

Принцип работы и основные узлы литьевой мшины
Время технологич. цикла:
Т = Тсм + Тв + Твд + То + Тр
где Тсм - время смыкания частей пресс формы; Тв - время впрыска; Твд - время выдержки под давлением; То - время охлаждения; Тр - времяразмыкания пресс формы и размельчения готовой отформованной тары.
Л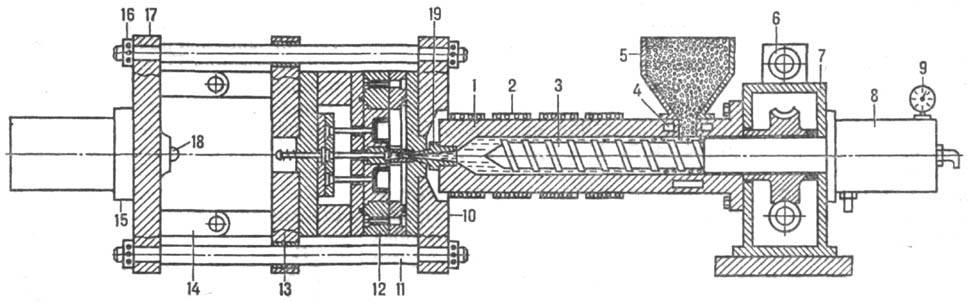 итье
под давлением
применяют преимущественно для изготовления
изделий из термопластов. Осуществляют
под давлением 80-140 МПа на литьевых машинах
поршневого или винтового типа, имеющих
высокую степень механизации и автоматизации
итье
под давлением
применяют преимущественно для изготовления
изделий из термопластов. Осуществляют
под давлением 80-140 МПа на литьевых машинах
поршневого или винтового типа, имеющих
высокую степень механизации и автоматизации
Литьевая машина: 1 -материальный цилиндр; 2 - нагревательные элементы; 3-винт (шнек); 4-каналы охлаждения; 5-бункер для материала; 6-гидродвигатель; 7-редуктор; 8-гидроцилиндр узла впрыска; 9-манометр; 10, 17-неподвижные плиты; 11 - направляющие колонки; 12-литьевая форма; 13-подвижная плита; 14-колесно-рычажный механизм; 15-гидро-цилиндр узла смыкания; 16-гайки; 18-упор; 19-сопло.
При переработке термопластов методом литья под давлением литьевую форму термостатируют (температура ее не должна превышать температуры стеклования или температуры кристаллизации), а при переработке реактопластов нагревают до температуры отверждения. Давление литья зависит от вязкости расплава материала, конструкции литьевой формы, размеров литниковой системы и формуемых изделий. Литье при сверхвысоких давлениях (до 500 МПа) уменьшает остаточные напряжения в материале, увеличивает степень ориентации кристаллизующихся полимеров, что способствует упрочнению материала и обеспечивает более точное воспроизведение размеров деталей.
Давление в литьевой форме при заполнении расплавом полимера повышается постепенно (в конце выдержки под давлением достигает 30-50% от давления литья) и распределяется по длине оформляющей полости неравномерно вследствие высокой вязкости расплава и быстрого ее нарастания при охлаждении или отверждении.
Литье под давлением позволяет изготовлять детали массой от долей грамма до нескольких килограммов. При выборе машины для формования изделия учитывают объем расплава, необходимый для его изготовления, и усилие смыкания, требующееся для удержания формы в замкнутом состоянии в процессе заполнения расплавом оформляющей полости.
Метод литья под давлением применяется сравнительно давно для изготовления изделий специального назначения в основном сложных сферических и овальных форм достаточно больших размеров.
Процесс литья под давлением не является непрерывным и заключается в следующем. Через загрузочный бункер и дозирующее устройство в обогреваемую часть термопластавтомата поступают гранулы полимерного материала. Под действием тепла они расплавляются и помощью червячного шнека поступают в дозирующую камеру. После того, как точно установленное количество расплава, соответствующее весу изготавливаемого изделия, соберется в камере, с помощью выдавливающего шнека расплав впрыскивается с большой скоростью и под большим давлением через специальные литниковые каналы в холодную "литьевую форму", соответствующую по свой конструкции форме изготавливаемого изделия, и там застывает (отверждается), после этого форма размыкается и изделие автоматически или вручную извлекается. Для каждого изделия время впрыска, время отверждения и время размыкания четко определено, и нарушение этих параметров процесса приводит к получению некачественного изделия. К существенному недостатку метода литья под давлением относится необходимость изготовления для получения изделий разных конфигураций другой литьевой формы. Литьевая форма является одним из основных технологических узлов термопластавтомата и представляет собой сложным в техническом отношении агрегатом. Его конструирование, изготовление, доводка и отработка технологического процесса занимает много времени и предполагает большие материальные затраты. К тому же, в зависимости от размера и, соответственно, от веса изделий такая литьевая форма должна устанавливаться на разных типах термопластавтоматов, которые подразделяются в зависимости от объема впрыска расплава полимерного материала. Таким образом, изготовление изделий методом литья под давлением может применяться только для специфических изделий сложных геометрических форм.
Осн. операции процесса вып-ся в следующей последовательности:
смыкание пресс-формы и перемещение ее к соплу;
впрыск расплава полимера в пресс-форму при помощи червячного пресса;
выдержка давления в форме, охлаждение и отвердение изделия;
возврат шнека пресса в исходное состояние;
подача новой порции полимера из дозатора в цилиндр пластификатора;
отвод формы от сопла, размыкание пресс-формы и извлечение готового изделия.
К пар-м технол-го процесса предъявляются очень жесткие требования, т. к. малейшие отклонения тем-ры расплава, формы, давления впрыска, усилия смыкания формы, продолжительности выдержки и других могут привести к неприятным последствиям.
К осн. узлам и блокам ТПА относятся: блок пластификации и впрыска расплава, пресс-форма с литниковой системой, узел смыкания пресс-формы с гидравлической системой, механизм выталкивателя с устройством для извлечения готовых изделий, блок автоматического контроля и управления, защитные устройства.
БИЛЕТ №16