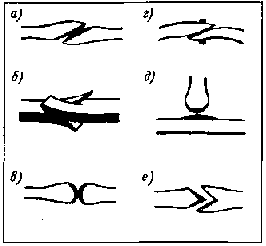
80. Изготовление листа из полосы (последовательность операции)
При сухой сварке подготовленные концы заготовки нагревают до температуры сварки. Металлической щеткой, ручником или просто легким ударом о наковальню сбивают окалину и быстро сваривают изделие легкими ударами молотка. Более надежный способ сварки — сочный, с применением флюса.
Флюсы для сварки разных марок стали используются разные. При сварке используют сварочные порошки, состоящие из буры, поваренной соли, борной кислоты, канифоли. Малоуглеродистая сталь (железо) сваривается с помощью флюса, который состоит из чистого речного песка с небольшим добавлением буры. Для сваривания стали с большим содержанием углерода применяют флюсы с добавлением металлических опилок, например, песок, бура, опилки.
Прочность сварочного шва зависит от чистоты свариваемых деталей. Загрязнение концов при высокой температуре может быть за счет окалины и посторонних включений: шлака, кокса, золы, кирпича и т.п. Флюс, попадая на нагретые концы, плавится и растворяет окалину. Расплавившийся флюс предохраняет металл от перегорания. Поэтому очень важно при горновой сварке флюсом присыпать свариваемые куски до того, как изделие нагреется до температуры сварочного жара, а в некоторых случаях, перед тем как положить заготовку в горн, концы погружают в жидкий раствор глины с поваренной солью.
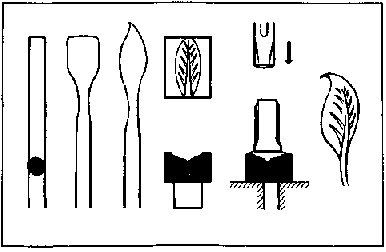
81. Изготовление листа из прутка с применением фасонного ниж-ника (штампа) (последовательность операции)
Перед нагревом под сварку необходимо насыпать в горн достаточное количество угля, чтобы во время сварки не подсыпать, и дать ровное дутье.
Перед тем как металл нагрелся до температуры сварки, но еще не стал отбрасывать искры, его нужно посыпать флюсом и прибавить дутье. Когда концы свариваемых деталей покроются ровным слоем слизи, можно проверить их острозаточенным металлическим прутом: если конец прута вязнет, значит металл достаточно нагрелся. Концы снова посыпают флюсом, не давая металлу отбрасывать искры, и увеличивают дутье, дав концам металла равномерно прогреться до сварочного жара. Затем заготовку вынимают на наковальню и легким ударом о стул наковальни отбивают окалину.
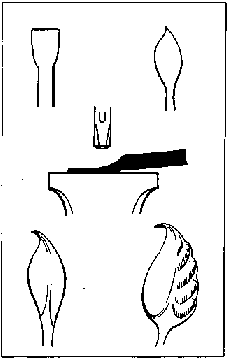
82. Изготовление листа без нижника
Такие операции, как подача из горна на наковальню и сварка, должны производиться возможно быстрее, чтобы процесс соединения происходил при наивысших температурах, и поэтому ковку часто делают в две-три руки быстро чередующимися ударами.
Частота ударов при сварке должна быть такой, чтобы кузнец успел, переворачивая изделие, нанести достаточное их число до того, как вследствие понижения температуры способность металла к свариванию не будет потеряна.
Весьма существенно, чтобы нагрев металла до сварочных температур был локальным (местным), т. е. только той части, которую проковывают в процессе сварки, иначе рост кристаллов в смежных областях снизит качество ковки. Этот дефект выправляют осадкой концов металла, которая позволяет проковать не только в месте шва, но и в зоне нагрева.