

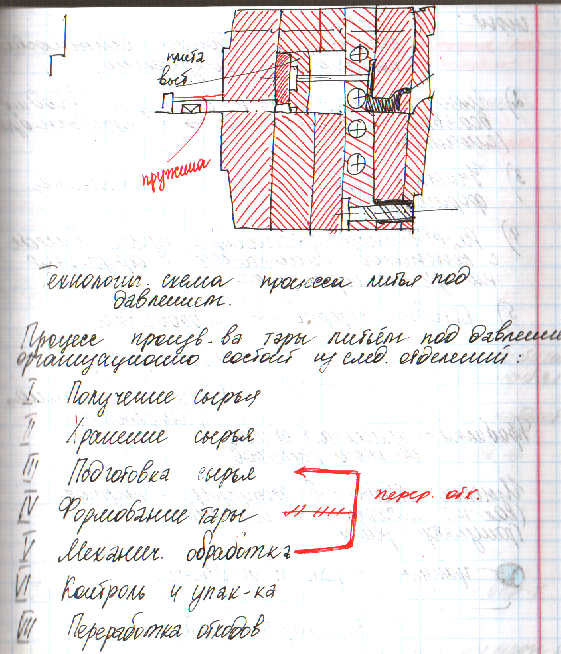
3. Схема пресс-формы.

БИЛЕТ № 17
Виды и состав пластмасс в производстве тары.
Пластические массы являются композиционными материалами, основу которых составляют полимеры, а их свойства в той или иной мере модифицируют различные наполнители. Чаще применяются смеси полимеров.
В качестве наполнителей используют различные вещества, как органического, так и неорганического происхождения.
Наполнители:
-пластификаторы
-стабилизаторы
-красители и др.
Полимеры – природные и искусственные химические соединения, в молекулах которых одинаковые звенья повторяются большое число раз. Эти многократно повторяющиеся звенья нмв (мономера) соединены между собой различными видами химических связей.
Свойства полимеров определяют:
химическая структура мономеров
регулярность мономеров в цепи
средний молекулярный вес (длина полимерной цепи)
полидисперсность макромолекул
Изменение химической структуры, молекулярных характеристик в решающей степени определяет комплекс свойств макромолекул, от которого зависят свойства полимера: межмолекулярное взаимодействие, растворимость, термодинамическая и кинетическая гибкость, поляризуемость, способность кристаллизоваться.
Циклограмма процесса термоформования. Расчёт времени теплорадиационного нагрева листовой заготовки.
Циклограмма представляет собой графическую зависимость перемещения рабочих органов от времени. Для построения линейной циклограммы автомата по оси абсцисс в определенном масштабе откладывается время рабочего цикла от 0 до "Тр". Отсчет времени ведется от начала рабочего хода ведущего звена исполнительного механизма, принимаемого за основной. Затем прямыми линиями изображаются перемещения и остановки рабочих органов. При этом линии, параллельные оси абсцисс, означают остановки, а наклонные - перемещения.
В зависимости от цели построения, циклограмма автомата может быть проектной, исполнительной или экспериментальной. Проектная циклограмма составляется конструктором на ранней стадии проектирования автомата и постоянно уточняется в процессе его создания. Исполнительная циклограмма является окончательным конструкторским документом, отражающим согласованную работу отдельных звеньев спроектированного и изготовляемого автомата. Это основное руководство для сборщиков и наладчиков.
Экспериментальная циклограмма снимается непосредственно с действующего автомата с целью анализа его работы. Для построения экспериментальной циклограммы результаты измерений интервалов времени перемещений и выстоев рабочих органов автомата удобно записывать в таблицу. Учитывая возможные погрешности измерений времени секундомером, необходимо каждое измерение выполнить в не менее чем трехкратной повторности.
Контактно-тепловая сварка мягкой тары.
Сваркой называют способ создания неразъёмного соединения элементов конструкции, при котором полностью исчезает граница раздела между соединяемыми поверхностями, превращаясь в размытый переходный слой.
Пи контактно-тепловой сварке используется энергия внешних источников тепла. Тепло к соединяемым поверхностям передаётся путём непосредственного контакта с нагретым инструментом. По виду энергии, подводимой к свариваемым деталям , контактно-тепловая сварка является термомеханической, т.е. неразъёмное соединение образуется вследствие подвода тепловой энергии и приложения статического давления.
Тепловая энергия может подводиться к границе раздела свариваемых поверхностей за счёт теплопроводности (к-т проплавлением) или за счёт теплоотдачи от источника теплоты к свариваемым поверхностям (к-т оплавлением).
Контактно-тепловую сварку нагретым инструментом осуществляют с односторонним (можно сваривать плёнки толщиной до 100-150мкм) или с двусторонним нагревом.
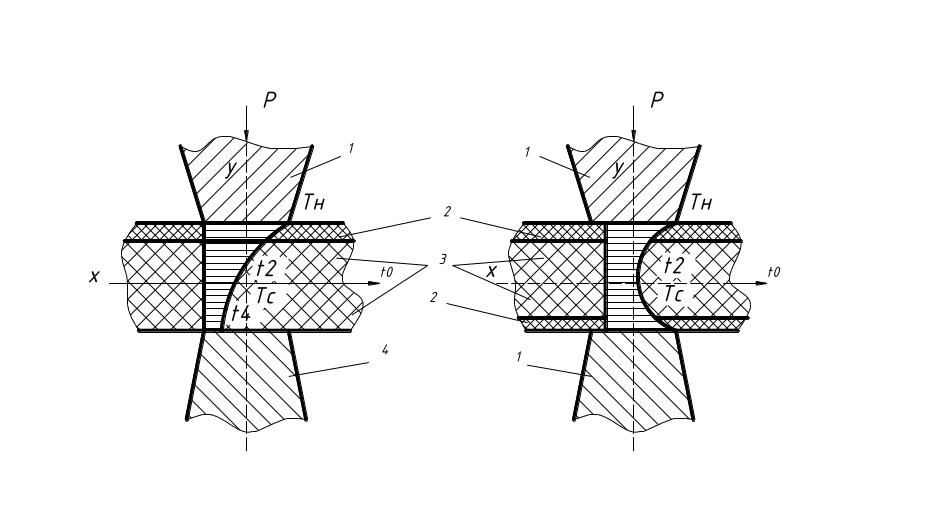
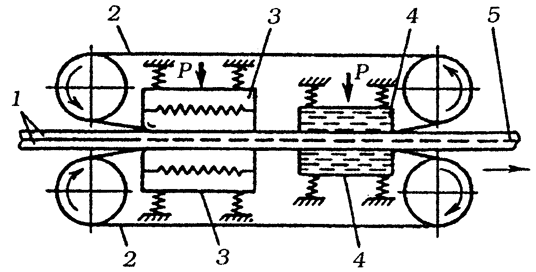
Схема контактно-тепловой сварки
а) с односторонним нагревом
б) с двусторонним нагревом
1 – нагретый инструмент; 2 – прокладки; 3 – свариваемые материалы; 4 – холодный инструмент; Тн – температура нагретого инструмента; t2 – температура внешней поверхности изделия; Тс – температура свариваемых поверхностей; t4 – температура холодного инструмента.
Для достаточного разогрева зоны сварки температура нагревательных элементов должна быть выше температуры сварки. Скорость разогрева зависит от температуры инструмента, теплофизических свойств и толщины свариваемого материала.
Способы получ. свар. соед. разделяют на непрер.е и периодические.
В процессе непрерывной сварки температура по длине нагревателя распределяется неравномерно. Передняя часть его, постоянно вступающая в контакт с холодным материалом, имеет более низкую температуру. Поэтому для нагрева свариваемого материала требуется больше времени, чем при шаговой сварке нагревателем, имеющим такую же, но равномерно распредёлённую температуру.
По конструктивному исполнению сварочного узла контактно-тепловая сварка:
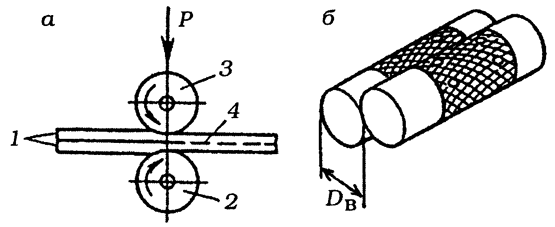
- роликовая. Свариваемый материал пропускают через пару вращающихся нагретых роликов, один из которых прижимается с усилием, обеспечивая контактное давление.

