

5. Маршрутная карта.
Таблица 4.
-
№
Наименование
операции
Номер ТК
2.
Заварка геркона
ЯВАФ.60388.00010
ЯВАФ.25301.00008
3.
Отжиг
ЯВАФ.60301.00046
ЯВАФ.60301.00056
4.
Монтаж герконов в кассеты
ЯВАФ.60301.00014
5.
Лужение
ЯВАФ.60301.00027
6.
Иммерсионное золочение
ЯВАФ.55271.00003
7.
Проверка электрических параметров
ЯВАФ.60302.00004
8.
Контроль
ЯВАФ.73302.00020
9.
Опрессовка в гелии
ЯВАФ.60301.00042
10.
Проверка приборов на герметичность
ЯВАФ.60301.00038
11.
Контроль СОКП
ЯВАФ.72302.00020
12.
Упаковка (для отправки в пределах России и стран СНГ)
ЯВАФ.60308.00001
13.
Упаковка (для отправки на экспорт)
ЯВАФ.60301.00004
14.
Контроль СОКП
ЯВАФ.72302.00020
15.
Упаковка в транспортную тару (экспорт)
ЯВАФ.60308.00006
ЯВАФ.60308.00003
16.
Контроль СОКП
ЯВАФ.72302.00020
В своем курсовом проекте я более подробно рассмотрю процессы заварки и отжига герконов.
5.1 Заварка
Оборудование:
Автомат заварки МRK-20;
Установка измерения МДС срабатывания герконов
ОМ. 555.00.000;
Шкаф ШЗА-2 (шкаф защитный азотный);
Тара и приспособления:
Тара;
Лоток карбонитовый;
Конвейер ИНТ 0,9л (150*150*60);
Кассета;
Кассета для раскладки герконов;
Корзиночка;
Пинцет немагнитный;
Пинцет медицинский (находится у наладчика для ремонтных работ при контроле неплоскостности контакт-деталей);
Магнит (для сбора контакт-деталей из труднодоступных мест);
Элемент задающий ПГС 3.259.002 (магнит, которым добиваются замыкания контакт-деталей;
Калибр комплексный (для проверки геометрических размеров геркона);
Микроскоп МБС-10;
Одежда и принадлежности технологические.
Материал:
Контакт-деталь;
Трубка;
Азот газообразный особой чистоты;
Спирт этиловый ректификованный;
Салфетки из ткани х/б «Мелодия» 250*250;
Вода деионизованная (для мойки шкафов электроники в выключенном состоянии);
Воздух сжатый.
1. Получить у мастера задание на работу, оснастку, материалы, тару, контакт-детали и трубки с вновь выписанным сопроводительным листом с указанием данных из сопроводительного листа и визы годности цеха 31: вид гальванопокрытия, номер ванны, (линии), фамилию гальваника и сменного мастера, дату гальванопокрытия, марку проволоки, марку стекла, номер варки и величину коэффициента светопропускания, тип геркона, группу чувствительности.
В партии трубок, используемой для заварки герконов на одном автомате в течение смены, должно быть стекло с одним коэффициентом светопропускания.
2. Поставить контейнер с контакт-деталями в шкаф ШЗА-2.
3. Провести внешний осмотр автомата заварки, проверить наличие и исправности приборов контроля, ручек управления.
Не допускается наличие посторонних предметов на движущихся частях автомата заварки и в рабочей зоне загрузки.
Включение вентилей подачи воздуха, азота и продувку автомата заварки проводит наладчик технологического оборудования согласно ЯВАФ.25301.00008.
4. Провести уборку автомата заварки в последовательности, указанной в ЯВАФ.2530100014.
Периодичность протирки автомата заварки согласно ЯВАФ.2530100014.
5. Установить кассету со стеклянными трубками в загрузчик стекла, открыть затвор, чтобы накопитель наполнился стеклом.
Включение, настройку автомата заварки проводит наладчик технологического оборудования по ЯВАФ.25301.00008.
Допускается включение, выключение автомата заварки проводить контролеру режимов работ.
Сроки хранения контакт-деталей указаны в ЯВАФ.25301.00023.
6. Засыпать в вибробункер от 800 до 1000 контакт-деталей и закрыть его пылезащитным экраном (кожухом). Приступить к заварке.
7. Провести в начале смены контроль неплоскостности контакт-деталей на 5 герконах с каждой головки под микроскопом следующим образом:
- подвести элемент задающий ПГС3.259.002(магнит) к геркону, добиться замыкания контакт-деталей;
- проконтролировать неплоскостность контакт-деталей с двух сторон. Геркон считается годным при отсутствии неплоского прилегания контакт-деталей друг к другу в зоне контактирования из-за отсутствия параллельности плоскостей контактирования. При выявлении неплоскостности более, чем у одного геркона с одной головки, сообщить наладчику. Контроль проводится под микроскопом визуально.
