

4.2.1.2.Пристрої для зубодовбання.
Обробка зубчастих коліс на зубодовбальних верстатах здійснюється, тоді коли їх неможливо обробити на зубофрезерних верстатах.
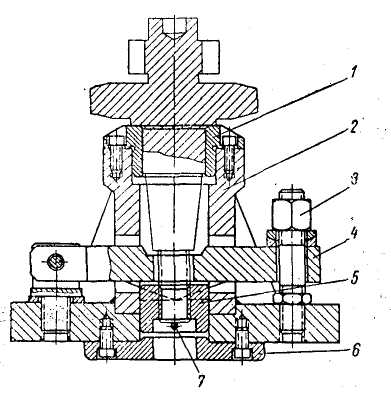
На цьому рисунку показаний пристрій для довбання зубців зубчастого валика, на одному з кінців котрого нарізана різьба.
Пристрій складається з корпусу зварної конструкції 2, центровочної втулки 1, встановленої по пресовій посадці в корпус і пригвинченої до нього гвинтами. В нижній частині корпусу у повздовжньому наскрізному отворі встановлена за посадкою ковзання кругла гайка 5 з двома лисками (лиски утримують гайку від провертання навколо своєї вісі).
Через наскрізний поперечний отвір проходить затискна планка 4 з пазом всередині (в паз заходить двома лисками кругла гайка 5).
Заготовка (зубчатий валик з різьбовим хвостовиком) вгвинчується в гайку 5 до упору в штифт 7. Загвинчуючи гайку 3 затискна планка 4 тисне на круглу гайку 5 і затискує в осьовому напрямку заготовку (заготовка впирається буртом в торець центрової втулки 1).
Для розжиму заготовки необхідно відгвинтити на кілька обертів гайку 3 і вигвинтити заготовку із гайки 5.
4.2.2. Пристрої для протягувальних верстатів
Найбільш поширеними протягувальними верстатами є верстати горизонтально-протягувальні для внутрішнього протягування.
При протягувані внутрішніх поверхонь деталі що оброблюються зазвичай до верстату не кріпляться, а утримуються зусиллям різання (тяговою силою). Тому пристрої для внутрішнього протягування не мають затискних механізмів.
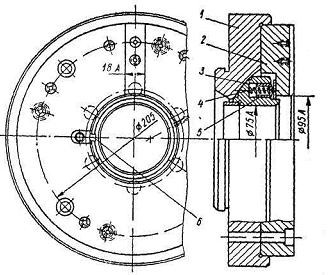
На цьому рисунку зображений пристрій для горизонтально-протягувального верстату. Заготовка має мати попередньо оброблений базовий торець, перпендикулярний до центральної вісі. Пристрій складається з планшайби 1 зі сферичною внутрішньою розточкою, шарової самоустановлюючої шайби 3 і диска 2, котрий прикріплений до планшайби. Шайба 3 утримується на планшайбі шістьма циліндричними пружинами 4, що знаходяться всередині втулки 5. Під час наладки пристрою для протягування заготовок з необробленим торцем або з торцем з перекосом, в отвір самоустановчої шайби вставляється змінна втулка, торець якої опирається на правий торець сферичної опори. Кінець втулки повинен виступати за межі диска 2. Під час протягування отвору в заготовках з обробленим базовим торцем заготовка спирається безпосередньо на поверхню диска 2. Якщо опорна поверхня заготовки по діаметру менша ніж 100 мм то всередину диска 2 з діаметром отвору діаметром 95 встановляють змінну втулку з необхідним опорним торцем і отвором для проходу інструмента.
Коли необхідно протягнути шпонковий паз, в отвір диска 2 вставляють установочний спеціальний палець (адаптер), котрий фіксується від провороту шпонкою 6, яка прикріплена до диска гвинтом.
4.3. Поворотні свердлильні столи і стійки.
Поворотні пристрої, котрі використовуються при свердлильних роботах можуть бути виконані у вигляді поворотних столів (коли вісь обертання вертикальна) або поворотних стійок (коли вісь обертання горизонтальна). Стійки можуть бути одноопорними та двоопорними.
Столи і стійки складаються з корпусу (нерухома частина пристрою) і планшайби (поворотна частина). Поділ (кут повороту) здійснюється за круговою шкалою з ноніусом або з фіксатором. Палець фіксатора розташовують в корпусі а втулку фіксуючу – в планшайбі або спец. Дискові що обертається разом з планшайбою.
Алгоритм повороту наступний:
виключення фіксатора;
поворот планшайби разом з заготовкою;
включення фіксатора.
Часто для підвищення жорсткості та розвантаження фіксатора від дії бокових зусиль в конструкції стола або стійки передбачають механізм скріплення планшайби з корпусом (найчастіше це ексцентриковий механізм).
Поворотні столи і стійки можуть бути ручні або з механізованим приводом. В умовах одиночного серійного виробництва використовуються столи і стійки з ручними приводами, а в крупно серійному – механізовані. На планшайбах столів чи стійок монтуються необхідні наладки для установлення і закріплення заготовок (плити з кондукторними втулками, затискні механізми тощо).