні види випробувань і видає протоколи випробувань для цілей сертифікації.
Формування систем сертифікації однорідної продукції здійснюється з урахуванням наступних основних чинників:
наявність аналогічної міжнародної системи;
спільність технічних принципів пристроїв (способів функціонування) продукції;
спільність призначення продукції і (або) вимог до неї;
спільність методів випробувань;
спільність області розповсюдження, нормативних документів. Як прийнято і в зарубіжній практиці, сертифікація – це діяльність незалежної від товаровиробника і споживача (третій) сторони по підтвердженню відповідності продукції вимогам, які встановлені законодавчими актами, стандартами і іншими нормативно-технічними документами.
За наявності декількох органів по сертифікації заявник має право направити заявку в будь-який з них. Якщо заявник не має в своєму розпорядженні інформації про такі органи і порядок сертифікації продукції, що цікавить його, то цю інформацію він може отримати в територіальному органі Держстандарту. Наявність заявки і інформація, що міститься в ній, є формою доказу упевненості керівництва підприємства-заявника про випуск (поставці) продукції, відповідної по обов'язкових вимогах діючим стандартам і нормативним документам. Заявник може додатково представити до органу по сертифікації документи про відповідність продукції встановленим вимогам, видані відповідними органами державного управління в межах своєї компетенції, а також протоколи випробувань, проведених при розробці продукції і постановці її на виробництво. За наслідками розгляду заявки орган по сертифікації ухвалює рішення, і якому містяться всі основні умови сертифікації, схема сертифікації, перелік необхідних технічних документів, перелік випробувальних лабораторій, що проводили випробування продукції, і перелік органів, які можуть провести сертифікацію виробництв і систем якості (якщо це передбачено схемою сертифікації). Заявник має право вибрати конкретну випробувальну лабораторію і орган по сертифікації систем якості (виробництв).
1. Подача заявки на сертифікацію |
З |
|||||
2. Ухвалення рішення по заявці, у тому числі вибір схеми |
ОС |
|||||
3. Відбір, ідентифікація зразків і їх випробування |
ОС МУЛ |
|||||
4. Оцінка виробництв (якщо це передбачено схемою сертифікації) |
ОС |
|||||
5. Аналіз отриманих результатів і ухвалення рішення про видачу сертифіката відповідності |
ОС |
|||||
6. Видача сертифіката і ліцензії на застосування знака відповідності |
ОС |
|||||
7. Здійснення інспекційного контролю за сертифікованою продукцією |
ОС |
|||||
8. Коректуючі заходи при порушенні відповідності встановленим вимогам і неправильне застосування знака відповідності |
З |
|||||
9. Інформація про результати сертифікації |
ОС |
|||||
З – заявник;
ОС – орган по сертифікації;
МУЛ – випробувальна лабораторія.
Рис. 5.2. Послідовність процедур сертифікації продукції:
Випробування проводяться на зразках, конструкція, склад і технологія виготовлення яких повинна бути такими ж, як у продукції, що поставляється споживачу (замовнику). Кількість зразків, порядок їх відбору, правила ідентифікації і зберігання визначаються правилами системи сертифікації однорідної продукції з урахуванням нормативних документів, що встановлюють вимоги і методи випробувань даного виду продукції. Як правило, відбір зразків для випробувань здійснює орган по сертифікації, або по його дорученню – випробувальна лабораторія, або інша компетентна організація. В цілях забезпечення довідності результатів проведеної сертифікації зразки, що пройшли випробування, зберігаються протягом терміну придатності продукції або терміну дії сертифіката. Типовий порядок поводження із зразками, що використовуються при проведенні обов'язкової сертифікації продукції, визначений ГОСТ Р 40.002-96.
На основі аналізу протоколів випробувань, результатів оцінки виробництв, сертифікації систем якості або виробництв, аналізу документів про відповідність інших компетентних органів державного управління орган по сертифікації здійснює оцінку відповідності .продукции встановленим вимогам, оформляє і реєструє сертифікат.
Термін дії сертифіката встановлює орган по сертифікації з урахуванням терміну дії нормативних документів на продукцію, а також терміну, в межах якого сертифіковано виробництво або систему якості. У будь-якому випадку термін дії сертифіката не перевищує трьох років. Якщо виріб має термін служби (термін придатності), то дія сертифіката розповсюджується на партію продукції або кожний виріб. При внесенні змін в конструкцію (склад) продукції або технологію її виробництва заявник наперед повинен сповістити орган по сертифікації, який ухвалює рішення про необхідність проведення нових випробувань або оцінки стану виробництва цієї продукції
Відомості про сертифіковану продукцію підприємство-заявник приводить в супровідної технічної документації (паспорт, етикетка) з вказівкою реквізитів сертифіката. Право маркіровки продукції знайомий відповідності виготівник одержує на підставі ліцензії, видаваної органом по сертифікації. Правила видачі ліцензій на проведення робіт по обов'язковій сертифікації і застосування знака відповідності визначені ГОСТ Р 40.003-96. Маркіровку продукції, що серійно випускається, здійснює виготівник, і він несе відповідальність за відповідність продукції нормативним документам і сертифікованим (випробуваним) зразкам. Як правило, знак відповідності наноситься на незнімну частину кожної одиниці сертифікованої продукції і на кожну пакувальну одиницю цієї продукції поряд із товарним знаком виготівника, Маркіровка виробу здійснюється загальновідомими способами – гравірування, труїть, литво, друкування і ін. При неможливості нанесення знака відповідності безпосередньо на продукцію (для газоподібних, рідких і сипких матеріалів і речовин) його наносять на тару або упаковку. Можливо також використовування спеціальних технічних засобів, таких як ярлики, стрічки, виконані у вигляді вбудованої частини продукції (для канатів, кабелів і т. п.). У будь-якому випадку правила нанесення знаків відповідності на конкретну продукцію встановлюються правилами сертифікації в системах сертифікації однорідної продукції
Інспекційний контроль за сертифікованою продукцією організовує орган по сертифікації протягом всього терміну дії сертифіката і ліцензії, але не рідше одного разу на рік. Інспекційний контроль здійснюється у вигляді періодичних і позапланових перевірок, що включають випробування зразків продукції і інших перевірок, необхідних для підтвердження, що реалізовувана продукція продовжує відповідати встановленим вимогам, підтвердженим раніше при сертифікації.
Критеріями для визначення періодичності і об'єму інспекційного контролю служать ступінь потенційної небезпеки продукції, стабільність її виробництва, об'їм випуску, наявність системи якості і т.д. Об'їм, зміст і порядок проведення інспекційного контролю залежно від схем сертифікації встановлюються правилами систем сертифікації однорідної продукції.
За наслідками інспекційного контролю орган по сертифікації може припинити або відмінити дію сертифіката і анулювати ліцензію на право застосування знака відповідності. Це відбувається в тих випадках, коли встановлено невідповідність продукції вимогам нормативних документів, внесені зміни в нормативний документ на продукцію або метод випробувань, в конструкцію (склад), в комплектну продукції або технологію її виробництва. Рішення про припинення дії сертифіката і ліцензії на право застосування знака відповідності ухвалюють у випадках, якщо заявник в змозі усунути знайдені причини невідповідності шляхом злагоджених з органом коректуючих заходів і забезпечити (підтвердити) відповідність продукції без повторних випробувань в акредитованій лабораторії. Інакше дія сертифіката відміняється, а ліцензія на право застосування знака відповідності анулюється
Сертифікація продукції, що імпортується, здійснюється за тими ж правилами. У виконання Законів "Про захист прав споживачів", "Про сертифікацію продукції і послуг" визначений порядок ввезення на територію Україні товарів, що підлягають обов'язковій сертифікації. Даний документ встановлює, що ввезенню на митну територію підлягають товари за умови їх відповідності вимогам обов'язкової сертифікації, які встановлені.
Необхідність наявності сертифіката і знака відповідності на продукцію, що імпортується, повинна бути передбачена в умовах контракту (договори), що укладається на поставку товарів . На територію Украині по представленні сертифікатів до митних органів можуть бути допущені товари, які повинні пройти обов'язкову сертифікацію і такі митні режими, як випуск для вільного обігу, реімпорт, переробка під митним контролем (у разі випуску продуктів переробки у вільний обіг), переробка зовні митної території (в частині, що стосується ввезення продуктів переробки). Без наявності сертифіката можуть бути випущені товари, призначені для офіційного користування представництвами іноземних держав і міжнародних міжурядових організацій, а також товари, що ввозяться фізичними особами і не призначені для виробничої або комерційної діяльності. Умовно можуть випускатися без представлення сертифікатів при приміщенні під згадані митні режими товари, що ввозяться в одиничних количествах і призначені для споживання виключно особами, що їх ввозять. При цьому необхідно мати відповідні зобов'язання, що представляються до митних органів.
5.3. Етапи проведення сертифікації системи якості
В процесі проведення сертифікації системи якості можна виділити два етапи:
попередня перевірка і оцінка системи якості;
остаточна перевірка, оцінка і видача сертифіката відповідності системи якості підприємства відповідного стандарту.
Кожний з вказаних етапів містить певний склад робіт (табл. 5.1).
Таблиця 5.1
Етапи оцінки системи якості
Склад робіт |
Виконавець |
1. Етап попередньої перевірки і оцінки системи якості |
|
1.1. Підготовка системи якості і її документації до сертифікації |
Підприємство |
1.2. Заявка на проведення сертифікації системи якості |
Підприємство |
1.3. Попередня перевірка і оцінка системи якості |
Орган по сертифікації |
1.4. Укладення договору на проведення сертифікації системи якості |
Підприємство, орган по сертифікації |
2. Етап остаточної перевірки і оцінки системи якості |
|
2.1. Підготовки системи якості до остаточної перевірки |
Підприємство |
2.2. Розробка програми проведення остаточної перевірки системи якості |
Орган по сертифікації |
2.3. Проведення попередньої наради по організації на підприємстві перевірки системи якості |
Підприємство, орган по сертифікації |
2.4. Проведення перевірки системи якості |
Орган по сертифікації, підприємство |
2.5. Підготовка попередніх висновків за результатами перевірки для заключної наради |
Орган по сертифікації |
2.6. Проведення заключної наради |
Орган по сертифікації, підприємство |
2.7. Складання і розсилка звіту про проведення на підприємстві перевірки системи якості |
Орган по сертифікації |
2.8. Оформлення, реєстрація і видача (при позитивному рішенні) сертифіката системи якості |
Орган по сертифікації |
За наслідками першого етапу орган по сертифікації складає висновок, в якому указується готовність підприємства і доцільність проведення другого етапу робіт по сертифікації системи якості або розкриваються причини недоцільності або неможливості проведення робіт по другому етапу. При позитивному висновку при підписанні договору встановлюються терміни проведення робіт по другому етапу – остаточній перевірці і оцінці системи якості. Якщо при проведенні робіт другого етапу органом по сертифікації виявляється невідповідність системи якості вимогам відповідного стандарту, то спільно з підприємством визначається термін її доробки і встановлюється орієнтовний термін повторної перевірки. При позитивному рішенні сертифікат видається на певний термін (звичайно цей термін обмежується трьома роками).
5.4. Міжнародна практика сертифікації
Технічні бар'єри, що виникають багато яких міжнародних організацій, направлену на створення міжнародних організацій по сертифікації і міжнародних систем сертифікації окремих видів продукції дли забезпечення безперешкодної її появи на своїх ринках.
Найбільшою міжнародною організацією є Генеральна угода за тарифами і торгівлею (ГАТТ). Угода містить спеціальні рекомендації для його учасників (близько 100 країн) в області стандартизації і сертифікації. Страны-учасниці Наради по безпеці і співпраці в Європі (СБСВ) в своїх заключних актах за підсумками зустрічей в Хельсінкі (1975 р.) і Відні (1989 р.) відзначали необхідність співпраці в області сертифікації і використовування її як засобу, сприяючого зближенню і розширенню торгових зв'язків країн.
Провідне місце в області організаційно-методичного забезпечення сертифікації належить ІСО, яка має Комітет із сертифікації (СЕГТІКО). В 1985 р. у зв'язку з подальшим розвитком робіт в області перейменуванні його в Комітет із оцінки відповідності (КАСЬКО), комітет ІСО 176. Видана Система сертифікації, Системи забезпечення сертифікації, акредитації лабораторій і оцінок систем забезпечення якості ухвалено рішення про розширення діяльності СЕРТІКО і якості. Узагальнивши національний досвід багато яких країн, ТК ІСО 176 підготував відомі стандарти ІСО серії 9000, опубліковані в 1987 р.
