

Токарные станки
Токарные станки предназначены для механической обработки поверхностей вращения. На этих станках обрабатываются самые разнообразные детали: валы и оси, втулки и зубчатые колеса, гильзы и стаканы и т.д. Объединяет эти детали то, что они состоят в основном из поверхностей вращения: цилиндрических, конических, торцевых, сферических, резьбовых и др.
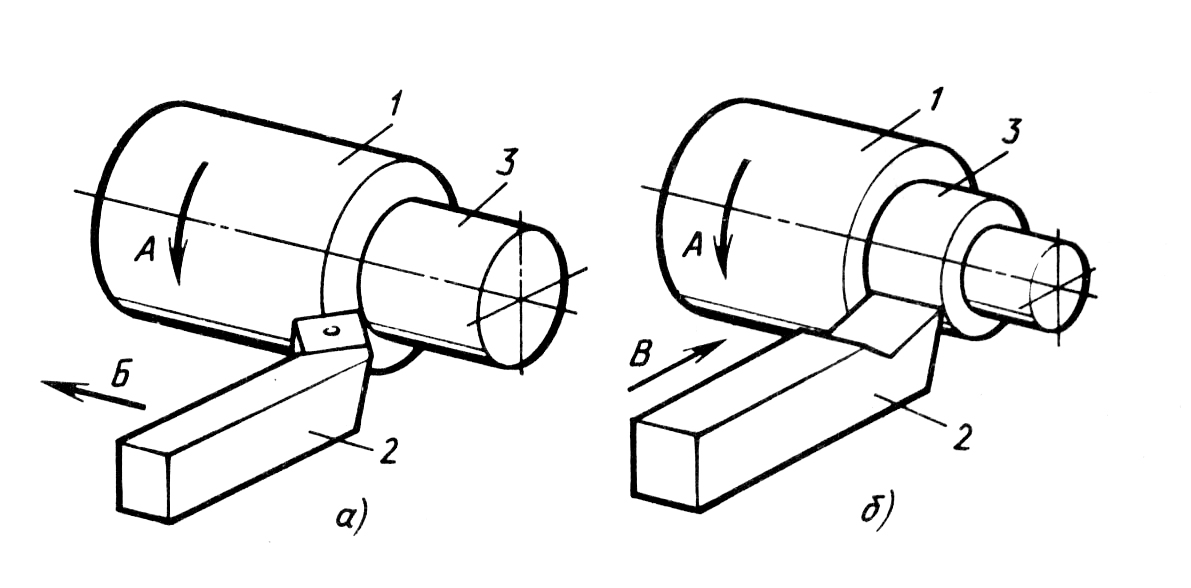
Рис. 2 - Точение внешних цилиндрических поверхностей
Кроме деталей типа тел вращения, на токарных станках обрабатывают поверхности вращения на корпусных деталях (отверстия под подшипники валов), в рычагах и других деталях.
Виды работ, выполняемых на токарных станках. На рис.2. представлены способы точения цилиндрических внешних поверхностей. Заготовке 1 придается главное вращательное движение, указанное стрелкой А. Резцу 3 сообщается прямолинейное движение, параллельное оси вращения заготовки – движение подачи, показанное стрелкой Б.
На рис. 2, б представлен второй способ получения цилиндрической поверхности – точение заготовки 1 резцом 2 с поперечной радиальной подачей (стрелка В).
Подрезание торцовых поверхностей. На рис. 3, а показаны движения заготовки 1 и резца 2 при подрезании плоского торца 3 с поперечной подачей. Плоская торцовая поверхность 3 (рис.3, в) может образовываться при проточке прямоугольной канавки отрезным резцом с поперечной подачей или отрезке детали.
