77. Декоративная решетка Венгрия (XVIII в.).

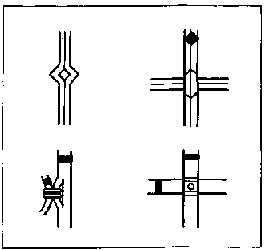
78. Решетка (элементы соединены хомутом)
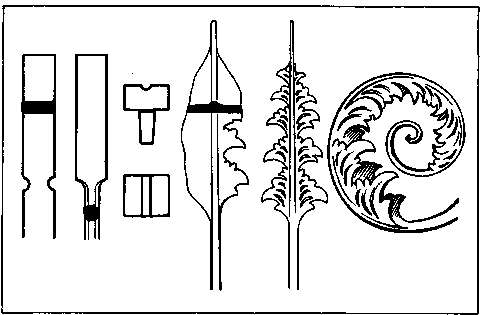
Клепка
В практике художественной ковки одним из средств соединения кованых элементов является клепка. Например, при изготовлении металлических дверей при реставрационных работах расходуется около 200 клепок на одну дверь.
Клепки изготовляют из малоуглеродистых сталей из прутка большего, чем стержень, сечения будущей клепки. Инструментом служит гвоздильня.
Нагретый конец стали несколькими ударами вытягивают. Надрубают на насечке и вставляют в отверстие, равное вытянутому концу. При установке заготовки в отверстие нужно помнить, что лицевая сторона гвоздильни та, у которой диаметр отверстий меньше. Остальную часть заготовки отламывают, оставшийся конец расклепывают. Получается головка клепки, форма которой может быть очень разнообразной. После извлечения клепки из гвоздильни ее отрезают до нужного размера. Этот же процесс используют и при ковке кованого гвоздя с той лишь разницей, что конец вытягивают на острие. Ковку гвоздя и клепки делают с одного нагрева.
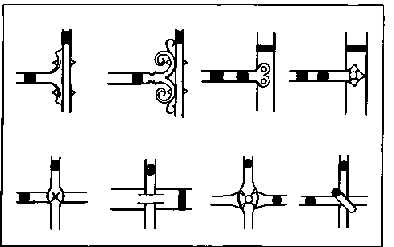
79. Конструктивные примеры соединений элементов в решетках
Горновая сварка
Одной из самых сложных операций является горновая сварка (кузнечная), требующая большого опыта и знаний.
При производстве изделий методом ковки применение горновой сварки облегчает и ускоряет работу, а в некоторых случаях она является решающей.
Кузнечная сварка позволяет соединить в одно целое изготовленные по отдельности детали, причем их можно в этом случае выполнить с большей точностью и совершенством. Кузнечной сваркой легко сваривается мягкая сталь с содержанием углерода 0,15 — 0,25%
Процесс горновой сварки состоит из следующих операций: подготовка горна; подготовка концов свариваемых деталей; сварка; проковка.
Подготовку горна под горновую сварку нужно проводить с большой тщательностью: горн очищают от золы, шлака, продувают горновое отверстие. Особенно тщательно горн очищают после пайки медным припоем. В этом случае рекомендуется горн прокалить с поваренной солью.
Уголь, подготовленный для горновой сварки, необходимо внимательно осмотреть.
В зависимости от толщины поковок, подлежащих сварке, их подготавливают различным способом. На рис. 83, а — е изображены различные способы подготовки концов свариваемых деталей. Наиболее распространенный шов — внахлестку. Концы осаживают и вытягивают (напуск должен быть в полтора раза больше толщины заготовки).
При сварке врасщеп (в замок) концы осаживают и один конец разрубают. Сварка врасщеп применяется для сваривания рессорной и инструментальной стали. Сварку можно производить в горне, ударяя в торец заготовки; она применяется при вваривании более твердой стали в мягкую.
При сварке встык концы осаживают и скругляют для того, чтобы при сварке произошло выжимание шлака.
Применяется в случаях, когда невозможно применить первые два (внахлестку и врасщеп).
Сварка внахлестку с клепкой и без клепки применяется при сварке колец.
Сварка впритык применяется для сваривания Т-образных изделий.
Осадка концов производится для того, чтобы при отделке сварного шва был запас толщины металла. Запас металла необходим, чтобы можно было проковать заготовку не только в месте сварочного шва, но и в тех местах, где металл был нагрет до температуры сварки.
Сварка бывает сухая и сочная.