В 1991 р. Генеральна асамблея Європейського комітету стандартів (СІНА) – Міжнародної організації по стандартизації країн-членів Загального ринку – затвердила “Правила упровадження і використовування систем СІНА СІРОК” і загальні положення систем сертифікації і взаємного визнання країнами ЕЕС результатів випробування резервів в країнах ЕЕС до 1992 р., передбачила виконання програми по усуненню відмінностей між національними стандартами і технічними регламентами через розробку директив ЕЕС і європейських стандартів. При цьому виходили з того, що будь-яка продукція, виготовлена і продана на законній підставі в одній країні, що є членом ЕЕС, повинна бути допущена на ринку інших країн співтовариства.
На відміну від раніше діючого порядку європейські стандарти приймаються рішенням більшості країн-членів ЕЕС – і після ухвалення знаходять законну силу у всіх країнах співтовариства.
Найменування етапу |
Зміст етапу |
Виконавець |
Закінчення етапу |
|
|||
1. Отримання органом по сертифікації декларації заявки на сертифікацію продукції |
Аналіз декларації-заявки |
Організація (заявник) |
Призначення експерта для експертизи висхідних матеріалів |
||||
2. Експертиза висхідних матеріалів |
Експертиза висхідних матеріалів, збір і аналіз інформації про якість реалізовуваної продукції, оцінка доцільності проведення подальших етапів сертифікації виробництва |
Орган по сертифікації (уповноважений експерт) |
Складання висновку про доцільність проведення сертифікації виробництва, укладення договору на проведення сертифікації виробництва |
||||
3. Формування комісії по перевірці виробництва |
Призначення головного експерта і затвердження складу комісії |
Орган по сертифікації (уповноважений експерт) |
Оформлення наказу про склад комісії |
||||
4. Складання робочої програми перевірки (або ухвалення типової програми) |
Регламентація об'єктів і процедур перевірки виробництва і правив ухвалення рішень |
Орган по сертифікації (уповноважений експерт) |
Ухвалення програми перевірки виробництва |
||||
5. Перевірка виробництва |
Формування комісії, складання плану перевірки, перевірка виробництва, ухвалення рішення про можливість сертифікації виробництва |
Орган по сертифікації (уповноважений експерт) |
Складання акту про результати перевірки виробництва |
||||
6. Ухвалення рішення об рекомендації виробництва до сертифікації і оформлення документів за результатами перевірки виробництва |
Оформлення проекту сертифіката |
Орган по сертифікації (уповноважений експерт) |
Напрям акту про результати перевірки виробництва, проекту сертифіката в Технічний центр Регістра |
||||
7. Ухвалення рішення про сертифікацію виробництва |
Ухвалення рішення про реєстрацію сертифіката в Реєстрі Регістра |
Технічний центр Регістра |
Напрям сертифіката заявнику |
||||
8. Інспекційний контроль за сертифікованим виробництвом |
Виконання процедур перевірки стабільності якості виготовлення продукції відповідно до програми перевірки |
Орган по сертифікації (уповноважений експерт) Технічний центр Регістра |
Оформлення актів перевірок |
||||
В даний час в Європі діє більше 700 органів по сертифікації. Системи сертифікації взаємозв'язані і діють погоджено. Всього в країнах ЕЕС і ЕАСТ сертифікується більше 5000 виробів, діє більше 300 систем сертифікації і. практично у всіх зарубіжних країнах.
Висновки
Сертифікація – це документальне підтвердження відповідності продукції певним вимогам, конкретним стандартам або технічним умовам.
Вся сертифікаційна діяльність здійснюється у відповідній системі, що володіє власними правилами.
Організація і проведення робіт по обов'язковій сертифікації покладена на Держстандарт Росії.
Необхідність і об'їм випробувань, місце відбору зразків визначає орган по сертифікації продукції за наслідками інспекційного контролю за сертифікованою системою якості (виробництвом).
Питання для повторення
1. Що таке сертифікація?
2. Які взаємостосунки суб'єктів сертифікації?
3. Перерахуйте вісім схем сертифікації третьою стороною.
5. Що таке сертифікація відповідності?
6. Що таке система сертифікації?
7. В чому відмінність понять сертифікація відповідності і сертифікат відповідності?
8. Що таке знак відповідності для сертифікації?
9. Що таке акредитація і система акредитації (лабораторій)?
10. Що є нормативною базою сертифікації системи якості?
11. Дайте визначення стандарту.
12. Хто є об'єктом акредитації?
13. Що таке декларація про відповідність?
14. Для чого використовуються міжнародні стандарти ІСО 9000?
15. Що таке обов'язкова сертифікація?
17. Що таке регістр систем якості?
18. Послідовність процедур сертифікації продукції.
19. Як здійснюється сертифікація імпортної продукції?. Міжнародна практика сертифікації.
21. Перерахуйте основні області акредитації органів сертифікації систем якості по видах економічної діяльності?
22. Основні етапи сертифікації виробництва
РОЗДІЛ 6. УПРАВЛіння ВІТРАТАМІ НА ЗАБЕЗПЕЧЕННЯ ЯКОСТІ
6.1. Етапи формування і види витрат на якість продукції.
Забезпечення якості продукції пов'язано з витратами. Якість продукції повинна гарантувати споживачу задоволення його запитів, її надійність і економію витрат.
Ці властивості формуються в процесі всієї відтворювальної діяльності підприємства, на всіх її етапах і у всіх ланках. Разом з ними утворюється вартісна величина продукту, що характеризує ці властивості від планування розробок продукції до її реалізації і післяпродажного обслуговування.
На мал. 6.1 покажемо ланцюжок формування витрат і вартості товару або послуги.
.
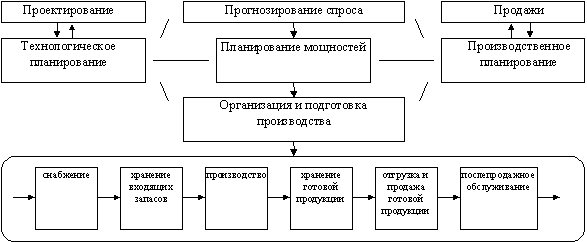
Рис. 6.1. Ланцюжок формування витрат і створення вартості продукції
Вона дозволяє конкретизувати принцип гарантії якості і побачити коли, тобто на якому етапі діяльності, і де, в якому підрозділі, він реалізується. Оскільки за кожний етап і підрозділ несе відповідальність керівник, стає ясно, хто відповідає за якість продукції. Те, що ми маємо на увазі під гарантіями, є технічні, технологічні, екологічні, ергономічні, економічні і інші показники якості, які і забезпечують задоволення запитів споживача.
Ці показники мають якісний вираз і включають планові, фактичні і критерійні якості продукції
У фірмі "Toyota" виділяють наступні етапи діяльності в області забезпечення якості: планування випуску виробів, конструювання виробу, підготовка виробництва, виробництво, виробничий контроль, реалізація і обслуговування, перевірка якості в експлуатації. При цьому гарантією якості на перерахованих етапах є певні обов'язки і дії кожного підрозділу (див. табл. 6.1).
Таблиця 6.1
Діяльність підрозділів фірми ”Тоєта” по управлінню виробничими витратами.
Функціональні заходи |
Виконуючі підрозділи |
Операції по регулюванню витрат |
Значущість |
||||||
1 |
2 |
3 |
4 |
||||||
Планування продукції |
Планування в масштабі всієї корпорації |
1. Визначення об'єму цільових витрат на основі планування нової продукції і планування прибутку, а потім розподіл цих цільових витрат на складові. |
+ |
||||||
|
Відділ планування продукції |
2. Вироблення цільового об'єму капіталовкладень. |
+ |
||||||
|
Відділ інженерного забезпечення |
3. Розподіл цільових витрат між різними конструкторськими підрозділами. |
0 |
||||||
|
Бухгалтерський відділ |
4. Розподіл цільового об'єму капіталовкладень між плануючими підрозділами. |
0 |
||||||
Конструювання продукції |
Відділ планування продукції |
1. Визначення витрат на основі прототипу. |
+ |
||||||
|
|
2. Оцінка можливостей досягнення цільових витрат. |
+ |
||||||
|
Інженерні підрозділи |
3. Вживання необхідних заходів для зменшення різниці між цільовими витратами і витратами, визначеними по прототипу. |
- |
||||||
Підготовка виробництва |
Відділ планування продукції |
1. Визначення витрат, ураховуючи підготовку ліній, і плану капіталовкладень. |
+ |
||||||
|
Інженерні підрозділи |
2. Оцінка можливостей досягнення цільових витрат. |
+ |
||||||
|
|
3. Вживання заходів для зменшення відхилень від цільових витрат. |
+ |
||||||
|
Інженерне забезпечення виробництва |
4. Визначення об'єму капіталовкладень в устаткування. |
0 |
||||||
|
Відділ контролю продукції |
5. Оцінка виробничих планів, умов виробництва і ухваленні рішень щодо виготовлення або запуску частин. |
0 |
||||||
Постачання |
Відділ постачання |
1. Оцінка планів поставки і умов закупівлі. |
0 |
||||||
|
|
2. Встановлення контролю за цінами постачальників (порівняння цільового і реального зниження витрат, аналіз і вживання необхідних заходів). |
0 |
||||||
|
|
3. Оцінка можливостей зменшення цін постачальників, надання допомоги постачальникам в здійсненні заходів по зниженню витрат. |
+ |
||||||
Виробництво і контроль |
Виконуючі підрозділи |
1. Здійснення управління витратами через: а)планирование фінансованих витрат (виробничий відділ і адміністрація). |
0 |
||||||
|
Бухгалтерські відділи |
би)снижение витрат в первинних проектах (по кожному типу виробів і по кожному вартісному чиннику). |
0 |
||||||
|
|
в)работа серед персоналу по проведенню заходів, направлених на зниження витрат. |
+ |
||||||
Збут і обслуговування |
Виконуючі підрозділи |
1. Визначення дійсних витрат на нову продукцію шляхом всесторонньої оцінки. |
0 |
||||||
|
Бухгалтерські відділи |
2. Участь в аналізі і обслуговуванні перевірок на функціональних нарадах по управлінню витратами і нарадах різних комітетів. |
0 |
||||||
”+” – дії, що мають вирішальне значення;
”0” – дії, що мають певний вплив, але яке надалі може бути нейтралізоване.
З табл. 6.1 видно, що всі етапи діяльності фірми включають елементи управління витратами.
Якщо представити діяльність підприємства по вертикалі (див. мал. 6.2), то і в цьому випадку очевидна актуальність управління витратами.
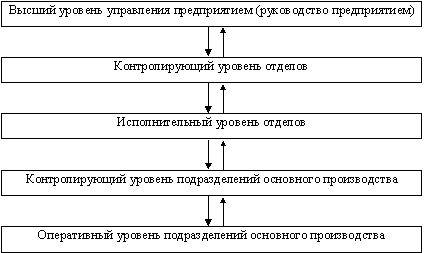
Рис. 6.2. Вертикальний розріз діяльності підприємства
Вони формуються як знизу вгору, так і зверху вниз, розрізняючись по складу, величині, способу формування і віднесення на продукт.
Укрупняючі витрати, пов'язані з якістю продукції, можна розділити на науково-технічні, управлінські і виробничі. Науково-технічні і управлінські готують, забезпечують і контролюють умови виробництва якісної продукції, тобто як би зумовлюють наявність і величину виробничих витрат.
Якщо розробка і конструювання нової продукції здійснюється зовнішніми організаціями, то витрати, що забезпечують якість на даному підприємстві, будуть включати тільки витрати на упровадження. В окремих випадках, особливо при виробництві нової продукції, контроль за її підготовкою і освоєнням ведуть конструкторські підрозділи.
В загальному випадку управлінські витрати, пов'язані з гарантією якості виробу, включають:
транспортні (зовнішні і внутрішні перевезення сировини, комплектуючих і готової продукції). Вони підрозділяються на організаційні, що забезпечують безперебійну роботу транспорту, взаимоувязку можливості і необхідності повноти його завантаження; технічні, включаючі вартість транспортних засобів, цехів і під'їзних шляхів і витрати на персонал транспортних підрозділів - його набір і оплату праці;
постачальницькі (закупівля запланованого по видах, кількості і якості сировини і комплектуючих матеріалів). Їх можна розділити на безпосередньо матеріальні – відповідність фактичних матеріальних ресурсів запланованим; технічні, що відносяться до закупівлі необхідного устаткування і інших видів основних фундацій виробничого призначення і для цілей управління підприємства; і витрати на персонал постачальницьких підрозділів, від діяльності і компетентності якого залежить надалі виконання виробничої програми;
витрати на підрозділ, контролюючі виробництво;
витрати, пов'язані з роботою економічних служб, від діяльності яких залежить якість продукції: плановий відділ (своєчасне складання планів), фінансовий (своєчасне забезпечення проекту фінансовими ресурсами), бухгалтерія (виписування рахунків) і т. п.;
витрати на діяльність інших служб апарату управління підприємством, які в різному ступені зв'язані і впливають на забезпечення якості продукції, особливо управління кадрами, у функції якого входить набір персоналу, підвищення його кваліфікації і перевірка відповідності необхідному рівню і умовам.