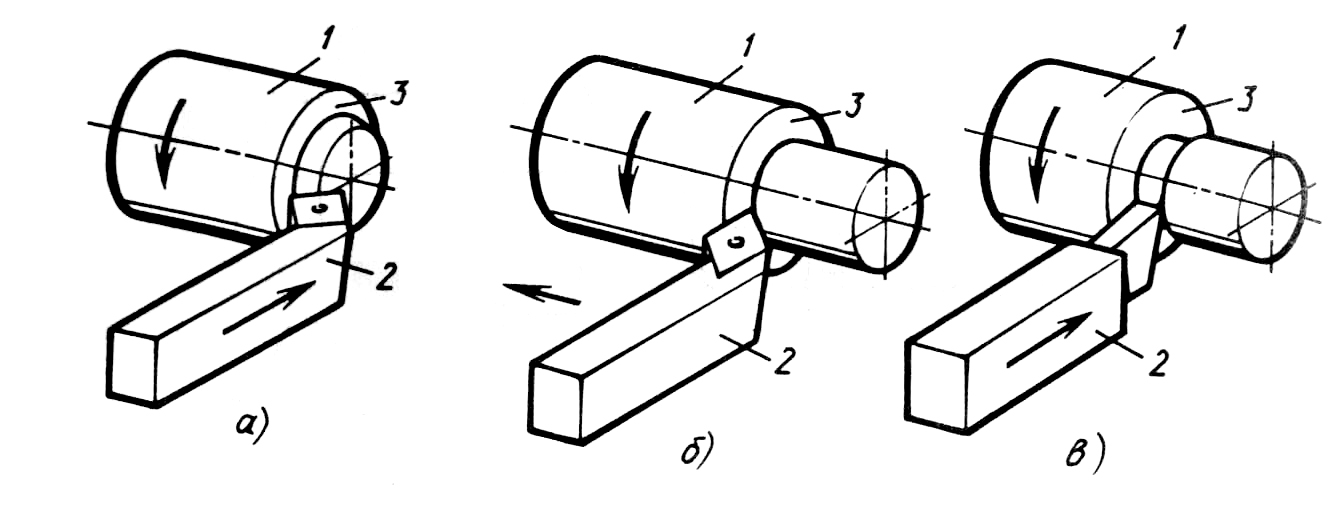
Рис. 3 - Точение торцовых поверхностей
Точение конических поверхностей. Для образования конической поверхности резец необходимо перемещать под заданным углом к оси вращения заготовки. Небольшой угол конусности можно получить на токарном станке смещением центра 2 закрепленного заднего конца заготовки 1 (рис.4, а).
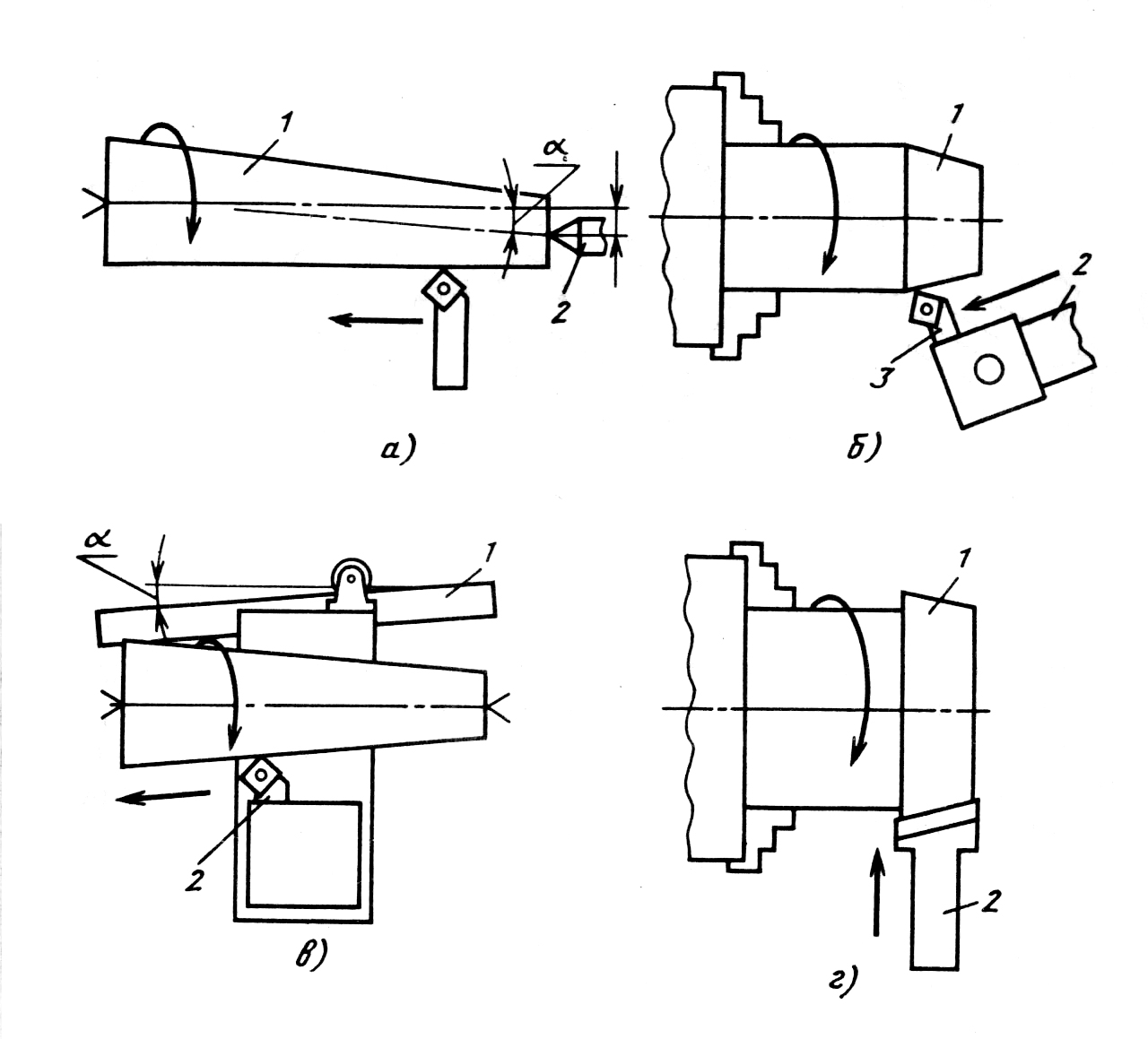
Рис. 4 - Точение конических поверхностей
а – со смещением заднего центра; б – поворотом направляющих частей верхней части суппорта; в – по копирной линейке; г – широким резцом с поперечной подачей
При обработке конических поверхностей 1 с большим углом необходимо изменять направление движения резца 3 поворотом направляющих каретки 2 верхней части суппорта (рис.4, б) либо применением копировального устройства (рис.4, в). Короткие конические поверхности 1 (рис.4, г) можно обработать широким резцом 2 с поперечной подачей.
