

Расчет на электромагнитную совместимость
Для оценки электромагнитной устойчивости проектируемого изделия проверяют емкостную и индуктивную составляющие от паразитной связи, которые зависят соответственно от паразитной емкости между печатными проводниками и от паразитной взаимной индуктивности между ними .
Паразитная емкость С, пФ, между 2 печатными проводниками определяется по формуле
С = Спог. ·l1, (46)
где Спог=
Кп·![]() – погонная емкость между 2 проводниками;
– погонная емкость между 2 проводниками;
l1– длина взаимного перекрытия проводников.
ξ’ =
![]() ,
(47)
,
(47)
где εп–
диэлектрическая проницаемость печатной
платы (![]() = 4.5);
= 4.5);
ξb– диэлектрическая проницаемость воздуха
(![]() =1).
=1).
ξ’ =
![]()
Коэффициент пропорциональности определяем по графику, приведенному на рисунке 19.
Для плат выполненных по 3 классу точности, толщина проводников при комбинированном позитивном методе изготовления 60 мкм, а толщина будет равна S1=1,5 мм, то Кпбудет равно 0,05пф/см.
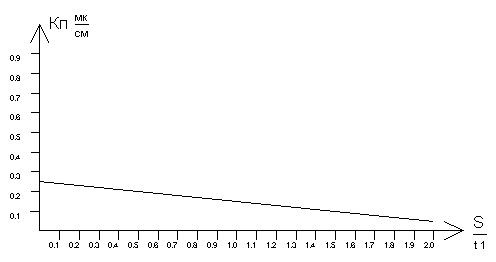