Виробничі витрати у свою чергу можна розділити на матеріальні, технічні і трудові. Причому всі вони прямо відносяться на вартість продукції. І якщо величину управлінських витрат у витратах на якість можна визначити лише умовно, опосередковано, то розмір матеріальних виробничих піддається прямому рахунку. Значно простіше, ніж з управлінські, розрахувати і розмір технічних виробничих витрат – через амортизаційні відрахування, і трудових – через заробітну платню (оплату нормо-годинника).
З метою управління витратами, пов'язаними із забезпеченням якості продукції, треба розрізняти базові, які утворюються в процесі розробки, освоєння і виробництва нової продукції і є надалі до моменту її зняття з виробництва їх носієм, і додаткові, пов'язані з її удосконаленням і відновленням загубленого (недоотриманого по порівнянню із запланований 1000 ным) рівня якості.
Основна частина базових витрат відображає вартісну величину чинників виробництва, а також загальногосподарські і загальновиробничі витрати, відношувані на виготовлення конкретного виробу через кошторис витрат.
Додаткові витрати включають витрати на оцінку і витрати на запобігання.
До перших відносяться витрати, які несе підприємство для того, щоб визначити, чи відповідає продукція запланованим технічним, екологічним, ергономічним і іншим умовам. Звичайно їх неважко розрахувати. Частково вони включають витрати на контролюючий персонал, спеціальне устаткування і невигідні витрати відділу технічного контролю (відділу якості). Іншу частину складають витрати на інформацію у сфері реалізації продукції, на вивчення думки споживача про якість продукції, а саме: розробку, організацію і проведення спеціальних вибіркових обстежень, включаючи інструментарій і витрати на оплату персоналу.
До других відносяться витрати на доробку і удосконалення продукції, що не відповідає стандартам, кращим світовим зразкам, вимогам покупця, на перевірку, ремонт, удосконалення інструменту, оснащення, техніки і технології, а в окремих випадках і на зупинку виробництва. В дану групу слід включити витрати на упровадження системи управління якістю, у тому числі її технічне забезпечення, розробку стандартів, витрати на документацію, на персонал: його підбір, підготовку, оплату і т.д.
Існує ще одна група витрат, які при їх виникненні слід відносити або до базових, або до додаткових залежно від новизни продукції. Ці витрати на брак і його виправлення. Їх величина може істотно коливатися і полягати як з витрат на виробництво забракованої надалі продукції за наявності непоправного браку або додатково до цього витрат на його виправлення, якщо брак не остаточний, а може також включати оплату морального і (або) фізичного збитку, нанесеного споживачу неякісною продукцією. В останньому випадку витрати, пов'язані з якістю продукції, а точніше його відсутністю, можуть виявитися вельми великі.
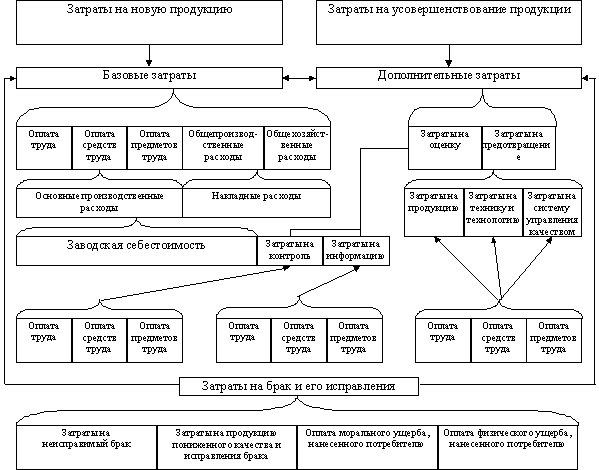
Рис. 6.3. Взаємозв'язок витрат, що забезпечують якість продукції, з новою і вдосконаленою продукцією
На мал. 6.3 показана група витрат по їх видах у взаємозв'язку з виробництвом нової продукції і її удосконаленням. При цьому витрати останньої групи виникають як у сфері виробництва, так і за її межами – у сфері споживання продукції. Це пред'являє додаткові вимоги до інформації про якість, яка може позитивно вплинути на мінімізацію витрат на запобігання браку і його виправлення.
Очевидно, що оскільки витрати на створення, підтримка виробництва якісної продукції і, отже, іміджу випускаючого його підприємства утворюються і на підприємстві, і за його межами необхідний їх глибокий якісний і кількісний
6.2. Інформаційна база аналізу витрат на якість продукції
Для аналізу вартісної величини засобів, затрачуваних на підтримку якості продукції, використовується різна інформація. Але перш ніж почати її збирати, слід визначити, який її призначення.
Цілі збору даних в процесі вартісного аналізу якості можуть полягати в наступному:
Зниження витрат на одиницю продукції при збереженні її колишньої якості;
Зниження витрат на вироби при одночасному поліпшенні їх властивостей;
Підвищення питомих витрат, що дозволяє добитися високого рівня якості, даючої переваги в порівнянні з конкурентами;
Визначення величини витрат по видах для зміни їх структури, але збереження колишнього об'єму витрат на продукцію, що дозволяє підтримати рівень ціни, що склався в цілях випередження конкурента за якістю;
Збільшення об'єму виробництва без зниження якості продукції з колишнього об'єму ресурсів за рахунок зменшення і ліквідації відходів;
Аналіз відхилень від встановлених вимог;
Контроль продукції;
Встановлення ціни на продукцію.
Звідси видно, що частина даних про якість, що стосується технічних особливостей виробу і його виробництва, знаходиться на підприємстві-виготівнику, інша – на конкуруючому підприємстві або у сфері реалізації, тобто в зовнішньому середовищі.
Дані для аналізу витрат на якість можуть бути первинними, як правило, це технічні і інші параметри виробів, що містяться в ТУ, Гостах, сертифікатах і інших документах, підтверджуючих якість продукції, і повторними, що виходять в результаті обробки первинних. Отримання первинних внутрішніх даних значно дешевше, ніж повторних зовнішніх і навіть первинних зовнішніх. При цьому повторні, перетворені, звичайно називають інформацією.
Дані розрізняються також по видах. Вони можуть бути технічними і економічними, наприклад технічні звичайно внутрішні первинні, а економічні і внутрішні і зовнішні, первинні і повторні. Всі ці відмінності впливають на величину витрат часу і грошових коштів, затрачуваних на отримання, а також на методи отримання і перетворення даних в цілях їх подальшого аналізу.
Скорочує витрати часу на обробку даних розробка таких видів їх носіїв, які роблять можливими попередні висновки відразу після збору даних. Для цього необхідно зареєструвати джерело інформації (дату, коли вона збиралася, робочого, що робив операцію, верстат, на якому проводилася обробка, партію матеріалів, що використовуються, і т. п.), реєстрацію здійснювати в таблицях, полегшуючих і прискорюючих обчислення статистичних показників, що використовуються при ухваленні оперативних управлінських рішень і для подальшого більш глибокого статистико-математичного аналізу взаємозв'язків і тенденцій
В таблиці 6.2 показаний приклад реєстрації даних (і їх первинної обробки) розмірів 100 деталей, дозволяючій швидко визначити відхилення від технічних умов (стандартів) і, знаючи їх причину і годинну тарифну ставку робочого, у разі його вини, розрахувати розмір втрат (і компенсації) через зниження якості виробу. Кількість реєстрованих деталей залежить від тривалості циклу обробки. Для прикладу вимірювання роблять 4 рази в зміну.
Таблиця 6.2
Приклад форми реєстрації даних
Дата |
Час вимірювання, година |
В середньому за день |
Відхилення від ТУ |
Причина відхилення |
||||||||
|
|
|
|
|
|
|
|
|
||||
1марта понеділок |
|
|
|
|
|
|
|
|
||||
2 березня вівторок |
|
|
|
|
|
|
|
|
||||
3марта середовище |
|
|
|
|
|
|
|
|
||||
4 березня четвер |
|
|
|
|
|
|
|
|
||||
5 березня п'ятниця |
|
|
|
|
|
|
|
|
||||
В середньому за інтервал |
|
|
|
|
|
|
|
|
||||
Відхилення від ТУ |
|
|
|
|
|
|
|
|
||||
Причина відхилення |
|
|
|
|
|
|
|
|
||||
Реєстрація проводиться по робочих. Якщо причина відхилень полягає в несправності верстата, то через норму амортизації підраховують величину втрат із даної причини. Якщо з'ясовується, що надмірні відхилення від ТУ залежать від особливостей матеріалів, оброблюваних на даному верстаті, то за допомогою подальшого аналізу виявляється відповідність виду матеріалу запланованому, ступінь придатності для обробки і т.п., розраховується розмір втрат від заміни або невідповідності матеріалу ? 2? .
Для отримання інформації про відхилення розмірів оброблюваної деталі від ТУ можна використовувати таблицю, що показує гістограму їх розподілу. Вона дозволяє побачити (див. табл. 6.3) форму кривої розподілу відхилень, розрахувати середню і дисперсію.
Таблиця 6.3
Контрольний листок реєстрації відхилень розміру деталі від ТУ
розмір по ТУ |
відхилює |
виміри |
частота |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
5 |
|
|
|
|
10 |
|
|
|
|
15 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
* |
-8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1000 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-5 |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-4 |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-3 |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
4 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-2 |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
6 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
-1 |
х |
х |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
9 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
8.300 |
0 |
х |
х |
х |
х |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
11 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 |
х |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
8 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2 |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
7 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3 |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4 |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5 |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6 |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
* |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
&nb 1000 sp; |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
* - межа поля допуску по кресленню
Допусти, ми хочемо виявити відхилення від розміру деталі, який по ТУ лежить у межах 8,300+- 0,008. Тоді в першій графі таблиці ставляться нормативні значення, в другий - відхилення, які реєструються в подальших графах при проведенні вимірів. Відмітки, зроблені олівцями різного кольору, дозволять наочно побачити причини відхилення.
В таблиці 6.4 покажемо приклад реєстрації дефектів контролером ОТК штампованої пластикової деталі. Дана форма дозволяє бачити причини браку і швидко визначати завданий їм збиток і його винуватця.
Таблиця 6.4
Контрольний листок дефектів.
Найменування виробу Дата .
Виробнича операція штампування Ділянка .
Верстат
Всього проконтрольовано деталей ФІО робочого .
Попередній висновок про причину найбільш часто
дефекту N партії, що зустрічається .
Контролер N замовлення .
Тип дефекту |
Результат контролю |
Разом |
|
||
Поверхневі подряпини Тріщини Вм'ятини Пропуск операції Неправильне використовування операції Інші |
////\ ////\ ////\ // ////\ ////\ / ////\ ////\ //// //// ////\ ////\ ////\ ////\ |
17 11 14 4 15 5 |
|||
Разом |
|
66 |
|||
Всього забраковано деталей |
////\////\////\////\////\////\/// |
33 |
|||
Крім того, подальше проведення у разі потреби технічної експертизи бракованих деталей і зіставлення її результатів з попереднім висновком контролера ОТК підтвердить і рівень кваліфікації останнього
Можлива також розробка контрольного листка дефектів у формі комбінаційної таблиці, що групує їх по верстатах, робочих і днях тижня (див. табл. 6.5). Вона особливо зручна для застосування на ділянці з невеликим числом верстатів або, коли один верстат протягом робочого дня обслуговують двоє робочих.
Подібні форми реєстрації даних про відхилення параметрів якості виробів від запланованого доцільні для збору внутрішніх первинних технічних характеристик вироблюваної продукції, які потім використовують в аналізі витрат чинника на якість продукції.
