

2. Типы и конструкции ленточных пил
Ленточная пила тип 2
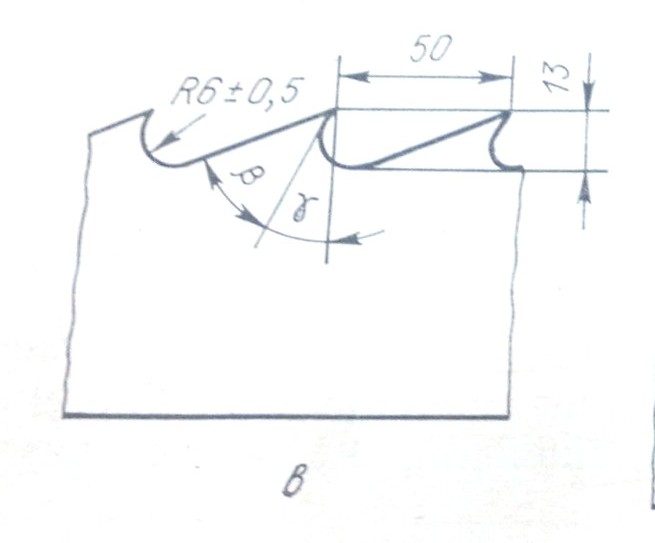

Рис. 3.1.2 Типы ленточных пил:
б, в – широкие для распиловки древесины.
Табл. 3.1.1 Основные размеры ленточных пил
Назначение и тип пилы |
Линейные параметры, мм |
Угловые параметры, град. |
||||||||||
b |
B |
L |
t3 |
h3 |
r |
a |
r1 |
r2 |
t |
γ |
β |
|
Распиловка древесины: тип 2 ( рис. 3.1.2 б) |
1,0;1,2 1,0;1,2 1,4 1,2;1,4 |
125 150
175 |
8500 8500
9000 |
30;50 30;50
30;50 |
10;13 10;13
10;13 |
5,0 5,0
5,0 |
- -
- |
- -
- |
- -
- |
- -
- |
20;30 20;30
20;30 |
50;45 50;45
50;45 |
Широкие ленточные пилы (рис. 3.1.2 б, в) применяют на вертикальных и горизонтальных ленточнопильных станках для распиловки пиломатериалов и бревен вдоль волокон. При выборе толщины пилы исходят из следующих соображений. С уменьшением толщины пилы снижаются отход древесины в опилки, мощность резания и дополнительные напряжения при огибании шкивов, но уменьшается и жесткость пилы. В результате этого уменьшение толщины пилы на 0,2 мм по сравнению с расчетной величиной должно сопровождаться снижением скорости подачи на 30%. Расчетная толщина пилы s, мм, определяется по диаметру пильных шкивов D из соотношения s<(0,001…0,0007)D.
Сварка и пайка ленточных пил
Промышленное применение нашла контактная стыковая сварка ленточных пил на сварочных агрегатах АСЛП-18. Сущность ее заключается в том, что предварительно подготовленные концы полотна нагревают электрическим током до пластичного состояния и прижимают концы ленты друг к другу, в результате чего происходит сварка.
Подготовка полотна. Очищенное полотно пилы устанавливают на верстак. Один конец пилы накладывают на поверочную плиту и через вершину крайнего зуба с помощью угольника проводят чертилкой линию перпендикулярно задней кромке. От этой линии штангенциркулем откладывают величину l (мм), определяемую по формуле:
l = (t3- u)/2
,где t3 — шаг зубьев пилы, мм; u — припуск на осадку при сварке, определяемый по табл. 3.1.2.
Конец намеченной линии слегка накернивают. От нее рулеткой отмеряют требуемую длину пилы L. От вершины ближайшего зуба аналогично размечают и накернивают вторую линию отреза . Обрезают пилу по разметке на ножницах так, чтобы линия отреза осталась на полотне. Кромки, деформированные при отрезке, правят на наковальне молотком с круглым бойком. Линейка должна прилегать к полотну по всей ширине полотна.
Сварка. По табл. 3.1.2. выбирают режим сварки, затем настраивают сварочный агрегат АСЛП-18. Переводят рукоятку усилия осадки в требуемое положение, устанавливают по шкале необходимое расстояние между прижимами. Проверяют положение рукоятки переключателя режимов отжига и устанавливают его по шкале в нулевое положение. Главной пусковой рукояткой устанавливают соответствующий ход осадки. Концы пилы закладывают в агрегат так, чтобы задние их кромки располагались на упорах, отрегулированных по прямой линии, а место сварки (стык) находилось на одинаковом расстоянии от прижимов. При этом оси симметрии пилы и прижимов должны совпадать. Концы пилы зажимают встык с помощью эксцентриковых рычагов.
Табл. 3.1.2 Режимы сварки ленточных пил
Ширина пилы, мм |
Усилие осадки по шкале АСЛП-18 |
Степень тока по шкале тока АСЛП-18 |
Ход осадки δ, мм |
Расстояние между прижимами, мм |
30-40 |
1 |
1 |
3 |
10 |
80 |
4 |
3 |
4 |
15 |
110 |
6 |
4 |
5 |
15 |
Затем устанавливают требуемую ступень тока для сварки, главную пусковую рукоятку поворачивают влево до отказа. Процесс сварки продолжается примерно 1 с, после чего агрегат автоматически отключается. Чтобы избежать возможных травм от искр расплавленного металла, следует находиться в некотором удалении от места сварки.
Рис. 3.1.1г) Разметка пилы для соединения концов сваркой (а), пайкой (б) и направление скоса кромки пилы (в)
Обработка шва и контроль качества соединения. Обработка шва производится с двух сторон пилы в приспособлении, включающем специальные тиски и шлифовальный агрегат. Электродвигатель привода шлифовального круга передвигают вручную* постепенно регулируя маховиком перемещение на врезание. Допускается зачистка шва напильником в приспособлении, закрепленном на верстаке и представляющем собой выпуклый шаблон с зажимами. Окончательная зачистка выполняется шлифовальной шкуркой так, чтобы риски располагались вдоль пилы. Утолщение шва на спинке зуба и задней кромке пилы зачищают напильником.
Пайкой называют процесс соединения двух материалов путем заполнения зазора между ними промежуточным сплавом (припоем) в жидком состоянии. Соединение концов ленточной пилы пайкой по сравнению со сваркой более трудоемкий процесс, дающий менее прочное соединение. Поэтому оно допускается лишь при отсутствии сварочного агрегата.
Пресс с паяльными брусками. Этот пресс применяют главным образом для пайки ленточных пил средней ширины. Пресс прост и может быть легко изготовлен на месте силами предприятия. Размеры брусков, мм: длина 175 ... 200 мм, сечение 20x30 или 20x40. Материал брусков — жароупорная сталь (например, марки 4Х25Н12), так как у обычной стали образуется много окалины и паяльники быстро сгорают.
Техника пайки следующая: подготовленные концы пил укладывают на опорные площадки пресса и закрепляют винтовыми зажимами. Задняя кромка пилы должна плотно прилегать к упорному выступу площадки, а фаски располагаться одна над другой на середине выемки, в которую закладывают нижний паяльный брусок. На фаски пилы насыпают флюс (обычно буру) и укладывают припой (обычно фольгу) толщиной 0,10 ... 0,15 мм. Длина и ширина припоя равны соответствующим размерам фаски.