Рисунок 19 – График зависимости параметров ОСТ4.Г0.10.009
Рассчитаем Погонная емкость между двумя проводниками Спог, пФ, по формуле
Спог= Кп·![]() = 0,05 · 2,75 = 0,1375 пФ/см;
= 0,05 · 2,75 = 0,1375 пФ/см;
При длине взаимного перекрытия проводников l1= 2 см рассчитаем паразитную ёмкость по формуле
С = Спог·l1= 0,1375 · 2 = 0,275 пФ
Паразитная взаимоиндукция между печатными проводниками М, нГн, определяется по формуле:
М =
![]() ,
(48)
,
(48)
где t1– ширина печатного проводника (0,08 см);
S– расстояние между проводниками (0,02 см).
М =
![]() = 0,07 нГн
= 0,07 нГн
Определим индуктивность печатных проводников L, мкГн, по формуле
L=Lпог·![]() (49)
(49)
Lпог– погонная индуктивность, определяется по графику изображенному на рисунке 20.
Для печатного проводника шириной 0,2 мм погонная индуктивность печатного проводника составит Lпог = 0,0168 мкГн/см
В результате индуктивность печатного проводника составит:
L= 0,0168·2 = 0,033 мкГн
Резонансная частота
контура, образуемая паразитными связями,
![]() рассчитывается по формуле
рассчитывается по формуле
![]()
Полученная частота контура лежит вне диапазона рабочих частот проектируемого устройства.
2.6 Расчет технологичности конструкции изделия
Технологичность конструкции изделия (ТКИ) - это совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технологической подготовке производства, изготовлении, эксплуатации и ремонте.
При определении совершенства конструкции изделия используют качественные и количественные показатели технологичности конструкции изделия. К качественным характеристикам технологичности конструкции изделия относятся:
- взаимозаменяемость - свойство составной части конструкции изделия, обеспечивающее возможность ее применения вместо другой ее части без дополнительной обработки с сохранением заданного качества изделия;
- регулируемость - свойство конструкции изделия обеспечивать возможность и удобство ее регулировки при сборке, техническом обслуживании и ремонте;
- контролепригодность - свойство конструкции изделия обеспечивать возможность и удобство ее контроля при изготовлении, испытаниях, техническом обслуживании.
Конструкция проектируемого устройства выполнена таким образом, чтобы удовлетворить всем качественным показателям. Основной конструктивный элемент – печатная плата, разработана с учетом оптимального расположения на ней электрорадиоэлементов (ЭРЭ), при этом все типономиналы ЭРЭ, примененные в схеме устройства могут быть легко заменены на аналогичные. Контролепригодность устройства доступа ко всем элементам схемы при проверке электрических параметров на их выводах, а также возможностью чтения обозначения и номиналов ЭРЭ на их корпусах.
Количественная оценка технологичности изделия проводится в соответствии со стандартами ЕСТПП ГОСТ14201-83, ГОСТ14204-73 и ОСТ 4 ГО.091.219.
Данные стандарты определяют два метода оценки технологичности изделия:
1. По частным показателям Кi
2. По комплексному показателю К, который рассчитывается по средневзвешенной величине относительно частных показателей с учетом весовых коэффициентов.
Отраслевой стандарт ОСТ4.ГО.091.219 предусматривает выбор состава базовых показателей ТКИ и их расчет.
1 Рассчитаем
коэффициент механизации подготовки
ЭРЭ к монтажу
![]() по формуле
по формуле
![]() ,
(50)
,
(50)
где
![]() -
количество ЭРЭ, подготовка которых
осуществляется автоматически, в штуках;
-
количество ЭРЭ, подготовка которых
осуществляется автоматически, в штуках;
![]() -
общее количество ЭРЭ.
-
общее количество ЭРЭ.
![]() 0,78
0,78
2 Рассчитаем
коэффициент автоматизации и механизации
монтажа изделия
![]() по формуле
по формуле
![]() ,
(51)
,
(51)
где
![]() -
количество монтажных соединений, которые
выполняются автоматизированно;
-
количество монтажных соединений, которые
выполняются автоматизированно;
![]() -
общее количество монтажных соединений.
-
общее количество монтажных соединений.
![]() =
108/150 = 0,72
=
108/150 = 0,72
3 Рассчитаем
коэффициент сложности сборки
![]() по формуле
по формуле
![]() (52)
(52)
где
![]() - количество
типоразмеров узлов, входящих в изделие,
не требующих регулировки или подготовки;
- количество
типоразмеров узлов, входящих в изделие,
не требующих регулировки или подготовки;
![]() - общее количество
типоразмеров.
- общее количество
типоразмеров.
![]() 0,1
0,1
Узлы, входящие
в изделия не требуют дополнительной
регулировки или подготовки, поэтому
![]() = 0,1.
= 0,1.
4 Рассчитает
коэффициент повторяемости ЭРЭ
![]() по формуле
по формуле
![]() (53)
(53)
где
![]() -
количество типоразмеров ЭРЭ;
-
количество типоразмеров ЭРЭ;
![]() - общее количество
ЭРЭ.
- общее количество
ЭРЭ.
![]() =
1 - 13/69 = 0,8
=
1 - 13/69 = 0,8
Результаты расчетов сведены в таблице 4
Таблица 4-Результаты расчетов
-
Наименования показателя
Обозначение
Весовой
коэффициент
Получен.
значение
1 Коэффициент механизации подготовки к монтажу

1,0
0,78
2 Коэффициент автоматизации и механизации монтажа изделия
1,0
0,72
3 Коэффициент сложности сборки

0,75
0,1
4 Коэффициент повторяемости ЭРЭ
0,18
0,8
5 Базовый показатель
К
2,93
2,4
Рассчитаем комплексный показатель технологичности К по формуле
![]() ,
(54)
,
(54)
где Кi - полученные показатели;
![]() - весовые коэффициенты.
- весовые коэффициенты.
![]() =2,4/2,93
=0,81
=2,4/2,93
=0,81
Для радиотехнических изделий при установившемся серийном производстве базовый показатель технологичности должен быть не менее 0,3. В рассматриваемом проекте этот показатель равен 0,81, что говорит о технологичности конструкции изделия.