Таблиця 6.5
Контрольний листок дефектів
N верстата |
Рабо чий |
Понедель ник |
Вівторок |
Середовище |
Четвер |
П'ятниця |
Разом по робочих і верстатах |
|
|||||||||||||
|
|
до обіду |
після обіду |
до обіду |
після обіду |
до обіду |
після обіду |
до обіду |
після обіду |
до обіду |
після обіду |
до обіду |
після обіду |
||||||||
1 |
А |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
БИ |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Разом |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
2 |
А |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
БИ |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Разом |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Всього по |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
верстатам |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Одним з внутрішніх видів даних, що дозволяють визначити структуру витрат на виріб і володіючих великою перевагою перед іншими завдяки обов'язковості складання, спадкоємності вхідних в неї показників, достовірності і наочності, є кошторис витрат на виробництво. Вона зручна для пошуку напрямів їх зниження і мінімізації ціни виробу. Крім того, можна використовувати дані про витрати на виробництво по їх видах, збирані на рахівницях бухгалтерського обліку.
Складнішим, трудомістким і дорогим є отримання зовнішньої інформації. Частина її міститься в рекламних проспектах, прайс-листах (price list), матеріалах періодичного друку і спеціальній літературі. Ці дані більш надійні в порівнянні з одержуваними у сфері реалізації шляхом проведення спеціальних вибіркових обстежень по вивченню думки споживачів про ціну і якість продукції. Проте інформацію, одержувану з вибіркових обстежень, важко чим-небудь замінити, якщо підприємство хоче врахувати бажання покупців для збільшення об'єму продажів шляхом поліпшення властивостей продукції. (Методика організації і проведення вибіркових обстежень розглядається в розділі...) З цією метою можна використовувати опит продавців продукції і покупців або проводити анкетування населення, яке в процесі обробки даних необхідно розбити на групи (класи). Це дозволить визначити думку різних соціальних, вікових і т.д. груп населення про продукцію підприємства з використанням типової вибірки для отримання інформації.
При зборі таких даних по обмеженому числу споживачів, особливо при малій вибірці, зручно побудова діаграм розсіювання, що дозволяють вивчити залежність між парами змінних, наприклад ціною і зовнішнім оформленням, упаковкою товару. Цими змінними можуть бути:
а) характеристика якості або впливаючий на неї чинник;
б) дві різні характеристики якості;
в) два чинники, що впливають на одну характеристику якості.
Доцільно хоча б одним із змінних брати показник, що виражає витрати на якість, створення або підтримку якої-небудь властивості продукції або ціну на неї, тобто вартісну величину.
Діаграма розсіювання будується у декілька етапів.
На першому в таблиці записують збирані дані (х і у), між якими вивчається залежність.
На другому будується шкала значень показників шляхом розподілу різниці між їх максимальною і мінімальною величинами на бажане приблизно однакове число частин. На осі х відкладають значення чинника, а на осі у - результативної ознаки.
На третьому етапі будують діаграму розсіювання шляхом нанесення крапок, отриманих в результаті спостереження, на графік.
На заключному етапі вносяться адресні дані: назва діаграми, час спостереження, ім'я виконавця і інші необхідні відомості.
Наведемо приклад побудови діаграми розсіювання. Припустимо, підприємство досліджує, як впливає якість упаковки годинника на попит на дану продукцію. Для споживача упаковка є якісною ознакою як в значенні зовнішнього оформлення, так і збереження товару. Для виробника ж це ще і кількісний показник, виразимий деякою сумою витрат. В цілях зручності збору даних позначимо кожний вид упаковки номером:
1 - продаж без заводської упаковки (загортання в папір в магазині);
2 - м'який пакет;
3 - фірмовий м'який пакет;
4 - картонна коробка проста;
5 – пластиковий футляр;
6 - коробка фірмова, підарочна.
Кожному виду упаковки відповідає певна ціна товару (ціна упаковки покупцю не повідомляється і сприймається їм як різниця між подальшою і попередній цінами виробу залежно від виду його оформлення). Вона коливається в межах від 4 до 9 грошових одиниць і складає цілі числа з інтервалом в 1 грошову одиницю. Проте в процесі обстеження покупці називали і дробові значення, що було враховано. Результати обстеження 30 покупців, проведеного у формі усного опиту, приведені в таблиці 6.6
Таблиця 6.6
Дані опиту покупців магазина ”Подарунки” про упаковку і ціну годинника ”Електроніка”
Дата |
Ціна, ден. ед. |
Вид упаковки, N |
Дата |
Ціна, ден. ед. |
Вид упаковки, N |
18.2 -" - 18.2 -"- 18.2 18.2 19.2 -"- -"- 19.2 -"- -"- 19.2 -"- 19.2 |
4 -"- 4,5 -"- 6 8 5,5 -"- -"- 5 -"- - "- 7 -"- 7,5 |
1 2 2 3 4 5 3 4 5 2 3 3 5 6 6 |
20.2 20.2 20.2 -"- 21.2 21.2 -"- -"- 22.2 22.2 -"- -"- 23.2 23.2 -"- |
4 4,5 6 -"- 7,5 5,5 -"- -"- 4,5 6,5 -"- -"- 8 5 -"- |
3 1 5 5 5 3 4 5 4 3 4 5 6 4 5 |
Виконавець: Зайцева З.Н.
Для полегшення побудови діаграми розсіювання і подальшої математичної обробки даних висхідний матеріал з табл. 6 доцільно представити в ранжируваному вигляді:
Ціна |
N упаковки |
Ціна |
N упаковки |
4 |
1,2,3 |
6,5 |
3,4,5 |
4,5 |
1,2,3,4 |
7 |
5,6 |
5 |
2,3,4,5 |
7,5 |
5,6 |
5,5 |
3,4,5 |
8 |
5,6 |
6 |
4,5 |
8,5 |
0 |
|
|
9 |
0 |
Звернемо увагу, що ціна підарочної коробки не називалася і максимальна ціна фактично склала 8 ден. ед.
За ранжируваними даними побудуємо діаграму розсіювання (мал. 6.4)
Ціна д.е. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
8 |
|
|
|
|
|
|
|
|
|
X |
|
X |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
X |
|
X |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7 |
|
|
|
|
|
|
|
|
|
X |
|
X |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
X |
|
X |
|
X |
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6 |
|
|
|
|
|
|
|
X |
|
X |
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
X |
|
X |
|
X |
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 |
|
|
|
X |
|
X |
|
X |
|
X |
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
X |
|
X |
|
X |
|
X |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 |
|
X |
|
X |
|
X |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
6 |
|
Вид упаковки, N |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рис. 6.4. Діаграма розсіювання для виду упаковки і ціни годинника ”Електроніка”
Дані діаграми розсіювання дозволяють зробити попередні висновки про взаємозв'язок досліджуваних змінних, в даному прикладі про переваги покупця щодо якості упаковки, що забезпечує збереження виробу, і його ціни. Переваги віддані надійній упаковці при поміркованій ціні, верхній рівень якої у відповідях не названий, що повинне звернути на себе увагу підприємство-виробника, як сигнал про завищення в очах покупця ціні.
Таким чином, не дивлячись на різносторонність інформації, характеризуючої витрати на якість продукції, і чинники, що впливають на нього і на подібні витрати, необхідно і цілком можливо вже на етапі формування даних використовувати наочні форми їх уявлення в поєднанні з методиками первинного аналізу: угрупуванням, графічним і т. д. Це значно прискорює процес аналізу і полегшує подальше використовування в його цілях статистико-математичних методів.
6.3. Методи аналізу витрат на якість продукції.
Залежно від цілей, задач аналізу витрат на якість і можливостей отримання необхідних для його осуществоления даних, аналітичні методи істотно розрізняються. Впливає на цю відмінність і проходження продукцією певного етапу діяльності підприємства, і її місце в ланцюжку формування витрат в конкретний момент (див. мал. 6.5).
На етапах проектування, технологічного планування, підготовки і освоєння про изводства доцільно застосування функціонально-вартісного аналізу (ФАС). Це – метод системного дослідження функцій окремого виробу або технологічного, виробничого, господарського процесу, структури орієнтований на підвищення ефективності використовування ресурсів шляхом оптимізації співвідношення між споживацькими властивостями об'єкту і витратами на його розробку, виробництво і експлуатацію.
Основними принципами застосування ФАС є:
функціональний підхід до об'єкту дослідження;
системний підхід до аналізу об'єкту і виконуваних їм функцій;
дослідження функцій об'єкту і їх матеріальних носіїв на всіх стадіях;
життєвого циклу виробу;
відповідність якості і корисності функцій продукції витратам на них;
колективна творчість.
Виконувані виробом і його складовими функції можна згрупувати по декількох підставах.
По області вияву функції підрозділяються на зовнішні і внутрішні.
Зовнішні – це функції, виконувані об'єктом при його взаємодії із зовнішнім середовищем.
Внутрішні – функції, які виконують які-небудь елементи об'єкту і їх зв'язку в межах об'єкту.
По ролі в задоволенні потреб серед зовнішніх функцій розрізняють головні і другорядні.
Головна функція відображає головну ціль створення об'єкту, а другорядна – побічну.
По ролі в робочому процесі внутрішні функції можна підрозділити на основні і допоміжні.
Основна функція підлегла головній і обуславливает працездатність об'єкту. За допомогою допоміжних реалізуються головні, другорядні і основні функції.
По характеру появи всі перераховані функції діляться на номінальні, потенційні і дійсні.
Номінальні – задаються при формуванні, створенні об'єкту і обов'язкові для виконання. Потенційні відображають можливість виконання об'єктом яких-небудь функцій при зміні умов його експлуатації. Дійсні – це фактично виконувані об'єктом функції.
Всі функції об'єкту можуть бути корисними, і даремними, а останні нейтральними і шкідливими.
Взаємозв'язок функцій показаний на мал. 6.5.
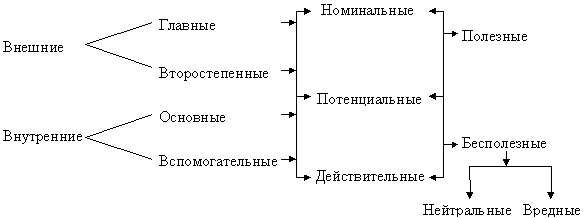
Рис. 6.5. Взаємозв'язок виконуваних об'єктом функцій
Ціль функціонально-вартісного аналізу полягає в розвитку корисних функцій об'єкту при оптимальному співвідношенні між їх значущістю для споживача і витратами на їх здійснення, тобто виборі найбільш сприятливого для споживача і виробника, якщо йдеться про виробництво продукції, варіанту рішення задачі про якість продукції і її вартості. Математично ціль ФСА можна записати таким чином:
![]() (6.1)
(6.1)
де
ПС –
споживна вартість аналізованого об'єкту,
виразима
сукупністю його споживних властивостей
(![]() );
);
З – витрати на досягнення необхідних споживних властивостей.
Функціонально-вартісній аналіз проводять у декілька етапів.
На першому, підготовчому етапі, уточнюють об'єкт аналізу – носій витрат. Це особливо важливо при обмеженості ресурсів виробника.
Наприклад, вибір і розробка або удосконалення продукції, що випускається в масовому порядку, може принести підприємству значно більше вигод, чим більш дорогого виробу, вироблюваного дрібносерійно.
Даний етап завершується якщо знайдений варіант з низкою в порівнянні з іншими собівартістю і високою якістю.
На другому, інформаційному етапі, збираються дані про досліджуваний об'єкт (призначення, техніко-економічні характеристики) і становлячі його блоки, деталі (функції, матеріали, собівартість). Вони йдуть декількома потоками за принципом відкритої інформаційної сіті, що має, наприклад, модифіковану форму “шпори” (мал. 6.6).
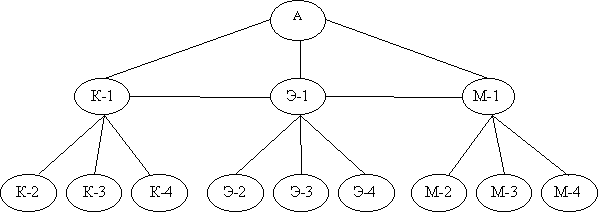
Рис. 6.6. Модель інформаційної сіті ФСА
В неї інформація по поліпшенню якості виробу і зниженню витрат на його виробництво поступає з конструкторських (К), економічних (Э) підрозділів підприємства і від споживача (М) до керівників відповідних служб. Оцінки і побажання споживачів акумулюються в маркетинговому відділі. В процесі роботи початкові дані обробляються, перетворюючись у відповідні показники якості і витрат, проходячи всі зацікавлені підрозділи, і поступають до керівника проекту (А).
На третьому, аналітичному етапі, детально вивчаються функції виробу (їх склад, ступінь корисності), його вартість і можливості її зменшення шляхом відсікання другорядних і даремних. Це можуть бути не тільки технічні, але і органолептические, естетичні і ін. функції виробу або його деталей, вузлів. Для цього доцільно використовувати принцип Ейзенхауера – принцип АВС (мал. 6.7).
