

3) Порционное вакуумирование.
Увеличение относительной поверхности жидкого металла в процессе вакуумной обработки с целью повышения ее эффективности можно достичь, если одновременно вакуумировать не всю массу металла в ковше, а небольшую ее часть. С этой целью были разработаны способы порционного и циркуляционного выкуумирования в специальных камерах.
Способ порционного вакуумирования с засасыванием в вакуум-камеру одновременно лишь 8-12% всего металла в ковше был разработан в 1956 году. По начальным буквам названия фирмы - разработчика он обычно называется процессом ДН.
Обработка стали происходит в футерованной вакуум-камере (рис.168), в которую металл засасывается через футерованный внутри и снаружи патрубок вследствие создания в камере разрежения. Уровень металла в вакуум-камере примерно соответствует внешнему атмосферному давлению.
При движении ковша вниз или вакуум-камеры вверх металл вытекает из вакуум-камеры в ковш (остается лишь в патрубке), а при обратном движении вновь засасывается в камеру, где подвергается вакуумной обработке. Эти циклы обработки повторяются многократно (30-50 раз), доводя коэффициент рециркуляции (отношение суммарной массы металла, прошедшего вакуум - камеру, к общей массе металла в ковше) примерно до четырех.
Для уменьшения потерь тепла вакуум-камеру перед вакуумированием нагревают до 1500-1560С с использованием системы электронагрева или газокислородными горелками.
В процессе вакуумирования через специальный загрузочный патрубок со шлюзом вводят ферросплавы, осуществляя легирование и раскисление. При этом уменьшается угар легирующих элементов и раскислителей, а также это позволяет выплавить сталь с узкими пределами по хим.составу.
ДН позволяет снижать содержание кислорода до 0,005% в металле с небольшим количеством НВ,[C] 0,01% ,[H] 310 -4 %.
Недостатки:
1. Сложное сооружение, состоящее из комплекса устройств, включающее гибкий вакуум-провод.
2. Недостаточная стойкость футеровки. Обычно футеровка магнезитохромитовая. Стойкость футеровки вакуум-камеры 100-200 плавок, а патрубков - в два раза меньше.
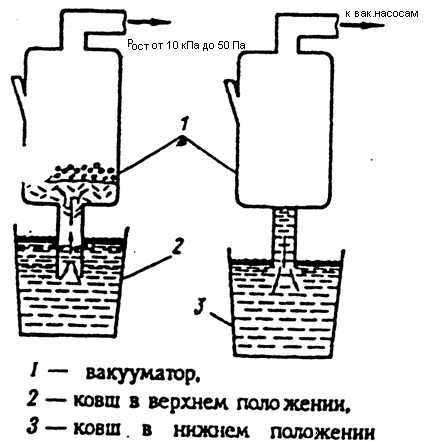
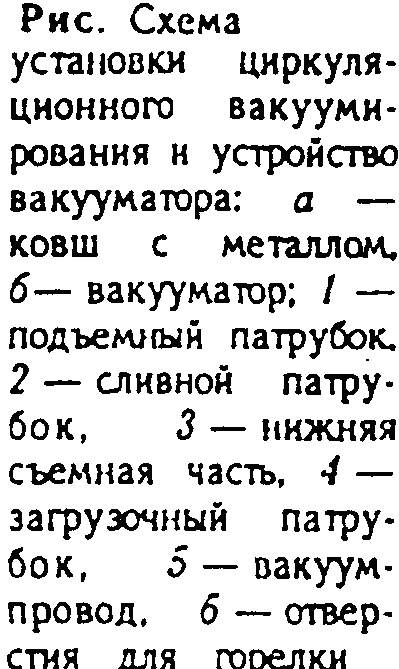
4) Циркуляционное вакуумирование.
Разработано в 1959 году и по начальным буквам названий фирм разработчиков названно процессом RH (рис.169). Вакуум - камера, футерованная огнеупорными материалами, имеет два патрубка, которые погружаются в находящийся в ковше металл. При создании вакуума металл поднимается по этим патрубкам в камеру, после чего в подъемный патрубок подают аргон, играющий роль транспортирующего газа. Поднимаясь, пузырьки аргона инжектируют жидкую сталь в вакуум камеру, откуда она через сливной патрубок вновь поступает в ковш с металлом. Происходит непрерывная циркуляция металла.

В зависимости от массы металла в ковше (от 200 до 400 тонн) расход аргона изменяется от 100 до 1000 л/мин. Коэффициент рециркуляции равный 4 достигается за 10-15 мин.
По эффективности циркуляционное вакуумирование не отличается от порционного.