

5. Внепечная обработка стали
1.Особенности процессов внепечной обработки.
Увеличение вместимости ДСП и удельной мощности трансформаторов делает проведение процессов рафинирования, особенно с восстановительным периодом, нерациональным. Значительный эффект в улучшении ТЭП с одновременным улучшением качества стали дает внепечная обработка жидкой стали с применением вакуума, кислорода и инертных газов, порошков металлов, сплавав и соединений, синтетического шлака.
Особенностью рафинирования металла вне печи является использование наиболее благоприятных физических и физико-химических условий удаления из металла примесей и получения стали необходимого состава. По сравнению с ДСП условия при внепечном рафинировании характеризуются:
Увеличением скорости взаимодействия металла со шлаком или газовой фазой вследствие значительного увеличения контактной поверхности между этими фазами, а также благодаря перемешиванию, способствующему дроблению стали на малые объемы с большой поверхностью.
Улучшением термодинамических условий удаления примесей в результате изменения состава газовой фазы или создания вакуума, обработки шлаком с оптимальными физико-химическими свойствами.
Методы внепечного рафинирования позволяют решать следующие задачи:
Обезуглероживание металла до весьма низких концентраций углерода (<0,010%)-достигается обработкой в вакууме, продувкой кислородом вместе с инертными газами.
Глубокое рафинирование металла от серы (0,003%) - достигается обработкой шлаком или введением в металл десульфурирующих добавок.
Раскисление с получением стали мало загрязненной неметаллическими включениями регулируемой формы и размеров достигается вакуумированием или обработкой порошком металлов и других материалов.
Удаление из металла водорода ( 210-4 %)-вакуумированием.
Получение металла необходимого состава с регулированием содержания раскислителей и легирующих элементов в узких пределах, а также с уменьшением их угара - вакуумированием, введением раскислителей и легирующих при низком окислительном потенциале контактирующих с металлом шлаковой или газовой фаз.
Выравнивание состава и температуры металла в объеме ковша, регулировка температуры продувкой инертным газом, дополнительным нагревом в ковше.
2.Продувка стали в ковше инертным газом.
Наиболее простым способом внепечной обработки стали с целью улучшения ее качества является продувка жидкого металла в ковше инертным газом, которую применяют как самостоятельно, так и при обработке стали другими более сложными способами и методами. Пузырьки газа, всплывающие при продувке через весь слой металла, оказывают на него рафинирующее воздействие. Вследствие увеличения интенсивности массопереноса в ковше выравнивается состав и температура в объеме металла. Интенсивное перемешивание ускоряет доставку НВ к поверхности металл-шлак и удаление их из стали. Этому же способствует удаление НВ с пузырьками продувающего газа вследствие их адсорбции на поверхности этих пузырьков.
Н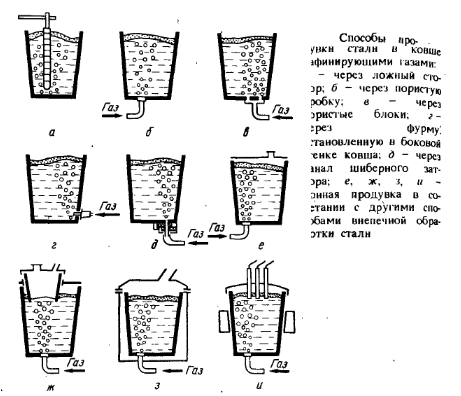 аиболее
часто для продувки в ковше применяют
аргон, который получают на кислородных
станциях металлургических заводов при
разделении воздуха с целью производства
кислорода. Расход аргона при продувке
составляет 0,3-2,0 м3/т
стали. Газ в металл подают через
погружаемую фурму («ложный стопор»),через
пористую огнеупорную пробку в днище
ковша или через пористые швы в днище
ковша. Наиболее простым способом
обработки стали аргоном является
продувка с применением «ложного
стопора»,представляющего собой стальную
трубу, футерованную снаружи огнеупорными
катушками. Недостаток - наиболее
интенсивное движение газа происходит
вдоль стопора и это приводит к его
размыванию и попаданию частиц огнеупора
в сталь. К тому же стопоры представляют
собой устройства разового пользования.
Поэтому широкое применение для продувки
получили огнеупорные пористые пробки.
аиболее
часто для продувки в ковше применяют
аргон, который получают на кислородных
станциях металлургических заводов при
разделении воздуха с целью производства
кислорода. Расход аргона при продувке
составляет 0,3-2,0 м3/т
стали. Газ в металл подают через
погружаемую фурму («ложный стопор»),через
пористую огнеупорную пробку в днище
ковша или через пористые швы в днище
ковша. Наиболее простым способом
обработки стали аргоном является
продувка с применением «ложного
стопора»,представляющего собой стальную
трубу, футерованную снаружи огнеупорными
катушками. Недостаток - наиболее
интенсивное движение газа происходит
вдоль стопора и это приводит к его
размыванию и попаданию частиц огнеупора
в сталь. К тому же стопоры представляют
собой устройства разового пользования.
Поэтому широкое применение для продувки
получили огнеупорные пористые пробки.
В процессе продувки аргоном понижается содержание оксидных включений на 20-70%.Максимальное снижение содержания неметаллических включений происходит при содержании в стали >0,025% Al,т.е. когда образуются преимущественно включения корунда.
Важное значение имеет состав шлака. При продувке под окислительным шлаком в результате интенсификации процессов перемешивания возможно окисление металла шлаком и повышение содержания оксидных включений в стали. Поэтому необходима отсечка печного шлака на выпуске и наводка в ковше нового шлака из материалов, не содержащих оксидов железа, например известково-глиноземного.
При продувке аргоном достаточный слой шлака на поверхности металла в ковше нужен не только для теплоизоляции металла, но и для предупреждения контакта его с окислительной атмосферой воздуха. В условиях интенсивного барботажа ванны аргоном это может привести к заметному вторичному окислению, а также к некоторому поглощению азота.