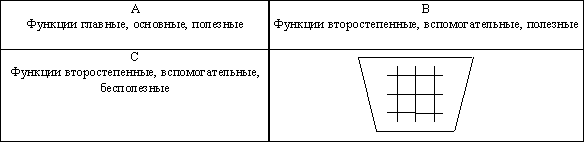
Рис. 6.7. Принцип Ейзенхауера у ФСА
Одночасно відсікаються колишні витрати. Використовування табличної форми розподілу функцій полегшує такий аналіз ( див. табл. 6.7).
Таблиця 6.7
Розподіл службових функцій виробу Х за принципом АВС
Деталі |
Функції |
Разом по деталі |
Попередній висновок |
|||||||
|
1 |
2 |
3 |
4 |
----- |
|
|
|||
1 |
А |
В |
В |
З |
----- |
1С |
–– |
|||
2 |
В |
З |
А |
З |
----- |
2С |
удосконалити |
|||
3 |
В |
А |
В |
З |
----- |
1С |
–– |
|||
4 |
З |
В |
В |
А |
----- |
1С |
–– |
|||
----- |
----- |
----- |
----- |
----- |
----- |
----- |
----- |
|||
Разом по функції |
1С |
1С |
–– |
3С |
|
|
|
|||
Попередній висновок |
–– |
–– |
–– |
ліквідовувати |
–– |
–– |
–– |
|||
В підсумкові графи заносяться дані про кількість другорядних, допоміжних, даремних функцій по деталях, що дозволяє зробити попередній висновок про їх необхідність.
Далі можна побудувати таблицю вартості деталей по кошторису або найбільш важливим її статтям і оцінити ваговитість функцій кожної деталі у взаємозв'язку з витратами на їх забезпечення. Це дозволить виявити можливі напрями зниження витрат шляхом внесення змін в конструкцію виробу, технологію виробництва, заміни частини власного виробництва деталей і вузлів отриманими комплектуючими, заміни одного виду матеріалу іншим, більш дешевим або економічним в обробці, зміна постачальника матеріалів, розміру їх поставок і т.д.
Угрупування витрат на функції по чинниках виробництва дозволить виявити першочерговість напрямів зниження вартості виробу. Такі напрями доцільно деталізувати ранжируючи по ступеню значущості, визначуваної експертним шляхом, і зіставляючи з витратами, вибирати шляхи здешевлення продукції. Для цього можна накидати таблицю (табл. 6.8).
Таблиця 6.8
Зіставлення коефіцієнтів значущості функцій і їх вартості
Ранг функції |
Значущість % |
Питома вага витрат на функцію в загальних витратах % |
До витрат на функцію |
1 |
2 |
3 |
4 |
1 2 3 4 5 |
40 30 15 10 5 |
40 50 5 3 2 |
1,00 1,67 0,33 0,30 0,40 |
Разом |
100 |
100 |
--- |
Зіставивши питому вагу витрат на функцію в загальних витратах і значущість відповідної йому функції можна обчислити коефіцієнт витрат по функціях (гр. 4, табл. 6.8).
Оптимальним вважається Кз/ф ? 1. Кз/ф ? 1 бажано, ніж Кз/ф ? 1. При істотному перевищенні даного коефіцієнта одиниці необхідно шукати шляхи здешевлення даної функції. В нашому прикладі (табл.8) такий є функція з 30-ти процентним, другим, рівнем значущості.
Результатом проведеного ФСА є варіанти рішення, в яких необхідно зіставити сукупні витрати на вироби, що є сумою поелементних витрат, з якою-небудь базою. Цією базою можуть, наприклад, служити мінімально можливі витрати на виріб. Теорія ФСА пропонує обчислювати економічну ефективність ФСА, яка показує, яку частку складає зниження витрат в їх мінімально можливій величині.
![]() (6.2)
(6.2)
де
КФСА – економічна ефективність ФСА (коефіцієнт зниження поточних витрат);
СР – сукупні витрати, що реально склалися;
СФ.Н. – мінімально можливі витрати, відповідні спроектованому виробу.
На четвертому дослідницькому етапі оцінюються пропоновані варіанти розробленого з 1000 делия.
На п'ятому рекомендаційному – відбираються найбільш прийнятні для даного виробництва варіанти розробки і удосконалення виробу.
З цією метою можна рекомендувати побудову матричної таблиці (табл. 6.9)
Таблиця 9
Таблиця рішень по варіантах вибору виробів для виробництва
|
|
А Значущість функції: висока Витрати: низькі Рентабельність виробу: висока |
В Значущість функції: висока Витрати: середні Рентабельність виробу: середня |
З Значущість функції: висока Витрати: високі Рентабельність виробу: середня |
|
|
D Значущість функції: середня Витрати: низькі Рентабельність виробу: висока |
E Значущість функції: середня Витрати:средние Рентабельність виробу: середня |
F Значущість функції: середня Витрати: високі Рентабельність виробу: низька (середня?) |
|
|
G Значущість функції: низька Витрати: низькі Рентабельність виробу: середня |
H Значущість функції: низька Витрати: середні Рентабельність виробу: низька |
І Значущість функції: низька Витрати: високі Рентабельність виробу: низька |
З урахуванням значущості функцій виробу, його вузлів, деталей і рівня витрат за допомогою ціноутворення, грунтуючись на знанні попиту на продукцію визначається рівень її рентабельності. Все це в сукупності служить цілі ухвалення рішення про вибір конкретного виробу до виробництва або напрямів і масштабу його удосконалення.
Істотну допомогу у визначенні витрат на якість продукції можуть надати методи технічного нормування. Вони засновані на розрахунку подетальных норм і нормативів матеріальних ресурсів (сировини, купувальних комплектуючих виробів і ін. видів матеріалів), розрахунку трудомісткості і інших витрат, що включаються в собівартість продукції відповідно до проектних розмірів, конкретної технології її виготовлення, зберігання і транспортування, а також витрат, на гарантійне і сервісне обслуговування. Для їх розрахунку використовуються методи мікроелементного нормування, нормативно-довідкові матеріали методи технічного нормування дозволяють достатньо точно визначити витрати як на новий виріб по його складових, так і при удосконаленні продукції.
Якщо підприємство переходить до виробництва нової продукції, що мала раніше аналог по споживацькому призначенню і властивостям, то витрати на якість (ЗК) будуть визначатися різницею між витратами на стару (ЗСТ) і нову (ЗН) продукцію:
![]() .
(6.3)
.
(6.3)
Якщо підприємство удосконалить якісні параметри вироблюваного раніше виробу, то витрати на якість можна визначити прямим рахунком по відповідних норах і напрямах.
Ступінь тісноти зв'язку між якими-небудь характеристиками якості, що мають кількісний вираз, і витратами на нього або ціною виробу, як формою його вартості, в якій основну питому вагу займають витрати, дозволяє визначити коефіцієнт кореляції. Його можна обчислити по формулі:
r =
 (6.4)
(6.4)
де
S(xx) =
![]() =
=
 ;
1000 (6.5)
;
1000 (6.5)
S(yy) =
 ;
(6.6)
;
(6.6)
S(xy) =
 ;
(6.7)
;
(6.7)
де n – число пар даних;
S(xy) називається ковариацией.
Коефіцієнт кореляції може приймати значення від -1 до +1, тобто
-1 ? r ? 1.
При r близькому до | 1 | можна говорити про високий ступінь тісноти зв'язку між досліджуваними змінними і навпроти: при r близькому до 0 кореляція між ними виразима слабо. Якщо r=| 1 |, всі крапки на діаграмі розсіювання будуть лежати на прямой. Така залежність називається функціональною, коли r = 0, кореляційний зв'язок між показниками чинника і результативного відсутній. Знак “+” або “-” говорить про напрям зв'язку – прямому або зворотному.
По приведених формулах (6.4-6.7) знайдемо за даними табл. 6.6 коефіцієнт кореляції. Додаткові необхідні розрахунки приведемо в табл. 6.10. Тоді, підставивши отримані значення, будемо мати:
S (xx) =
![]() ,
,
S (yy) =![]() .
.
S (xy) =
![]() .
.
Звідси:
r =
 .
.
Значення r, рівне +0,758, свідчить про наявність високої позитивної кореляції між упаковкою товару, що є одним з показників його якості і ціною на нього, в якій втілені витрати на товар.
Таблиця 6.10
Показники для розрахунку коефіцієнта кореляції
X |
X2 |
У |
Y2 |
XY |
|
||||
1 2 2 3 4 5 3 4 5 2 3 3 5 6 6 3 1 5 5 5 3 4 5 4 3 4 5 6 4 5 |
1 4 4 9 16 25 9 16 25 4 9 9 25 36 36 9 1 25 25 25 9 16 25 16 9 16 25 36 16 25 |
4 4 4,5 4,5 6 8 5,5 5,5 5,5 5 5 5 7 7 7,5 4 4,5 6 6 7,5 5,5 5,5 5,5 4,5 6,5 6,5 6,5 8 5 5 |
16 16 20,25 20,25 36 64 30,25 30,25 30,25 25 25 25 49 49 56,25 16 20,25 36 36 56,25 30,25 30,25 30,25 20,25 42,25 42,25 42,25 64 25 25 |
4 8 9 13,5 24 40 16,5 22 27,5 10 15 15 35 42 45 12 4,5 30 30 37,5 16,5 22 27,5 18 19,5 26 32,5 48 20 25 |
|||||
? 116 |
506 |
170,5 |
1008,75 |
695,5 |
|||||
Одним з методів, що дозволяють проаналізувати зміну витрат, пов'язаних із зміною якості продукції є індексний метод. Складність його застосування до даного предмету дослідження полягає в том, що обидві ознаки повинні бути виразимі кількісно. Якість же, не завжди має кількісне значення і може описуватися словесно, наприклад: продукція придатна і не пройшла сертифікацію, відповідна і не відповідна технічним умовам і ін.
Якщо показники якість мають числові характеристики, при пост 1000 роїнні індексів їх можна використовувати як терези витрат. Інакше терезами може служити кількість елементів конструкції виробу, кількість деталей, вузлів, виробів.
В табл. 6.11 приведені дані про заплановану і фактичну вартість сталевого листа, що використовується для виробництва труб, турбін і т.д. Покажемо розрахунок їх зміни.
Таблиця 6.11
Вартість сталевого листа для виробу
За планом |
Фактично |
|
|||
Товщина листа, мм |
Вартість листа за планом, ден. ед. |
Товщина листа, мм |
Вартість листа фактично, ден. ед. |
||
4,62 4,50 4,43 4,81 4,12 4,01 3,88 3,67 3,30 3,21 |
42 42 44 42 44 44 46 46 48 48 |
3,05 3,16 2,28 2,71 2,62 2,53 2,24 2,02 1,95 1,83 |
48 48 50 50 50 50 52 52 52 52 |
||
? 40,55 |
446 |
24,97 |
504 |
||
Загальна фактична зміна витрат на дану сировину в порівнянні з планом складає без урахування зміни його витрати
504 / 446 = 1,1300 або 113%.
Витрати зросли на 13%. Проте з таблиці видно, що унаслідок зменшення товщини сталевого листа на виготовлення виробу його потрібний менше на
24,97 / 40,55 * 100% – 100% = 62,39%.
Розрахуємо індекс витрат з урахуванням якості і проаналізуємо вплив на нього обох чинників: зміни витрати нової сировини і його вартості.
 ,
,
де
ІЗК – індекс витрат з урахуванням якості;
qН.К. – витрата нового по якісних характеристиках сировини, натури. ед.;
qС.К. –расход старого по якісних характеристиках сировини, натури. ед.;
zН.К. –затраты (вартість) нової сировини, ден. ед.;
zС.К. –затраты (вартість) старої сировини, ден. ед.;.
 –
індекс,
що ураховує
зміну якості сировини, без зміни його
вартості;
–
індекс,
що ураховує
зміну якості сировини, без зміни його
вартості;
 –
індекс,
що ураховує
зміну витрат
на продукцію, з
урахуванням
зміни якості сировини.
–
індекс,
що ураховує
зміну витрат
на продукцію, з
урахуванням
зміни якості сировини.
Тоді для нашого прикладу:
![]()
![]() або
69,662%.
або
69,662%.
Таким чином, з урахуванням споживання більш якісної сировини індекс витрат з урахуванням якості склав 69,662%, тобто витрати знизилися в порівнянні з планом на
100,0 – 69,662 = 30,338%.
За рахунок зниження витрати високоякісної листової сталі, в порівнянні із запланованою, зміна склала:
![]()
 або
61,446%.
