

3.3.Механізми для закріплення поворотних частин пристроїв.
З метою підвищення жорсткості та уникнення вібрацій під час механічної обробки заготовки необхідно фіксувати (скріплювати) поворотну частину пристрою відносно корпусу після здійснення кожного повороту (поділу). Особливо це важливо для фрезерних пристроїв, котрі мають великі навантаження та вібрації під час фрезерування. Найбільш поширеними є ексцентрикові затискні механізми (ексцентрикові валики).
Ексцентриковий затискач
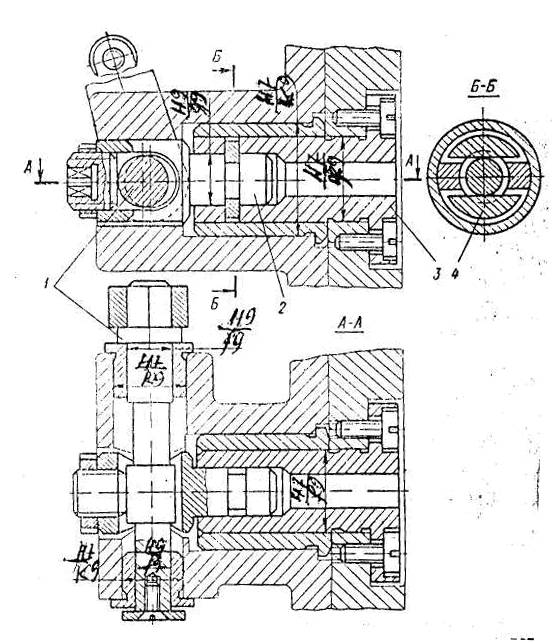
Під час повороту ручки валика 1, що встановлений у нерухомий корпус на підшипникових втулках, здійснюється пересування тяги 2, котра зв’язана з цапфою 3 сегментами 4. Осьове зміщення цапфи 3 забезпечує надійний затиск поворотної частини пристрою відносно корпусу.
Змістовний модуль 1.10
СПЕЦІАЛІЗОВАНІ ТА УНІВЕРСАЛЬНІ ПРИСТРОЇ.
План
Пристрої для фрезерних верстатів.
Пристрої для зубооброблюючих, довбальних та протягувальних верстатів.
Поворотні столи і стійки.
Багатошпиндельні свердлильні головки.
Домашнє завдання: підготувати реферат на тему:“Багатошпиндельні свердлильні головки ”.
! За підсумками самостійного опрацювання зазначених питань змістовного модуля 1.10. студент повинен:
Знати призначення та сферу використання універсальних пристроїв для металорізальних верстатів.
Вміти пояснити будову та принцип дії універсальних пристроїв для металорізальних верстатів.
Пристрої для фрезерних верстатів.
Машинні лещата.
Машинні лещата (МЛ) відносяться до групи універсальних пристроїв, котрі можна переналагоджувати.
Корпус із салазками і механізм затиску в МЛ - постійні. Наладка складається із змінних губок та інших установочних елементів.
МЛ можна розбити на такі групи:
- За конструкцією:
* з одною рухомою губкою;
* з двома рухомими губками (самоцентруючі);
* з плаваючими губками;
* з губками, що рухаються взаємно перпендикулярно.
- За типом механізму затиску:
* гвинтові;
* ексцентрикові з важільним підсилювачем;
* з ручним затискачем (ручні);
* з механізованим приводом (пневматичні, гідравлічні).
- За напрямом зусилля, що прикладене до рухомої губки:
* з тяговим зусиллям;
* зі штовхаючим зусиллям.
Окрім цього МЛ бувають:
* поворотні;
* неповоротні.
Приклад стандартних гвинтових мл.

Ексцентрикові МЛ, що показані на наступному рисунку мають одну рухому губку.
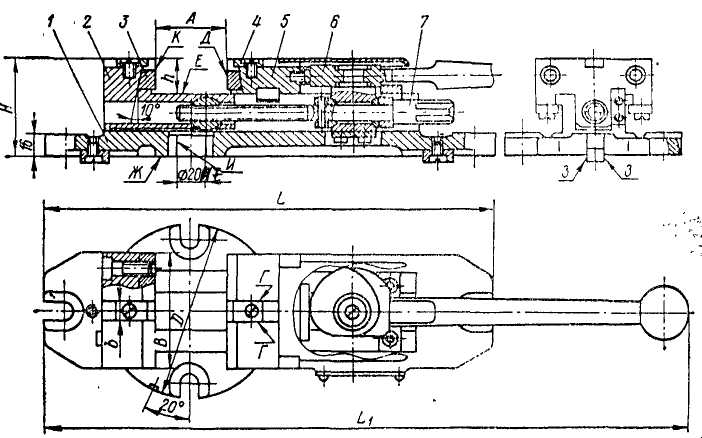
Корпус 1 виготовлений із чавуна або сталі 35Л. По направляючих пересувається рухома губка 2 за допомогою гвинта 7 (для настройки) і ексцентрика 6. Заготовка затискається губками 2 і 5. Накладні губки 3 виготовляються у відповідності до форми оброблюваної заготовки. Ці лещата можна кріпити безпосередньо до столу верстата або через спеціальну підставку до них.
Для закріпленні деталей складної конфігурації або кількох деталей одночасно використовують наладки (змінні губки), котрі встановлюються на верхніх та торцевих поверхнях нерухомої та рухомої губок.