8. Следить за количеством контакт-деталей в вибробункере, добавляя их по мере заварки. Проводить визуально контроль посторонних частиц в накопителе. При обнаружении посторонних частиц, выключить манипулятор, протереть накопитель салфеткой, смоченной спиртом.
Следить за ориентацией контакт-деталей в накопителе. При обнаружении контакт-деталей, сориентированных покрытием вверх, извлечь их из накопителя пинцетом в корзиночку. Не загруженные в накопитель контакт-детали собрать с помощью магнита. По окончании смены контакт-детали сдать мастеру.
Для сбора контакт-деталей из труднодоступных мест использовать магнит СЯ-Пр1806, СЯ-Пр1806-01. Если невозможно извлечь контакт-детали, выключить карусель автомата заварки, вызвать наладчика. Собрать контакт-детали при выключенном автомате заварки. Контакт-детали по окончании смены сдать мастеру.
9. В процессе заварки (в начале работы и не реже, чем через каждые два часа работы) контролировать с записью в журнале:
- геометрические размеры (диаметр, длину баллона геркона) комплексным калибром согласно таблице 1;
- смещение контакт-деталей относительно друг друга и относительно баллона визуально;
- смещение зоны контактирования контакт-деталей относительно верхнего и нижнего спаев геркона визуально;
- качество спаев герконов (отсутствие треска, затекания стекла на плющеную часть контакт-детали, непровара, цепочек мелких пузырей);
- длину спая с помощью микроскопа (цена деления 0,05 мм) для герконов:
МКА- 07101 – 0,7 min мм;
- величину перекрытия с помощью микроскопа (цена деления 0,05 мм) для герконов:
МКА-07101 – 0,2 +0,15 мм;
- магнитодвижущую силу срабатывания (Fср.).
10. Выключить манипулятор по окончании работы, поставив тумблер в положение ВЫКЛ.
11. Отключить загрузку деталей.
12. Отключить лампы и поворот стола.
13. Нажать кнопку «О» на панели управления автомата заварки.
14. Переложить осторожно заваренные герконы из приемной тары автомата заварки в технологическую тару. Количество герконов в таре не должно превышать 2/3 ее объема. Дефектные герконы поместить в тару с надписью «Несоответствующая продукция» на красном фоне.
15. Заполнить сопроводительный лист, указав наименование операции, фамилию и подпись исполнителей, количество заваренных герконов, количество годных и дефектных герконов по видам, дату заварки, № автомата заварки, табельный номер исполнителей.
16. Передать мастеру с сопроводительным листом годные и дефектные герконы по видам.
Перед загрузкой контакт-деталей в вибробункер, провести контроль под микроскопом каждого контейнера с контакт-деталями на отсутствие посторонних частиц на контакт-деталях и в контейнере. При обнаружении посторонних частиц сдать контейнер с контакт-деталями мастеру для принятия решения.
Одной из ключевых операций технологического процесса производства магнитоуправляемых контактов (герконов) является сборка – заварка контакт-деталей в стеклянный баллон с одновременным заполнением его инертным газом.
Парк заварочного оборудования предприятия включает в себя установки заварки с ручным управлением, полуавтоматическое оборудование (разработанное и изготовленное силами собственного машиностроения) и автоматы заварки отечественного и импортного производства.
Упрощенно автомат заварки (для производства наиболее массовых типов герконов) состоит из 16-ти монтажных позиций (головок), закрепленных на вращающемся столе, которые шагообразно (время такта 2,5 сек.) перемещаются от позиции к позиции, реализуя технологический процесс:
- позиция 1. Подача стеклобаллона к зажиму стекла монтажной головки;
- позиция 2. Подача контакт-деталей в накопитель;
- позиция 2-3. Подача контакт-деталей для загрузки, подвод их к зажимам монтажных головок;
- позиция 3-4. Сборка контакт-деталей в стеклобаллоне;
- позиция 4-5. Заварка верхнего спая;
- позиция 6-9. Охлаждение верхнего спая;
-позиция 9. Установка параллельности, соосности контакт-деталей в баллоне;
- позиция 10. Установка зазора под требуемые ампер-витки срабатывания;
- позиция 11-13. Заварка нижнего спая с одновременным заполнением азотом, охлаждение стеклобаллона в газовом потоке;
- позиция 13-16. Охлаждение нижнего спая;
- позиция 15-16. Выгрузка готовых герконов и подача контакт-деталей для следующего цикла.