або
61,446%.
Таким чином, зниження склало:
61,446 – 100 = 38,554%.
Зміна ж вартості нового якісного матеріалу, викликана підвищенням трудомісткості його обробки і оплати трудовитрат, дорівнює:
![]() або
113,371%
або
113,371%
або
113,371 – 100 = 13,371%.
Перевірка:
0,61446 * 1,13371 = 0,69662
що підтверджує правильність виконаних обчислень.
Для
оцінки якості і конкурентоспроможності
виробу можливо застосування
методу бальної оцінки. Відповідно до
нього кожному якісному параметру виробу
виставляється бал з
облік
1000 ом значущості цього параметра для
виробу в
цілому
і вибраній для оцінки шкали – 5-ти,
10-ти,
100-бальній. Після
цього визначається середній бал виробу,
що характеризує рівень його якості в
балах. Шляхом розподілу
ціни виробу на середній бал обчислюють
вартість одного середнього бала (![]() ):
):
![]() ,
,
де
Р – ціна виробу;
![]() –
середній
бал виробу з
урахуванням
параметрів його якості.
–
середній
бал виробу з
урахуванням
параметрів його якості.
Подібний розрахунок доцільно проводити при порівняльному аналізі виробів для вирішення питання про їх запуск у виробництво або ефективність пропонованих якісних удосконалень.
До параметрів якості можна відносити як техніко-економічні параметри, так і естетичні, органолептические властивості, відповідність моді і т.п. для розрахунку ціни нової продукції можна використовувати наступну формулу:
![]() ,
,
де
РН – ціна нової продукції, ден. ед.;
Рб – ціна базової продукції, ден. ед.;
Бб – сума балів, що характеризують параметри якості базової продукції;
БН – сума балів, що характеризують параметри якості нової продукції;
![]() –
середня
ціна одного бала, що характеризує
параметри якості базової продукції.
–
середня
ціна одного бала, що характеризує
параметри якості базової продукції.
Аналогічний балльной оцінці метод питомої ціни. Він полягає у визначенні ціни на основі розрахунку вартості одиниці основного параметра якості: потужності, продуктивності і т.д. Для розрахунку використовується формула:
![]() ,
,
звідки
![]() ,
,
або
![]() ,
,
де
ПН –значение основного параметра якості базового виробу в балах;
Пб – значення основного параметра якості нового виробу в балах;
![]() –
співвідношення
(перевага) основних параметрів якості
нового і базового виробу;
–
співвідношення
(перевага) основних параметрів якості
нового і базового виробу;
![]() –
питома
ціна одиниці основного параметра якості
базового виробу, ден.
ед.
–
питома
ціна одиниці основного параметра якості
базового виробу, ден.
ед.
На практиці для вирішення питання про вибір виробу для запуску у виробництві повинні проводитися всі види проектного аналізу: комерційний, технічний, організаційний, соціальний, екологічний і економічний для чого слід застосовувати всі доступні в кожній конкретній ситуації методи. Тільки такий аналіз може вважатися повноцінним і дати об'єктивний результат для ухвалення управлінського рішення.
В деяких галузях промисловості, пов'язаних з особливими умовами виробництва і вимогами до якості продукції, наприклад, в електронній, як правило, не досягається стовідсотковий випуск годних виробів. Підприємства таких галузей в планах передбачають технологічні втрати, що ураховують цей відсоток. При підвищенні фактичного виходу годних виробів знижуються витрати на технологічні втрати.
Фактичний вихід годних визначається по формулі:
 ,
,
де
qr – кількість виробів, виготовлених в звітному періоді відповідно до науково-технічної документації і зданих на склад;
qk – кількість комплектів деталей і складальних одиниць, що поступили в звітному періоді на операцію, прийняту для даного виду виробів при визначенні величини технологічного виходу як початкової операції.
? Нn – зміна суми залишків незавершеного виробництва на початок і кінець звітного періоду, приведених до початкової операції.
Тоді величина
100% – ВГ.Ф.
буде відповідати відсотку витрат на продукцію, що не задовольняє ТУ.
Узагальнюючий показник якості можна обчислити по формулі:

де
Кk – коефіцієнт якості;
Сб – вартість забракованої в процесі виробництва продукції, ден. ед.;
Сд – вартість дефектної продукції, за яку по рекламаціях сплачений штраф, ден. ед.;
Сг – вартість продукції, підданої гарантійному ремонту, ден. ед.;
Сф – вартість продукції, фактично реалізованої за звітний період, ден. ед.
Чим ближче величина коефіцієнта якості до нуля, тим краще працює підприємство.
6.4. Аналіз браку і втрат від браку
Політика підприємства повинна бути спочатку націлена на високу якість продукції. Проте брак, що є його протилежністю, може виникнути на будь-якому підприємстві. Його необхідно ураховувати.
Брак може бути знайдений на самому підприємстві-виробнику продукції і за його межами. Виявився у сфері реалізації або в процесі використовування продукції брак, свідчить як про погану її якість, так і про якість роботи підприємства. Він називається рекламацією.
Рекламації порівнюють по вартість і по кількості з минулим періодом. Їх розраховують на 100, 1000, 10000 виробів залежно від об'єму виробництва. Поява рекламацій завдає виробнику не тільки матеріального, але і морального збитку, позначаючись на його репутації.
При аналізі браку розраховують абсолютні і відносні показники.
Абсолютний розмір браку є сумою витрат на остаточно забраковані вироби і витрат на виправлення поправного браку (Аб).
Абсолютний розмір втрат від браку одержують відніманням з абсолютного розміру браку вартості браку за ціною використовування, суми утримань з осіб-винуватців браку і суми стягнень з постачальників за поставку неякісних матеріалів (АП.б.).
Як правило, Аб ? АП.б.
Відносні показники розміру браку і втрат від браку розраховують процентним відношенням абсолютного розміру браку або втрат від браку відповідно до виробничої собівартості товарної продукції.
Розглянемо приклад:
Таблиця 6.12
Розрахунок показників браку
NN п/п |
Показник, ден. ед. |
Попередній рік |
Звітний рік |
||
1 2 |
Собівартість остаточного браку Витрати по виправленню браку |
20 000 10 000 |
24 000 7 500 |
||
3 |
Абсолютний розмір браку (стр.1 + стр.2) |
30 000 |
31 500 |
||
4 5 6 |
Вартість браку за ціною використовування Суми, утримані з осіб-винуватців браку Суми, стягнуті з постачальників |
6 000 – – |
6 500 1 500 8 000 |
||
7 |
Абсолютний розмір втрат від браку (стр.3 + стр.4 - стр.5 - стр.6) |
24 000 |
14 700 |
||
8 |
Валова (товарна) продукція за виробничою собівартістю |
400 000 |
420 000 |
||
9 |
Відносний розмір браку (стр.3 / стр.8 * 100%) |
7,5 |
7,5 |
||
10 |
Відносний розмір втрат від браку (стр.7 / стр.8 * 100%) |
6,0 |
3,5 |
||
З табл. 6.12 можна зробити висновок, що основною причиною браку з'явилася поставка неякісної сировини або інших видів матеріальних ресурсів. В звітному рік 1000 у, грунтуючись на досвіді попереднього періоду, виробник склав договір на поставку матеріалів, що передбачає компенсацію у разі їх низької якості, яка і дозволила скоротити абсолютний розмір втрат від браку на
(24 000 – 14 700) = 9 300 ден. ед.
або на
38,75% (![]() * 100%).
* 100%).
Відносний розмір втрат від браку знизився на
6,0 – 3,5 = 2,5%.
Визначимо вартість годної продукції, яка могла б бути отримана за відсутності браку (? q). Для цього слідує фактичний об'єм товарної продукції в планових цінах (q1Pпл) помножити на частку остаточного браку виробничої собівартості (dо.б.).
Або:
? q = q1Pпл * dо.б..
Хай для нашого прикладу q1Pпл = 500 000 ден. ед.
Тоді:
? q = 500
000 *
![]() =
28571,4 ден.
ед.
=
28571,4 ден.
ед.
Менеджери повинні рекомендувати керівництву фірми знайти підприємство, що поставляє більш якісну сировину для даного виробництва.
І аналіз браку, знайденого на підприємстві, і аналіз реклмаций слід проводити із їх причин:
виробничо-технологічним;
конструктивних недоліків;
якості сировини і комплектуючих виробів;
з вини робочих;
готуємо.
Це дозволить більш точно визначити розмір надмірно витрачених засобів і шляху зниження витрат на забезпечення якості продукції.
6.5. Економічна ефективність нової продукції
Виробництво продукції більш високої якості в порівнянні із замінюваною повинне супроводитися і підвищенням ефективності виробництва за рахунок зниження витрат.
Методи розрахунку економічної ефективності можна укрупняє класифікувати по чотирьох основних напрямах.
Перший напрям. Воно включає застосування нових технологічних процесів, механізації і автоматизації виробництва нових способів організації виробництва і праці, вдосконаленої технології, забезпечуючих підвищення якості продукції при одночасній економії виробничих ресурсів, при випуску однієї і тієї ж продукції.
В цьому випадку розрахунок річного економічного ефекту проводиться по формулі:
Е = (З1 - З2) * В2
де
Е – річний економічний ефект, ден. ед.;
З1 і З2 – приведені витрати одиниці продукції (роботи), вироблюваної за допомогою базової (1) і нової (2) техніки, ден. ед.;
В2 – річний об'єм виробництва продукції (роботи) за допомогою нової техніки в розрахунковому році, натуральних одиниць.
Розрахунки зниження собівартості продукції повинні ураховувати тільки ті витрати, які змінюються у зв'язку з виробництвом і використовуванням нової техніки.
Якщо нова техніка підвищує продуктивність, одночасно знижуючи невигідні витрати (цехові і загальнозаводські), їх економія знаходиться прямим рахунком по статтях витрат, що змінюються.
У разі, коли нова технологія відрізняється від базової тільки зміною однієї або декількох операцій, річний економічний ефект розраховується з допомогою порівняння елементів витрат, що змінюються на цих операціях.
Другий напрям організаційно-технічних заходів, що проводяться, включає виробництво і використовування нових засобів праці довготривалого застосування (машини, устаткування) з поліпшеними якісними характеристиками (продуктивність, довговічність, витрати експлуатації і т.д.).
Третій напрям включає виробництво і використовування нових або вдосконалених предметів праці, до яких відносяться такі матеріальні ресурси, як матеріали, сировина, паливо, а також засоби праці з терміном служби менше одного року.
Четвертий напрям оргтехмеро с87 приятий, що проводяться, включає виробництво і використовування нової техніки, що не мають аналога, а також нової продукції і продукції підвищеної якості (з більш високою ціною) для задоволення потреб населення або цієї продукції, розробленої на основі НДР і ДКР.
Розрахунок річного економічного ефекту має широке застосування в практиці економічних розрахунків. Його величина показує загальну економію річних витрат по порівнюваних варіантах. Методи розрахунку величини річного економічного ефекту розрізняються залежно від показників, що характеризують об'єкт нової техніки як у сфері виробництва, так і у сфері використовування.
В кожному з розглянутих вище чотирьох напрямів упровадження у виробництво інноваційних досягнень в області науково-технічного прогресу є своя специфіка, яка і ураховується в розрахунку показника річного економічного ефекту.
Разом з іншими показниками річний економічний ефект є одним з основних елементів розрахунку економічної ефективності капітальних вкладень і нової техніки.
Як показників ефективності достатньо широко застосовують систему показників рентабельності, обчислюваних як відношення в загальному виді прибутку до витрат. Причому залежно від цілей дослідження чисельник і знаменник цього дробу можуть деталізуватися, що, у свою чергу, дозволяє провести аналіз показника рентабельності чинника, на базі якого була проведена деталізація
Висновки
1.Обеспечение якості продукції пов'язано з витратами.
2.Все етапи діяльності сучасних фірм включають елементи управління витратами.
3.В залежність від цілей, задач аналізу витрат на якість і можливостей отримання необхідної інформації методи управління витратами можуть бути різні. На це впливає і проходження продукцією певного етапу діяльності підприємства.
5.На етапах проектування, технологічного планування, підготовки і освоєння виробництва доцільно застосування функціонально-вартісного аналізу.
6.Политика підприємства повинна бути націлена на високу якість. Брак, що є його протилежністю, може виникнути на будь-якому підприємстві. Його треба ураховувати.
РОЗДІЛ 7. УПРАВЛіцння ВІТРАТАМІ НА ЯКІСТЬ У ПРОЦЕСІ ЗДІЙСНЕННЯ ПРОЕКТНОГО АНАЛІЗУ
7.1. Склад проектного аналізу
Аналіз будь-якого інноваційного проекту складається з декількох етапів і включає ряд розділів. Вони можуть розрізнятися залежно від принципу класифікації.
