

Фреза насадная фасонная
1. Общие сведения о насадных фрезах
Отличительной особенностью насадных фрез является наличие в них центрального посадочного отверстия, обеспечивающего их установку на шпиндельную оправку станка. Крепление должно обеспечить точное центрирование фрезы (совпадение оси фрезы с осью оправки шпинделя) и надежную передачу крутящего момента ( исключение проворота фрезы на шпинделе).
Наиболее простой и распространенный метод крепления – непосредственная установка фрезы на шпинделе с зажимом ее гайкой или винтом, вворачиваемым в торец оправки ( рис. 3.2.1а). Направление резьбы для зажима фрезы должно быть противоположно направлению рабочего вращения фрезы в целях предотвращения отворачивания гайки при работе.
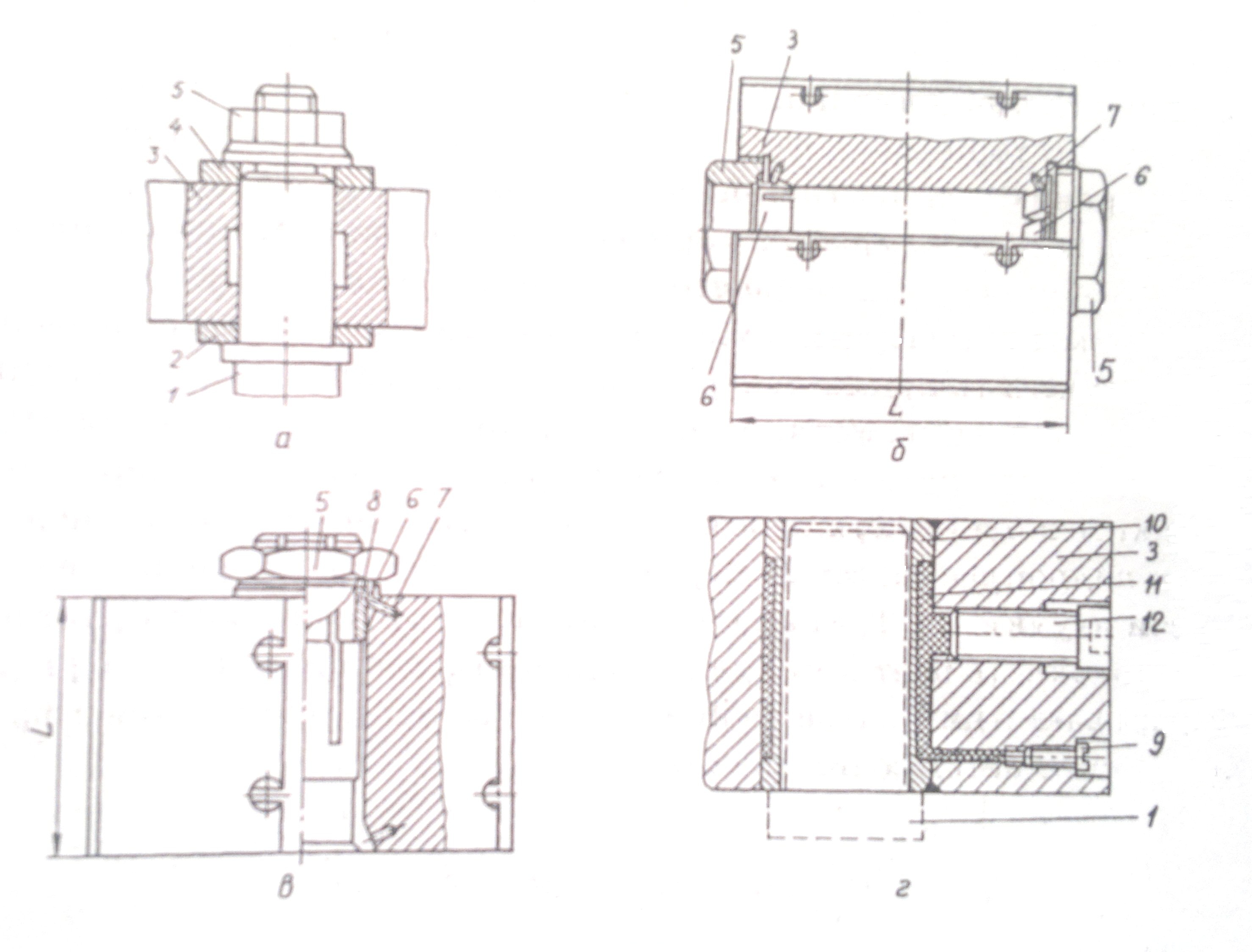
Рис. 3.2.1 Способы крепления насадных фрез на шпинделе станка:
а- непосредственная посадка на шпиндель; б- на двух коротких конусных цангах; в- на длинной цанговой оправке; г- гидропластмассовое закрепление.
Регулировка фрезы по высоте осуществляется перемещением шпинделя или установкой проставочных колец между буртиком оправки и фрезой. В большинстве случаев момент трения по верхнему и нижнему торцам фрезы надежно фиксирует фрезу на шпинделе. Только если касательная сила резания чрезмерно велика, целесообразно использование шпонки для передачи крутящего момента от шпинделя фрезе. Точность центрирования фрезы при выполнении посадочного отверстия по скользящей посадке с предельным отклонением по Н7 достигает 0,025…0,030 мм.
При отсутствии резьбы на оправке шпинделя фрезу можно закрепить посредством разрезных цанг ( рис. 3.2.1б, в). Диаметр посадочного отверстия цанг в исходном состоянии на один миллиметр больше диаметра оправки. Цанги устанавливают в конические отверстия, выполненные на торцах корпуса. При вворачивании одной (рис.3.2.1в) или двух (рис. 3.2.1б) гаек происходит осевое перемещение цанг – они сжимаются коническими отверстиями по торцам корпуса и плотно охватывают шпиндель. При этом происходит центрирование и закрепление фрезы на шпинделе. Направление резьбы в корпусе фрезы должно быть противоположно направлению рабочего вращения фрезы.
Применение гидравлического зажима (рис. 3.2.1г) позволяет повысить точность центрирования и надежность закрепления фрезы на оправке. Установочная поверхность тонкостенной втулки 10, запрессованной в корпусе 3 фрезы, является одновременно и зажимающей. Плунжером 12 либо специальным насосом, подающим гидропластмассу 11 через штуцер, повышают давление в полости втулки 10. Тонкая стенка втулки упруго деформируется и плотно охватывает шпиндель, надежно фиксируя фрезу. При выворачивании винта 9 давление гидропластмассы снижается и фреза легко снимается со шпинделя.
Составные насадные фрезы
Составными называют фрезы с корпусом, изготовленным из конструкционных материалов, и неразъемно соединенными с ним лезвиями из износостойких инструментальных материалов. За счет такой конструкции удается добиться повышения стойкости фрез при экономном расходовании дорогостоящих инструментальных материалов ( быстрорежущей стали, твердого сплава, искусственных алмазов или других сверхтвердых материалов). Из возможных способов неразъемного соединения лезвий с корпусом (пайка, сварка, приклеивание) только пайка пластин быстрорежущей стали или твердого сплава на стальной корпус фрезы нашла широкое промышленное применение.
К достоинствам составных фрез можно отнести возможность многократного использования корпусов: остатки отработавших пластин удаляют и напаивают новые.