Для наглядности описанный техпроцесс сборки–заварки герконов представлен схемой на рис. 4. После заварки верхнего спая стеклобаллон с контакт-деталями (заваренной верхней и нижней в зажиме) поступает на позицию магнитного базирования, где на контакт-детали воздействует магнитное поле. После разъединения зажима нижний контакт базируется на верхней детали, обеспечивая плоскостное прилегание. Затем отключается магнитное поле, и нижняя контакт-деталь смещается от верхней на определенное расстояние, снова включается магнитное поле (эквивалентное заданным ампер-виткам), и начинается обратное движение нижней детали в направление верхней. Это движение и воздействие магнитного поля прекращаются в момент срабатывания деталей под действием поля. Между контакт-деталями остается фиксированный зазор, который после заварки нижнего спая и определяет ампер-витки срабатывания геркона. В последние годы наметилась тенденция к резкому росту объемов продаж миниатюрных (7; 10; 14 мм) герконов. В этой связи была проведена модернизация имеющегося парка автоматов заварки (изначально она предназначались для заварки герконов размером 20 мм) в направлении повышения точностных характеристик, совершенствования систем транспортировки и загрузки деталей, систем фокусировки инфракрасных ламп и т.д., под заварку миниатюрных герконов.
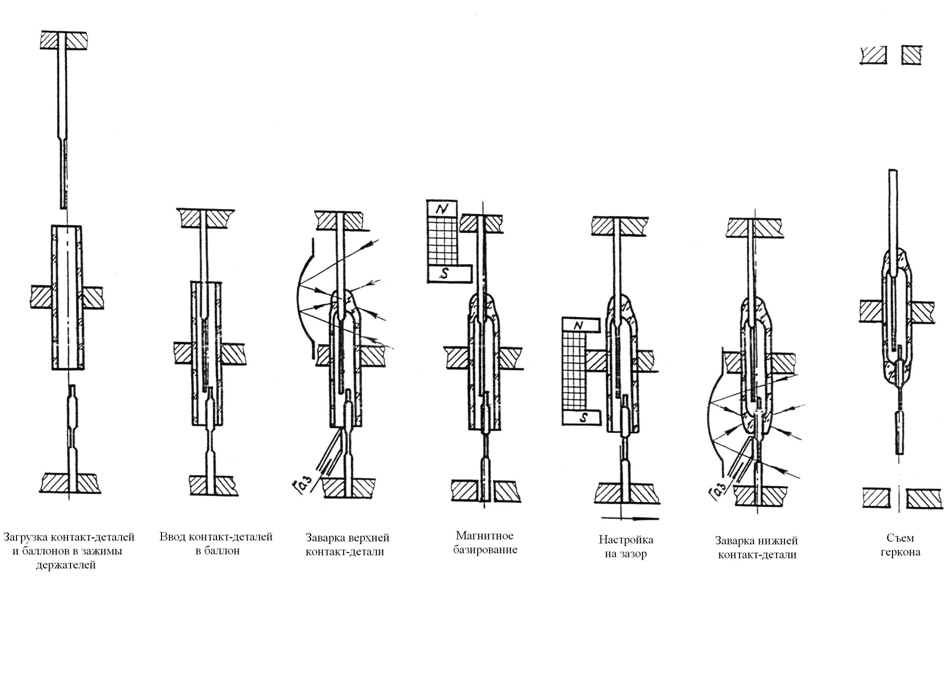
Рис. 4. Схема техпроцесса сборки-заварки герконов.
Помещая стеклобаллон геркона в фокус вторичного рефлектора, получают оптимальное соотношение потоков энергии (участвующей в процессе заварки геркона) от первичного (прямое излучение) и вторичного (отраженное) рефлекторов.
Исследования показали, что расчетная мощность, необходимая для формирования спая миниатюрных герконов, более чем в 5 раз меньше мощности, фактически задаваемой системой фокусировки ИК-ламп КГМ24-250.
Большим комплексом расчетно-экспериментальных работ была выбрана оптимальная система фокусировки, в частности, форма и размеры вторичного рефлектора (первичный остался без изменений, в первую очередь, из-за необходимости значительных конструктивных изменений самого автомата заварки).
Собственно снижение необходимой мощности теплового потока позволило уменьшить мощность используемых ИК-ламп, что привело к уменьшению размера теплового тепла в фокусе за счет меньшего тела накала в таких лампах, практически ликвидировав указанные выше недостатки.
Таким образом, использование измененной заварочной системы позволило:
- существенно уменьшить тепловое воздействие на контакт-деталь за счет уменьшения мощности излучения и размера теплового пятна во втором фокусе;
- ввиду более стабильной температуры внутри отражающей поверхности вторичного рефлектора (из-за уменьшения внутреннего радиуса) возросла возможность сделать «заварку» менее критичной к различным сдвигам заварочной системы;
- использование ИК-ламп меньшей мощности значительно снижает потребление электроэнергии.