Наприклад, за часом проведення проектний аналіз можна розділити на:
попередній;
поточний;
подальший.
Попередній аналіз є найвідповідальнішим. Виявлені і виправлені на даному етапі помилки не несуть істотної шкоди підприємству, оскільки фінансовий збиток буде обмежений сумою коштів, що затрачують, наприклад, на розробку виробу, технологій, дослідження ринку збуту.
Поточний аналіз здійснюється вже в процесі виготовлення нової продукції. До цього етапу підприємство затрачує на новий проект значно більше засобів, чим до його запуску у виробництві. Вони включають, окрім перерахованих, витрати на оснащення, закупівлю необхідних основних фундацій (устаткування, інвентаря, інструментів і т. д.), матеріальних ресурсів (основних і допоміжних матеріалів, комплектуючих виробів і т.п.), витрати на оплату праці (заробітна платня з нарахуваннями) і ін.
Якщо вироблюваний інноваційний продукт не відповідає вимогам, що пред'являються до його якості, то виникають наступні ситуації:
1) товар залишився у виробника, але є можливість його реалізації іншому покупцю:
а) за тією ж ціною. Тоді понесені витрати будуть компенсовані повною мірою і підприємство отримає запланований прибуток;
б) за ціною, що понизила. Розмір фактичного прибутку від реалізації даної продукції може виявитися менше заплановану або її може не бути зовсім, або понесені витрати не будуть компенсовані повністю залежно від величини зниження ціни;
в) реалізація за запланованою або зниженою ціною, але додаткові витрати на виправлення барка або доведення виробу до проектного рівня якості. Розмір прибутку знаходиться в залежності від величини додаткових витрат;
2) товар у виробника, але унаслідок його низької якості, можливість реалізації відсутня:
а) продаж за ціною можливого використовування. В цьому випадку трохи компенсуються витрати на виробництво;
б) реалізація матеріалів, що утилізували. Додаткові витрати на утилізацію і деяка компенсація засобів, що затрачують.
Звідси очевидно велике значення безперервного поточного аналізу продукції, особливо новій, і її реалізації на споживацькому ринку.
Останній етап тимчасового аналізу – подальший аналіз здійснюється, як правило, після закінчення звітного періоду, наприклад, роки. На ньому підводиться підсумок діяльності за період. Виявляються причини і чинники як негативних (низької якості), так і позитивних (відповідність стандартам, ТУ, світовому рівню) результатів для їх уникнення надалі або використовування їх впливу на підвищення якості продукції і зниження витрат.
Знайдена на даному етапі неякісна продукція завдає виробнику найбільшого збитку. Він складається з величини виробничої собівартості, комерційних витрат, витрат на гарантійний ремонт або заміну неякісної продукції, оплату штрафів і неустойок (якщо вони передбачені договором поставки). Реальний збиток більше матеріального унаслідок дії морального чинника, що наносить виробнику велика шкода. В перспективі ж тривале виробництво низькоякісного виробу приведе до падіння попиту на продукцію фірми.
Комплексний підсумковий проектний аналіз необхідно розділити на етапи – контрольні крапки. Це дозволить своєчасно виявити негативні ситуації і тенденції і уникнути підвищення витрат фірми і ризику банкрутства.
З погляду об'єкту проектний аналіз якості виробів може характеризувати різні його сторони. Тоді склад аналізу буде, наприклад, наступним:
1. Комерційний.
2. Технічний.
3. Організаційний.
4. Соціальний.
5. Екологічний.
6. Економічний.
Ці види повинні бути обов'язково присутні при аналізі якості нової продукції. Вони дозволяють побачити її з різних сторін і позицій. Наприклад:
з боку можливості збуту і потреби в ньому ринку;
з позиції його технічних переваг і вигоди в порівнянні з аналогами або його технічної новизни;
з погляду можливості його організаційного здійснення;
з позиції його соціальної значущості для даного підприємства, споживача, регіону, галузі і держави в цілому;
з боку екологічних наслідків здійснення даного проекту для регіону, в якому розташовується підприємство-виробник, або споживачів нової продукції;
з погляду його економічної вигоди для виробника і споживача.
Подібний аналіз проводиться за допомогою кількісних і якісних, формальних і неформальних методів і прийомів, властивих кожному конкретному вигляду.
В організаційному, соціальному і екологічному широко використовується якісний підхід і неформальні методи. Це не виключає застосування розрахункових прийомів для обчислення необхідних показників і графічного методу.
Комерційний і технічний види аналізу базуються на поєднанні якісного і кількісного підходів із застосуванням і неформальних, і формальних методів, а також графічного.
В економічному аналізі, заснованому переважно на методах кількісного аналізу, широко використовується якісний підхід, тобто в ньому поєднуються як формальні, так і неформальні методи з перевагою перших. Для ілюстрації результатів і як засобу порівняльного аналізу широко застосовується графічний метод.
Наявність і поєднання підходів і методів залежить від ряду причин. Основними з них є:
цілі і задачі аналізу;
наявність і особливості інформаційної бази аналізу;
наявність технічної бази і програмного забезпечення. Види проектного аналізу нової продукції і її якості і відповідні їм методи представлені в табл. 7.1.
Таблиця 7.1
Види і методи проектного аналізу нової продукції
Методи аналізу Види аналізу |
Формальні |
Неформальні |
|||||||||||||||||||||
|
А |
БИ |
А |
БИ |
|||||||||||||||||||
Комерційний |
|
+ |
|
+ |
|||||||||||||||||||
Технічний |
|
+ |
|
+ |
|||||||||||||||||||
Організаційний |
|
|
+ |
|
|||||||||||||||||||
Соціальний |
|
|
+ |
|
|||||||||||||||||||
Екологічний |
|
|
+ |
|
|||||||||||||||||||
Економічний |
+ |
|
|
+ |
|||||||||||||||||||
А – варіант переважного використовування методів даної групи;
Би – часткове або сполучне використовування методів даної групи;
Знання особливостей методичного забезпечення аналізу дозволить до його початку підібрати персонал відповідного професійного рівня, підготувати технічну базу, її програмне забезпечення і інший інструментарій, без якого неможлива всестороння розробка нового якісного, особливого складного в технічному відношенні інноваційного виробу і його техніко-економічного обгрунтовування
7.2. Загальна характеристика виробу .Описапие особливостей і функціональних характеристик виробу
7.3. Комерційний аналіз
Ціль комерційного аналізу полягає по суті в оцінці пропонованої ринку продукції кінцевими споживачами.
Вирішувані при цьому задачі в загальному вигляді можна звести до наступних:
маркетинг;
джерела і умови ресурсного забезпечення;
умови збуту;
можливість зворотного зв'язку із споживачем продукції.
Для управління якістю продукції особливо важливо рішення останньої задачі. Наприклад, відсутність попиту на нову продукцію може бути обумовлене не її якістю безпосередньо, а характером упаковки, ціною товару, виявивши причину в процесі оперативного комерційного аналізу шляхом опиту або анкетування споживачів, можна швидко усунути негативну причину: змінити упаковку, знайти шляхи зниження витрат і ціни.
Звичайно характер інформації дозволяє провести як якісний, так і кількісний комерційний аналіз.
Для оцінки конкурентоспроможності виробів можливо використовування методу балльной оцінки. Порівняємо основні технічні характеристики якості широкополостного генератора частоти, що гойдається, що перекриває три діапазони частот, (ГКЧ) з генератором традиційного типу (ПГ) Дані для оцінки конкурентоспроможності нового пристрою приведені в табл. 7.2.
Таблиця 7.2
Технічні параметри виробів для оцінки їх конкурентоспроможності
Вид продукції |
Кількість діапазонів |
Надійність в роботі |
Потужність |
Якість відтворення |
Середній бал |
||||||||||
ГКЧ ПГ |
3 3 |
5 3 |
5 4 |
5 4 |
4,5 3,5 |
||||||||||
Вага % |
20 |
20 |
20 |
40 |
4 100 |
||||||||||
Дані табл. 14 в балах отримані експертним методом з урахуванням вимог зарубіжних аналогів до якості приладів такого типу.
Середній бал розрахований по формулі середній арифметичній простій, але при більшому числі параметрів якості доцільно використовувати формулу середній арифметичній зваженій.
В ідентичності результатів переконаємося на нашому прикладі:
![]() ;
;
![]() ,
,
де
![]() –
середній
бал, розрахований по формулі простій
середньої арифметичної;
–
середній
бал, розрахований по формулі простій
середньої арифметичної;
Би – бал по кожному параметру якості;
n – число параметрів;
![]() –
середній
бал, розрахований по формулі середній
арифметичній зваженій;
–
середній
бал, розрахований по формулі середній
арифметичній зваженій;
f – частота повторення балів;
![]() –
сума
частот (кількість параметрів).
–
сума
частот (кількість параметрів).
Тоді:
![]() ;
;
![]() .
.
Аналогічно і по інших розрахунках.
Середній бал технічних параметрів узятих для оцінки конкурентоспроможності, по ГКЧ на 1 або на
![]() *
100% – 100% = 28,6%
*
100% – 100% = 28,6%
перевищує даний показник у ПГ і на 0,5 бала вище за загальний середній показник. Це свідчить про більшу конкурентоспроможність генератора частоти, що гойдається, з приміненням варикана в технічному відношенні в порівнянні з генератором традиційного типу.
Даний метод кількісної оцінки конкурентоспроможності продукції грунтується на параметричному підході і здійснюється у декілька етапів.
На розглянутому першому етапі порівнюваним параметрам якості (якісним характеристикам виробу) експертним шляхом привласнюються бали по п'ятизначній, наприклад, шкалі. Потім за допомогою абсолютних і відносних величин порівнюються отримані середні бали.
Подальші етапи порівняння більш широкого круга технічних параметрів і вартісна оцінка балів будуть розглянуті в параграфі 7.4.
Для забезпечення зворотного зв'язку слід розробити запитальники і анкети, що містять відомості про задоволеність і побажання споживачів щодо якості виробу. Ці відомості збираються і обробляються персоналом комерційних служб підприємств для ухвалення рішення про удосконалення продукції.
При проведенні повного комерційного аналізу необхідно вирішити всі задачі, відзначені на початку даного розділу.
7.4. Технічний аналіз
В рамках технічного аналізу інноваційних проектів необхідно вивчити:
технико-технологічні альтернативи;
варіанти місцеположення виробництва;
терміни реалізації проекту і його фаз;
доступність і достатність джерел сировини, робочої сили і інших споживаних ресурсів;
графіки проекту.
Всі ці питання слід вивчити на стадії предынвестиционного дослідження при розробці короткого техніко-економічного обгрунтовування, повного техніко-економічне обгрунтовування і при розробці робочої документації.
Вивчення технико-технологічних альтернатив торкається перш за все порівняння параметрів нового і замінюваного їм виробу. Таке порівняння можна провести за допомогою якісного або кількісного підходу залежно від наявності інформації. В умовах комерційної і технико-технологічної таємниці якісний підхід є переважаючим. Проте, це не виключає можливості застосування параметричних підходів, аналогічних тим, які застосовуються в ціноутворенні і при оцінці конкурентоспроможності продукції. Причому, останню можна розглядати як частину технічного аналізу.
Для порівняння виробу нового старого типу в технічному відношенні можна запропонувати наступні технічні параметри:
1. Габарити.
2. Спосіб перебудови.
3. Стійкість до механічних дій.
4. Трудомісткість.
5. Область застосування.
Експертним шляхом оцінимо значущість перерахованих параметрів і результати оформимо в таблиці 7.3.
Таблиця 7.3
Технічні параметри виробів
Вид продукції |
Технічні параметри |
Середній |
|
||||||||||||||||||
|
Габарити |
Спосіб настройки |
Стійкість до хутро. возд. |
Трудомісткість |
Область застосування |
бал |
|||||||||||||||
ГКЧ ПГ |
5 2 |
5 1 |
5 4 |
4 3 |
4 2 |
4,6 2,4 |
|||||||||||||||
Вага показника % |
35 |
10 |
20 |
15 |
20 |
3,5 100 |
|||||||||||||||
Перевищення середнього бала ГКЧ в порівнянні з ПГ в
![]() =
1,92 рази
=
1,92 рази
підтверджує величезні переваги продукції на основі вариканов.
