

§ 5. Приемы сборки кованых изделий
При художественной ковке очень важно определить, какая часть изделия будет коваться целиком, а какие элементы будут выполняться отдельно, а затем соединяться. От правильного технологического процесса во многом зависит успех работы. В свою очередь, для разработки технологии необходимо иметь кроме рисунка изделия точный чертеж, составленный конструктором с учетом припусков на механическую (токарную, фрезерную) обработку, если такая предусматривается. Имея чертеж поковки, можно рассчитать и массу необходимого материала для ее изготовления, прибавив к массе поковки отход металла на обсечку (в зависимости от сложности поковки) до 20 — 30%, на угар из расчета 2 — 3% на каждый нагрев и 1,5 — 2% на каждый подогрев.
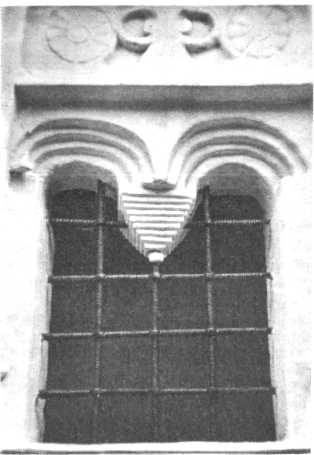
76. Решетка палаты Меньшикова в Пскове (XVII в.)
При разработке конструктивного чертежа деталей под ковку следует учитывать специфику этой техники и избегать нехарактерных для нее форм и конфигураций. Например, пересечение цилиндрических поверхностей между собой, а также избегать ребристых сечений, так как ребра в некоторых случаях (например, по контуру цилиндра) сделать крайне трудно, а иногда техникой свободной ковки и невозможно. Детали с резкой разницей в размерах лучше делать сварными или собрать на резьбе.
Процесс работы над изделием начинается с четкого представления его не только в целом, но и в деталях (характер их соединения). Это обусловливает и порядок проведения технологических операций. Особенно следует обратить внимание на приемы соединения.
В материалах, которые используются в изделиях декоративно-прикладного искусства: стекло, керамика, дерево, железо, прием соединения выполняет не только соединительную функцию, но и влияет на силуэт и характер изделия, подчеркивая его образную структуру. Вот это единство функционального и архитектурного и является одним из главных свойств кованого металла.
В изделии, в основе которого использованы единый растительный мотив, целесообразно соединять детали сваркой или клепкой впотай, или комбинацией обоих приемов. В этом случае соединения выполняют только функциональную роль. Места соединения в таких изделиях закрывают соседними декоративными элементами, листьями, цветами. Это прием характерен для барокко (рис. 77). В других случаях, когда изделия собраны из повторяющихся элементов, соединением служит хомут (скоба) (рис. 78) — клепка с ясно выраженной головкой, которая иногда изготовляется в виде цветка. Все конструктивные соединения ясно выражены, в этом случае они. несут и архитектоническую функцию. Подобный прием и другие характерны для изделий многих стилей и современных произведений (рис. 79).
Кузнецами всех стран используются растительные элементы украшений: стебли, листья, цветы, плоды и др.
Техника ковки украшений достигла высоких результатов. Если в решетках классицизма растительный орнамент и его элементы обобщены, то в барокко уже изображаются конкретные растения, а в модерне это приводит к натурализму. Со сменой стиля происходит изменение технологии. Если в работах романского периода кузнец использовал 2 — 3 универсальных инструмента — зубило, бородок, ручник и работа была непосредственно связана с горном и наковальней, то в работах барокко появляются многочисленные штампы, пуансоны, оправки и работа ведется по листовому металлу и на шпераках.
Ковка соединительных элементов и украшений
Изготовление листьев из полосы. В полосе шириной 30 мм, толщиной 10 мм делается перебивка, конец вытягивается на стебель. Заготовка укладывается в нижник и проковывается: полукруглым зубилом вырубаются контуры листа и насекаются зубилом жилки, на шпераке листу придается форма (рис. 80).
Изготовление листа из прутка. На конце заготовки производится осадка и осаженному концу придается форма. Заготовка нагревается, укладывается в нижник и проковывается; последние удары можно производить через гладилку (рис. 81).
Изготовление листа без нижника. Заготовку осаживают и придают ей форму. Сильными ударами проковывается часть, которую осадили, одновременно ей придается правильный силуэт листа. Обратной стороной ручника или подбойкой делаются углубления и секачом намечается стебель. При организованной работе этот.листок делается с одного нагрева (рис. 82).
