

На наступному рисунку зображений поворотний стіл.
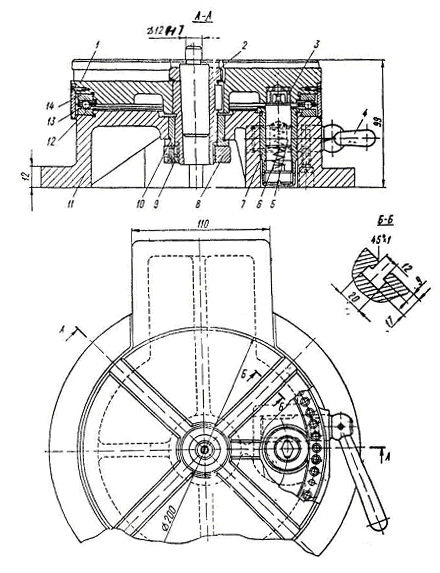
Планшайба 1 вставлена на шпинделі 2, котрий обертається у втулці 10, запресованій в корпусі стола 11. В корпус також запресована втулка 7, в котрій отримує потрібний напрям рейковий фіксатор 5, що заскакує у втулку 3 під дією пружини 6. Управління фіксатором здійснюється за допомогою рукоятки. Для полегшення повороту планшайба 1 спирається на кульки 13, що зібрані в обойму 12 між двома кільцями 14. Осьовий зазор, що необхідний для обертання шпинделя з планшайбою, регулюється гайкою 8. Гайка фіксується гвинтом 9. Центрування пристроїв (наладок) на планшайбі здійснюється за допомогою циліндричної цапфи пальця, вставленого в конічне гніздо шпинделя 2. Для фіксації кутового положення, при необхідності, до корпусу наладки пригвинчується шпонка, яка входить в точний паз планшайби. Затиск наладок здійснюється „Т” – подібними болтами. Для встановлення кронштейну з кондукторною плитою передбачена площадка К. Основні розміри столів стандартизовані. Столи виготовляють за двома класами точності Н - нормальна точність; П – підвищена точність. Корпуси столів виготовляють з чавуну СЧ-40 а планшайби з того-ж чавуну або сталі 35Л. Ціна поділки шкали - 1 градус.
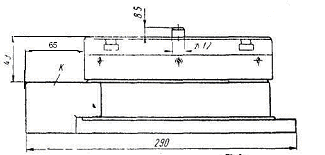
Одноопорні стійки з круглою та квадратною планшайбою.

Ці стійки використовують для позиційної обробки отворів, що розташовані з різних сторін деталей а також для обробки радіальних отворів.
Змінні наладки встановлюються на планшайбах стійок і кріпляться до них „Т” подібними болтами консольно (через це одноопорні стійки використовують, коли отвори в заготовці розташовані недалеко від планшайби, в інших випадках треба використовувати двоопорні стійки).
. Багатошпиндельні свердлильні головки.
Багатошпиндельні головки забезпечують одночасну роботу кількома стержневими інструментами (свердлами, зенкерами, розвертками).
Багатошпиндельні головки (надалі по тексту БШГ) можуть бути універсальними і спеціальними. Універсальні БШГ мають можливість змінювати відстань між вісями шпинделів а спеціальні ні. БШГ обертаються від шпинделя верстату (вертикально-свердлильного) за допомогою зубчатих коліс. БШГ мажуть мати одноярусне або двоярусне розташування консольно закріплених зубчатих коліс а також з зубчатими колесами внутрішнього зчеплення.
Конструкція бшг з одноярусним консольним розташуванням коліс.
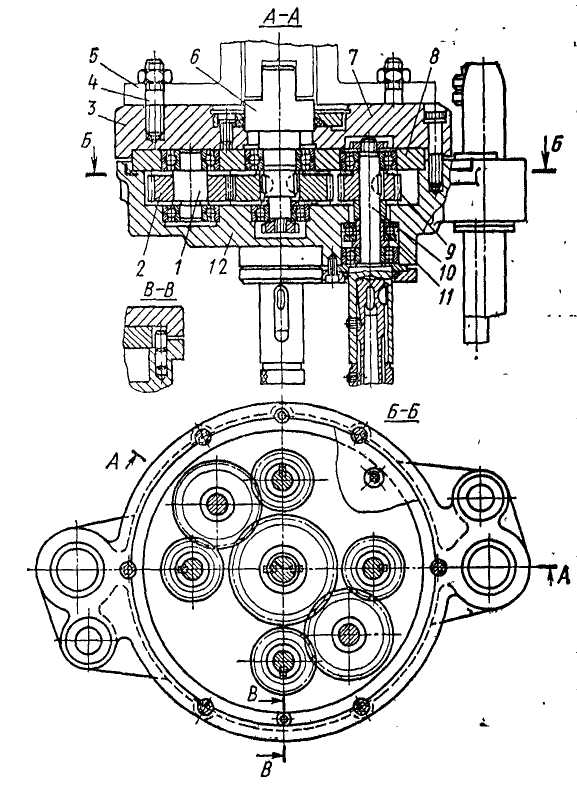
Така головка дає можливість одночасно обробляти 4 отвори, тому її можна називати чотиришпиндельною.
Від валика 6 обертання передається двом паразитним колесам 2, кожне з котрих, у свою чергу, обертає два колеса 9 робочих шпинделів 10. Паразитні колеса встановлені на вісях 1 за пресовою посадкою. Робочі колеса утримуються на шпинделях за допомогою сегментних шпонок. Зубчате колесо на валику 6 фіксується двома такими-ж шпонками. Вісі паразитних коліс як і центральний валик 6 і шпинделі, змонтовані на підшипниках. На шпинделях для інструментів передбачені упорні підшипники.
Через складність обробки гнізд під підшипники паразитних коліс (якщо ці підшипники знаходяться у верхній 3 і нижній 12 половинках корпусу, то в інструкції БШГ передбачений спец. проміжковий диск 8, отвори в якому оброблюють разом з отворами в нижній половині корпусу головки. Цей диск центрується в точно обробленій виточці в корпусі. Головку установлюють на фланці гільзи 5 верстата і кріплять за допомогою шпильок 4.).