Обработка фасонных поверхностей. На токарном станке обрабатывают фасонные поверхности. Один из самых простых способов – точение с поперечной подачей фасонного резца 2 (рис.5, а), имеющего профиль контура 1. Фасонные поверхности 1 большой длины (рис.5, б) обрабатывают с помощью копира 2.
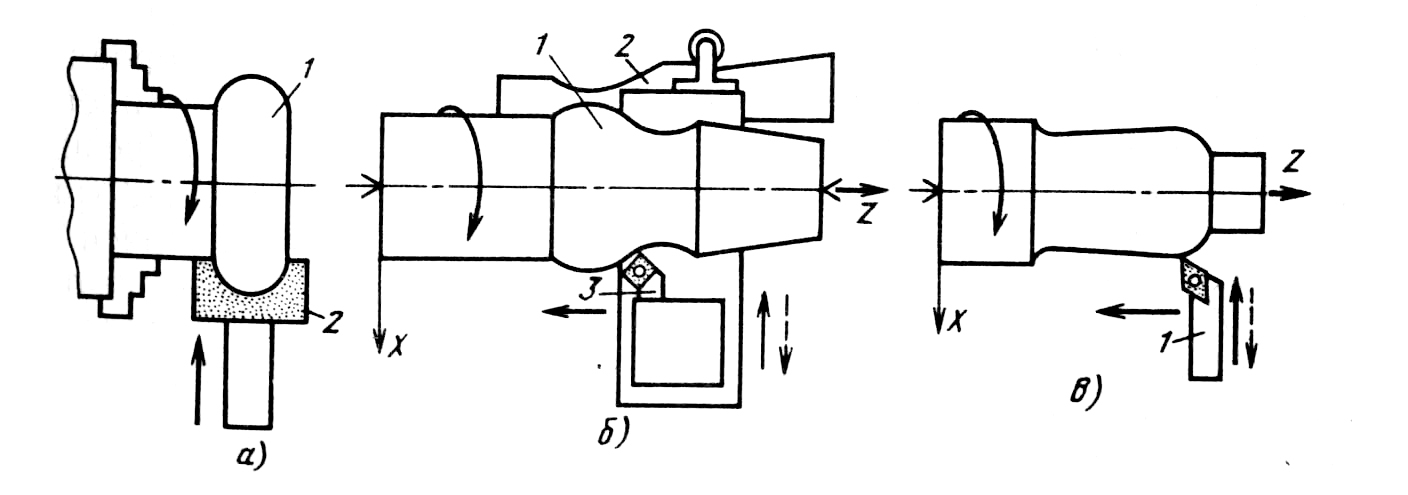
Рис. 5 - Точение фасонных поверхностей
Нарезание резьбы. Одним из наиболее универсальных способов обработки резьбовых поверхностей является нарезание резьбы резцом 2 (рис.5, а) с профилем при вершине, соответствующим профилю впадины резьбы 1. Гребенка 2, имеющая несколько режущих зубьев разной высоты (рис.5, б), позволяет нарезать резьбу 1 за один рабочий ход.