Якісний аналіз перерахованих параметрів ще раз підтверджує переваги нового виробу, оскільки воно:
в сотні разів менше замінюваного;
перебудовується не механічно, а електрично;
більш стійко до механічних дій;
менш трудомістко при монтажі в схемах;
має більш широку область застосування.
Для наочності представимо дані таблиці 15 графічно (мал. 7.1).
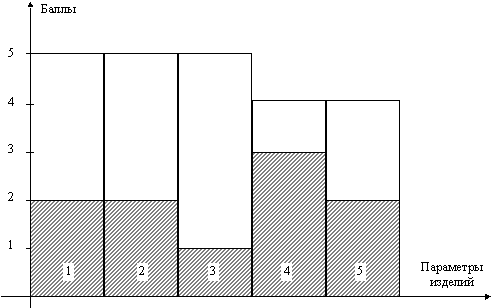
Рис. 7.1. Співвідношення технічних параметрів генераторів частоти, що гойдається, і змінних генераторів в балах
Умовні позначення:

1 – габарити; 2 – спосіб настройки; 3 – стійкість до механічних дій; 4 – трудомісткість; 5 – область застосування.
7.5. Організаційний, соціальний, екологічний і економічний аналіз
Організаційний аналіз
Організаційний аналіз виконується для оцінки внутрішніх і зовнішніх умов реалізації нового інноваційного проекту. До внутрішніх відносяться умови, залежні від діяльності самого підприємства; зокрема:
особливості управління;
організаційні структури;
планування;
комплектування і навчання персоналу;
координація діяльності;
інформаційне забезпечення.
До зовнішніх відносяться політична, правова, загальноекономічна і науково-технічна (потенціал, потреба і т. п.) обстановка в суспільстві і регіоні Основними задачами організаційного аналізу є:
1. Визначення задач і дій учасників проекту щодо політичної і правової обстановки.
2. Оцінка управління і організаційних структур підприємства з позиції їх відповідності задачам проекту.
3. Аналіз забезпеченості проекту ресурсами і необхідності перебудови цього забезпечення, підвищення кваліфікації персоналу.
4. Вибір оптимальних управлінських рішень при виявленні негативних організаційних умов реалізації інноваційного проекту.
Організаційний аналіз в умовах ринкової економіки істотно відрізняється від аналізу організації упровадження нового виробу в умовах директивної економіки.
Ці відмінності обумовлені політичними, правовими і економічними умовами, що змінилися. Підприємство самостійно може формувати систему управління, організаційні структури, плани і т.п.
В цьому значенні ризик діяльності підприємства істотно зростає. Проте, ризик підприємства ТОРИ вельми невисокий. Це пов'язано перш за все із стабільністю його юридичного статусу. Як оборотне підприємство ТОРИ не підлягає приватизації. Для реалізації нового проекту не потрібна організаційна перебудова Тора або створення нових науково-виробничих структур. Кадрова проблема на підприємстві, як вже наголошувалося, відсутня. Даний проект не вимагає перепідготовки кадрів.
Таким чином, негативні організаційні умови реалізації даного проекту на етапі предынвестиционного аналізу не виявлені.
Соціальний аналіз
Ціллю соціального аналізу є визначення придатності проекту для його споживачів. За допомогою соціального аналізу повинна бути забезпечена можливість взаємодії між виробником і користувачем даної продукції в цілях просування даного товару і розширення об'єму його виробництва в перспективі.
Соціальний аналіз сосредотачивает своя увага на чотирьох основних аспектах:
1. Соціокультурні і демографічні характеристики населення, що зачіпає проектом.
2. Організація населення в районі дії інноваційного проекту, наявність робочої сили.
3. Прийнятність проекту для місцевої культури (наукового потенціалу).
4. Стратегія забезпечення необхідних зобов'язань від груп населення і організацій, що користуються даним проектом (його результатами).
Соціальний аналіз проводиться з використанням якісного підходу.
В процесі соціального аналізу були виявлені деякі негативні тенденції щодо демографічних характеристик населення. В селищі, де розташовано підприємство змінився віковий склад населення у бік збільшення старших вікових груп. Це означає, що резерв робочих кадрів зменшився. Більш того, для забезпечення якості продукції на операціях по виготовленню варикапов і ГКИ використовується, в основному, жіноча праця до 28-річного віку, що пов'язано з професійною специфікою (потрібна висока гострота зору і точні "жіночі" ручки).
Отже, кадрові служби повинні провести набір кадрів з так специфічними вимогами в Москві, найближчих селищах, скориставшись для цього картотеками відділів кадрів родинних не завантажених в даний час підприємств.
Оскільки продукція може бути використана в засобах зв'язку (телефони, у тому числі стільникові), радіотехніки, медичної техніки (кардиостимуляторы) можливо залучення інвесторів з числа зацікавлених організацій і фізичних осіб. Унаслідок застосування нових генераторів в телефонному зв'язку поліпшується якість послуги даного вигляду, що може стимулом інвестування засобів в розвитку даного виробництва і поліпшення інфраструктури, йому сприяючій, для місцевих властей.
Екологічний аналіз
Екологічний аналіз в даний час займає особливе положення зважаючи на різке погіршення загальної екологічної обстановки.
Його задачею є виявлення потенційного збитку навколишньому середовищу, що наноситься інвестиційним проектом на всіх його стадіях, а також мер, необхідних для запобігання цього збитку.
Оскільки даний проект здійснюється на базі діючого п 1000 редприятия, він не вимагає додаткових капітальних вкладень в нове будівництво і з цієї сторони не піддає руйнуванню навколишнє середовище.
В порівнянні з колишнім виробництвом в переобладнаному цеху виробництв вариконов є "чистим" виробництвом і екологічно безпечно.
Збірка генераторів ГКЧ використовує матеріали і комплектуючі також нешкідливі для людини і навколишнього Середовища.
З урахуванням зменшення об'ємів сировини і підвищення рівня чистоти виробництва дана продукція є для підприємства більш переважної в порівнянні з тією, що знімається з виробництва.
Економічний аналіз
Економічний аналіз є найважливішою складовою частиною і системи управління якістю, і проектного аналізу. І в тому, і в іншому випадку обгрунтовується доцільність і ефективність розробки і упровадження у виробництво продукції, якість якої повинна відповідати певним стандартам і задовольняти споживача.
В процесі економічного аналізу визначаються джерела фінансування нового проекту, витрати на його упровадження і ефективність його реалізації.
Одним з непрямих показників ефективності можна рахувати вартість одиниці якості продукції. Розрахуємо її для нашого прикладу.
Хай ціна генератора частоти, що гойдається, з приміненням варикана складає 120 ден. ед., а ціна змінного генератора – 400 ден. ед.
Тоді вартість одного середнього бала одиниці якості буде рівна:
![]() 26,67
ден.
ед.
26,67
ден.
ед.
![]() ден.
ед.
ден.
ед.
Таким
чином при різниці по параметрах якості
в 1 бал (4,5 – 3,5) на користь генератора
частоти, що стосується, ціна одного
середнього бала змінного
генератора обходиться значно вище, ніж
ціна середнього бала генератора частоти,
що гойдається. Різниця в ціні (![]() )
складає:
)
складає:
![]() ден.
ед.
ден.
ед.
або
 .
.
Отже, якість генератора ПГ більш, чим в 4 рази (4,286) або на 328,6% дорожче, ніж якість ГК4. Цим ще раз доводиться більш висока конкурентоспроможність нового виробу на базі застосування в його конструкції варикапов.
Підтвердимо цей висновок визначивши ціну нового виробу скориставшись балльным методом за даними табл. 14
![]() ден.
ед.
ден.
ед.
Таким чином, по методу балльной оцінки без урахування витрат на виробництво і лише на основі параметрів якості ціна ГКЧ з використанням варикапов повинна була б скласти 514,29 ден. ед., а не з 120 ден. ед., з урахуванням витрат на його виробництво, що майже в 4 рази нижче за балльной ціну і є додатковим доказом конкурентоспроможності нової продукції.
Розрахуємо вартість одиниці основного параметра якості по методу питомої ціни. В основний параметр приймемо "якість відтворення". За даними табл. для ГКЧ воно складає 5 балів, а для ПГ – 4 бали. Виходячи з цього:
![]() ден.
ед.
ден.
ед.
або
![]() ден.
ед.
ден.
ед.
Звернемо увагу на близькість цін, обчислених по методах балльной оцінки і питомої ціни. Проте їх істотна відмінність від ціни, що базується на собівартості, дозволяє зробити наступний висновок: параметричні методи ціноутворення, до яких відносяться методи балльной оцінки і питомої ціни, повинні швидше служити для оцінки конкурентоспроможності продукції, а не для ціноутворення без урахування фактичних витрат на виробництво і реалізацію продукції. Інакше завишена ціна може стати анти-стимулом попиту на неї і продукція буде неконкурентоздатна за ціною.
Результати виконаних розрахунків і їх аналіз повністю підтверджують цей висновок і дозволяє судити про високу конкурентоспроможність варикапов і їх використовування в складній технічній продукції для підвищення її якості і зниження витрат на е fc9 е виробництво і ціни.
Визначення річного економічного ефекту грунтується на зіставленні приведених витрат по базовому і новому варіанту виробів. Воно розрізняється залежно від специфіки продукції і умов виробництва [10;12].
Висновки
Однією з проблем якості є управління витратами на нього в процесі реалізації інноваційних проектів.
В управлінні витратами на якість в сучасній теорії і практиці застосовують проектний аналіз.
За часом проведення проектний аналіз ділиться на: попередній, поточний, подальший.
Залежно від об'єкту проектний аналіз якості виробів може характеризувати різні сторони Тоді виділяють наступні види аналізу: комерційний, технічний, організаційний, соціальний, екологічний, економічний.
Питання для повторення до 6 і 7 глав
1. Яка послідовність ланок в ланцюжку формування витрат на якість і вартості фарфорового посуду?
2. Які підрозділи підприємства забезпечують якість виготовленої продукції?
3. Пояснити роль планового відділу, бухгалтерії, відділу підготовки виробництва в забезпеченні якості продукції.
4. Порівняйте функції відділу постачання і відділу збуту в забезпеченні якості продукції.
5. Які витрати на якість формуються на "виконавчому" рівні відділів?
6. Перерахувати склад управлінських витрат на якість. Чим вони відрізняються від виробничих?
7. Які витрати на якість відносяться на базовим, а які до додаткових? Чи є серед них повторюються?
8. Поясніть відмінності між внутрішньою і зовнішньою інформацією про якість продукції.
9. Як можна прискорити отримання висновків про предмет дослідження за первинними даними?
10. Назвіть форми реєстрації даних, що дозволяють побачити залежність між витратами і впливаючими на них чинниками.
11. В чому перевага кошторису витрат перед іншими носіями інформації?
12. Перерахуйте етапи побудови діаграми розсіювання. Чи можна по ній визначити наявність і напрям зв'язку між результативним і чинником показниками?
13. Яке розташування крапок на діаграмі розсіювання свідчить про позитивну, негативну кореляцію, про її відсутність?
14. Які принципи застосування ФСА?
15. Назвіть підстави класифікації функцій виробу. Який взаємозв'язок між ними?
16. Охарактеризуйте етапи ФСА?
17. В чому полягає принцип Ейзенхауера у ФСА?
18. Чи можна за допомогою табличної форми виявити функції вироби, що підлягають удосконаленню або ліквідації?
19. Що таке матрична таблиця вибору виробів для виробництва? Назвіть показники, що дозволяють зробити цей вибір.
20. Як розраховується коефіцієнт кореляції між параметрами якості і витратами на його створіння?
21. Як за допомогою індексного методу визначити вплив якості на витрати на продукцію?
22. В чому недоліки методів балльной оцінки і питомої ціни? Яка область їх застосування?
23. Де і як застосовується показник "вихід годного"?
24. Як розраховується узагальнюючий коефіцієнт якості?
25. Як визначити об'єм продукції, втраченої підприємством унаслідок виникнення браку і витрат на його виправлення?
26. Які напрями визначення економічної ефективності від упровадження більш якісної продукції? Чим вони розрізняються і що загального в розрахунку показника економічної ефективності у всіх випадках?
27. В яких напрямах проектного аналізу використовують переважно формальні або неформальні методи? Чому?
28. Які задачі комерційного аналізу?
29. За допомогою яких показників можна оцінити конкурентоспроможність продукції?
30. Покажіть важливість проектного аналізу і упровадження нової продукції для регіону знаходження виробника.
31. Чи відображаються витрати, пов'язані з якістю продукції в балльной ціні, в питомій ціні виробу?
32. Чи знаходять віддзеркалення витрати на якість в показнику рентабельного продукції? Поясніть вашу думку.