§ 3. Технология чеканки
Приступая к чеканке какого-либо произведения, прежде всего необходимо определить, каким должен быть характер рельефа: высоким или низким, жестким или мягким — и решить это через лепку в пластилине или глине, в зависимости от размеров работы. Небольшие работы всегда лучше лепить в пластилине. В зависимости от характера рельефа подбирается металл для чеканки. Рельеф может быть высоким, жестким и угловатым, т. е. с резкими переходами, углублениями и высотами. В этом случае лучше брать материал наиболее пластичный и большей толщины, например красную медь толщиной в 1 мм. Рельеф может быть высоким, но мягким, без угловатых и резких переходов. В этом случае можно взять менее пластичный металл, например вместо меди — латунь, хотя всегда приятнее и легче работать с более пластичным материалом. Если же рельеф низкий, нужно взять тонкий материал (до 0,5 мм), его легче выколачивать и моделировать мелкие детали.
Как уже указывалось выше, самыми употребляемыми материалами являются медь и латунь (0,4 — 2 мм) и алюминий (0,8 — 3 мм). Затем необходимо подготовить рабочий рисунок, т. е. рисунок, выполненный в одну линию без моделирования светом и тенью. Рисунок готовится в натуральную величину с небольшими полями для наклейки его на металл. Он может быть нарисован на бумаге или на кальке. Затем от листового материала отрезают соответствующих размеров пластину, чтобы на ней свободно размещался рисунок и кругом оставались поля 30--40 мм. Поля необходимы для более прочного удержания пластины на смоле в процессе чеканки, особенно при выколотке высокого рельефа, когда металл сильно деформируется, легко отскакивает от смолы и его приходится вновь насмаливать, на что уходит много времени. Для прочного удержания пластины на смоле на ней загибают углы или отбортовывают края вокруг всей пластины примерно на 6 — 8 мм (для чеканок средней величины). Например, для плоских чеканок, выполненных контурной расход-кой, можно ограничиться загибанием углов пластины, а когда нужно поднимать рельеф — лучше делать отбортовку, т. е. загибать края пластины по всему периметру.
Размер ящика подбирается больше размеров металлической пластины так, чтобы от края пластины до стенок ящика оставалось свободное поле смолы не меньше 15 — 20 мм. Можно брать ящик и с меньшим полем или почти без поля, но это впоследствии затруднит съем пластины со смолы, и держаться она будет хуже. Глубина ящика должна соответствовать высоте рельефа: чем выше рельеф, тем глубже должен быть ящик.
При варке смолы в качестве наполнителя нужно брать пылеобразную землю или другие наполнители тонкого помола, но ни в коем случае не крупный песок, так как он при нагреве в процессе насмолки осаждается на дно, вытесняя смолу наверх. Смола утрачивает однородность и перестает выполнять свое назначение. Разогревать смолу в ящике лучше всего специальным электронагревателем. Ящик со смолой ставят на катки и задвигают под электронагреватель, имеющий круговую теплоизоляцию и вентиляционную вытяжку. Через некоторое время, когда смола сверху немного разогреется, ящик со смолой вынимают, смолу размешивают горячей металлической мешалкой и опять ставят на подогрев. Если нет электронагревательного устройства, смолу нужно разогревать открытым пламенем паяльной лампы, газовой горелки, одновременно перемешивая смолу горячей металлической мешалкой. Во время этой процедуры нельзя допускать, чтобы смола воспламенялась и выгорала, так как при этом она теряет свою пластичность и клейкость.
Следует упомянуть еще один старинный способ разогревания смолы. На металлическую сетку кладут горячие древесные угли, а под сетку ставят ящик со смолой, угли разгораются и плавят смолу. Расстояние от сетки до смолы должно быть небольшим, так как основное тепло уходит вверх.
Пока смола разогревается, подготавливается металлическая пластина для чеканки. Она должна быть ровной, с прочерченными карандашом осевыми линиями, параллельно сторонам, и с загнутыми углами или краями. Осевые линии делаются для правильного размещения рисунка на металле, так как залитые смолой края пластины не могут быть ориентиром. Когда смола расплавится, нужно дать ей некоторое время для того, чтобы она перестала выделять воздушные пузырьки. Для ускорения этого полезно поверху смолы пройти пламенем газовой или другой горелки, но не давать ей воспламеняться.
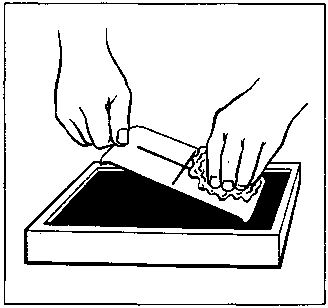
На подготовленную таким образом смолу укладывают пластину, следя за тем, чтобы она разместилась на одинаковом расстоянии от краев ящика и не утонула глубоко в смолу. Перед насмолкой пластину немного подогревают. Кроме того, очень важно, чтобы под пластину не попал воздух и она присмолилась бы всей плоскостью. Для этого пластину накладывают на смолу одним краем и постепенно опускают ее в смолу на всю плоскость (рис. 39). Затем смоле с пластиной дают остыть и на насмоленную пластину переводят рисунок. Эту операцию начинают с того, что расположение осевых линий на пластине отмечают на смоле, затем небольшим куском ветоши или марли, смоченной водой и выжатой, берут немного белой гуаши или акварели и покрывают тонким слоем пластину.