

Установка резца в резцедержателе
Резец устанавливают в резцедержателе таким образом, чтобы вершина его была расположена на уровне оси центров (рис.16). Установку резца контролируют по заднему центру. Под державку резца помещают подкладки из мягкой стали, причём количество подкладок должно быть минимальным, а державка резца должна опираться на подкладки всей поверхности. Вылет резца из резцедержателя не должен превышать полторы высоты державки, т.е. l<1,5Н. Резец закрепляют в резцедержателе не менее чем двумя винтами.
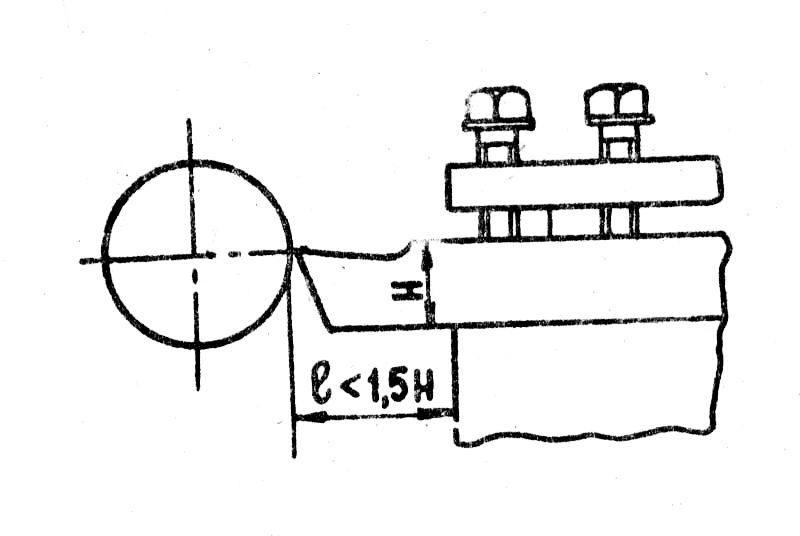
Рис. 14 - Допустимый вылет резца
Технологический процесс токарной обработки
Детали машин изготавливают из заготовок. Заготовка – предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Технологический процесс – последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Технологический переход - законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой (подрезание торца, наружное точение, вытачивание канавки и т.д.).
Полная обработка заготовки за одну операцию характерна для единичного производства. Например, при изготовлении из прутковой заготовки 34 детали «Палец» (рис.15) принята такая последовательность (рис.16): проходным резцом I (рис.16, б) подрезают торец. Проходным упорным резцом II обтачивают наружные поверхности 32 и 25, канавочным резцом III вытачивают канавку шириной 3 мм, резцом I снимают фаску 2х450, отрезают деталь отрезным резцом IV. Затем отрезанную деталь вновь закрепляют в патроне за поверхность 25, подрезают второй торец и снимают фаску резцом I.