Более простой способ – нарезание резьбы 1 плашкой 2 (рис.5, в), для которой продольная подача необходима лишь в начальный момент врезания, после чего плашка сама навинчивается на заготовку по нарезанному участку резьбы.
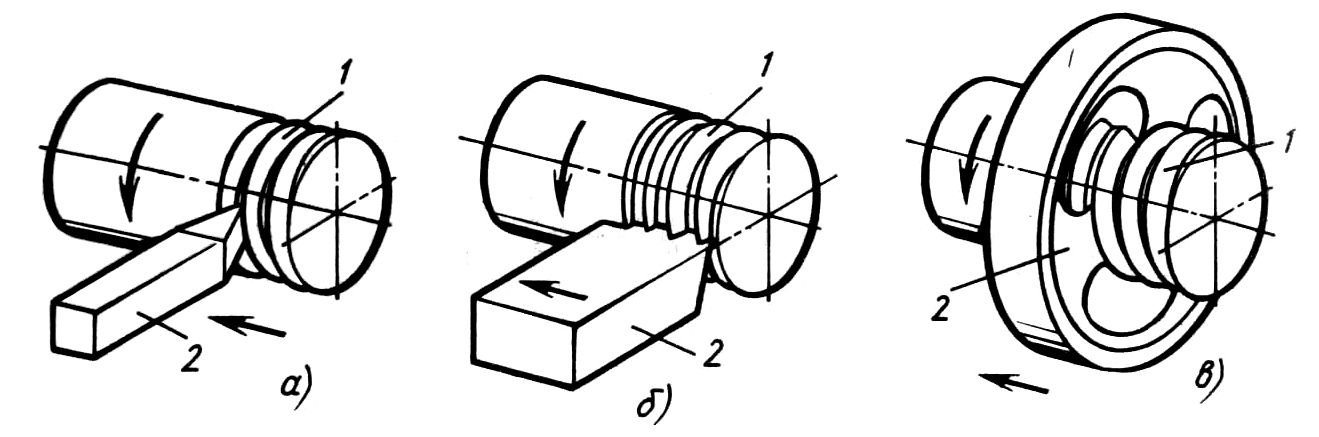
Рис. 6 - Нарезание внешней резьбы
а – резьбовым резцом; б – гребенкой; в – плашкой; г – охватывающее (вихревое) фрезерование; д – наружное фрезерование головкой
Обработка внутренних поверхностей. На рис. 7 показаны способы обработки внутренних поверхностей: растачивание цилиндрической поверхности 1 (рис.7, а) с продольной подачей резца 2; прорезание канавки 1 прямоугольного или фасонного профиля с поперечной подачей (рис.7, б), сверление и развертывание отверстий 1 (рис.7, в) инструментом 2 с продольной подачей; нарезание резьбы 1 резцом 2 (рис.7, г) и метчиком 3 (рис.7, д).

Рис. 7 - Точение внутренних поверхностей
Компоновка токарно-винторезных станков. На рис. 8. показана компоновка токарно-винторезного станка. Заготовка 6 устанавливается в патрон шпинделя 5 и поддерживается центром задней бабки 12. Для вращения заготовки служат электродвигатель 1 и механизм главного движения может сообщать заготовке различную частоту вращения. Резцы закрепляют в резцедержателе верхнего суппорта 8, который может поворачиваться вокруг вертикальной оси. В верхнем суппорте размещен механизм ручного перемещения верхних салазок, который может использоваться для точения конусных поверхностей.

Рис. 8 - Компоновка токарно-винторезного станка
Суппорт 7 перемещается в продольном направлении по направляющим станины 13 с помощью ходового валика 11 или рейки 9, с которой шестерня механизма продольной подачи соединена с помощью ходового винта 10 или разъемной гайки. В суппорте имеется также механизм поперечной подачи, передающий движение от ходового валика к винту поперечных салазок суппорта.
Различные величины подач получают с помощью переключения зубчатых колес с различным числом зубьев, размещенных в коробке подач 4 и связанных передачей 2 со шпинделем.