- ленточная. Позволяет производить охлаждение свариваемого шва перед снятием давления.
Периодическая контактно-тепловая сварка включает операции подачи соединяемых материалов в зону сварки, прижим нагретым инструментом, нагрев, выдержку, охлаждение, отвод инструмента, удаление сваренных материалов.
Период раб. цикла машины Тц, осущ-й периодическую сварку, составляет время, затраченное на сварку, и время холостых ходов.
Время,
затраченное непосредственно на сварку,
содержит время нагрева
![]() ,
время выдержки
,
время выдержки
![]() и время охлаждения
и время охлаждения
![]() :
:
![]()
Время, затраченное на холостые ходы = время подачи материала + прижима + отвода горячего инструмента + удаления сваренных материалов.
Сварочным инструментом для получ. прямолинейных швов обычно являются бруски из нержавеющей стали с тщательно полированной поверхностью. Они нагреваются электрическим устройством.
Для уменьшения нагрева материала в околошовной зоне, значительно понижающего прочность сварочного соединения, ширину инструмента увелич. и снабжают его спец. охл-ми эл-ми или изоляционными пластинками. С целью исключения прилипания свар. мат. к нагревателю => разделительные прокладки (фторопласт, ПЭТФ, целлофан).
Кач. сварки определяют 3 параметра: температура, давление, время.
БИЛЕТ №19