Таким образом, операция токарной обработки заготовки детали «Палец» выполнялась за два установа, причем за первый установ выполнено пять переходов, а за второй установ – два перехода.
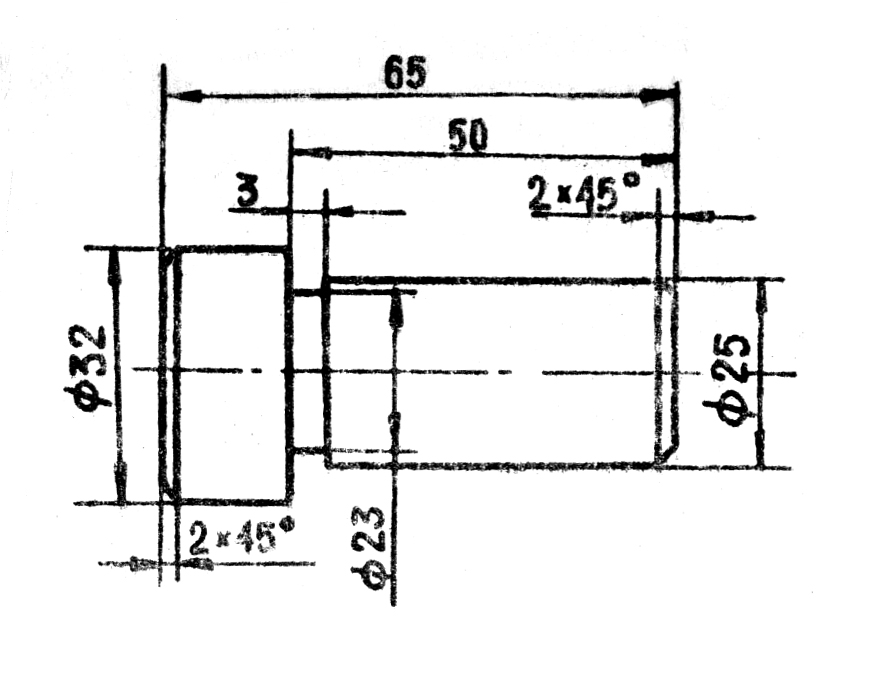
Рис. 15 - Чертеж детали «палец»
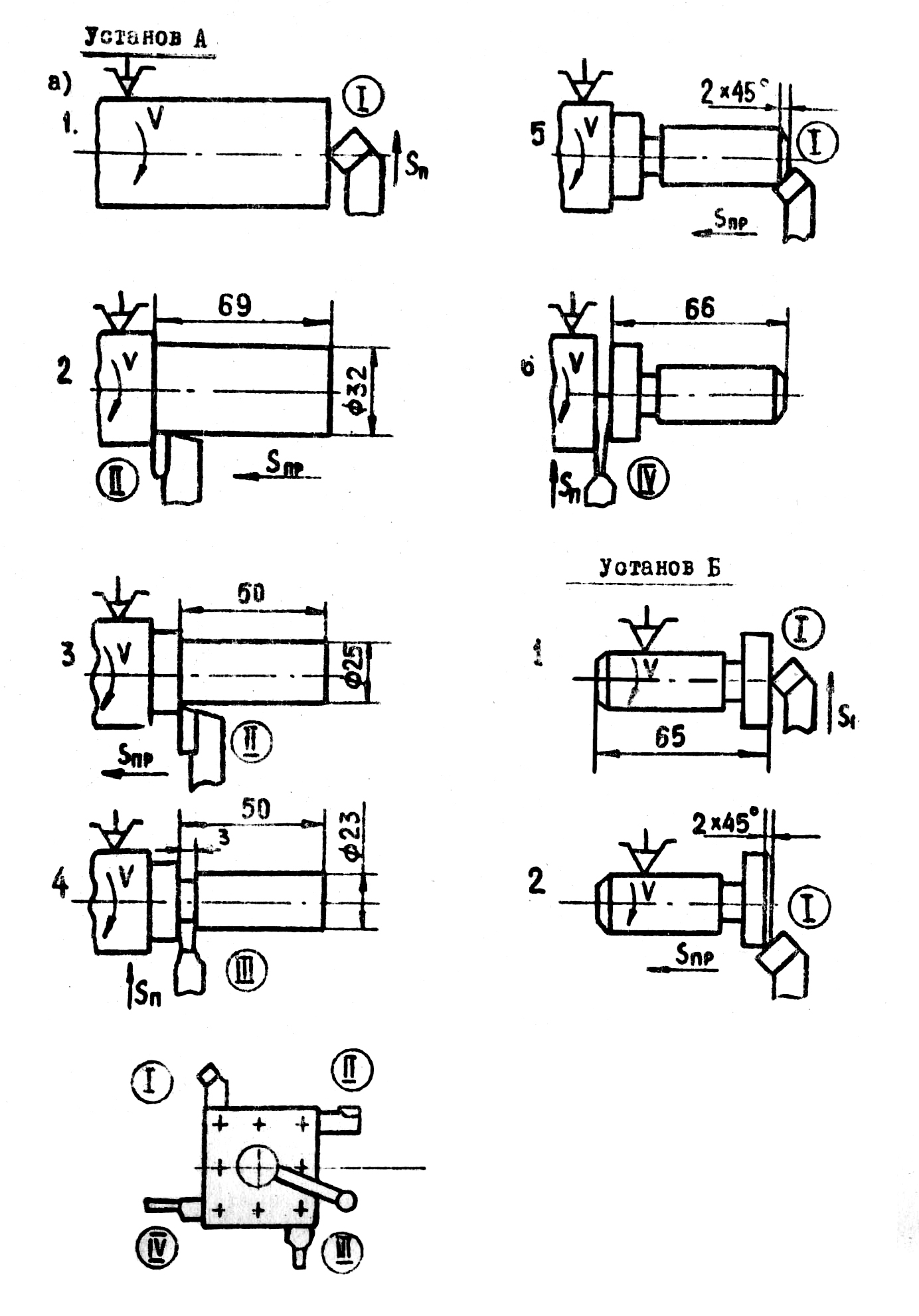
Рис. 16 - Технологический процесс изготовления детали «Палец» за одну операцию: а – схема технологического процесса; б – схема наладки резцедержателя;
1-6 – переходы; резцы: I – проходной отогнутый, II – проходной упорный;
III – канавочный, IV – отрезной
Содержание отчета
Составить эскиз компоновки токарно-винторезного станка 1К с указанием назначения его основных частей.
Описать основные и вспомогательные движения рабочих органов станка, методы установки режимов станка и механизм их осуществления.
Выполнить эскиз детали (выдается руководителем).
Составить эскиз установки заготовки на станке.
Описать виды работ, выполняемых на станке, и указать какие из них будут использованы при обработке детали.
Составить техпроцесс обработки детали с указанием эскизов переходов и инструмента.
Изложить классификацию резцов и указать какие из них использованы при обработке детали.