

Устройства и системы активного контроля
Устройства активного контроля осуществляют управление технологическим процессом, имеют выход на технологическое оборудование и принимают решения по результатам контроля.
Активный контроль может производиться до, во время и после обработки. Он так же может решать задачу обеспечения качества и надежности работы технологической системы.
Виды активного контроля
Блокировочный контроль
Блокирующие устройства – наиболее простые устройства активного контроля.
Пример:
Блокирующие устройства ставятся на автоматических линиях между токарными и шифовальными станками. Они не влияют на размерную точность деталей, но обеспечивают безаварийный процесс обработки.
Контроль в процессе обработки
Устройство контроля в процессе обработки посылает сигнал на прекращение обработки, как только достигается заданный диапазон размеров изготавливаемой детали. При этом осуществляются прямые или косвенные измерения.
Подналадочный контроль
Подналадчики – измерительные устройства, которые через цепь обратной связи изменяют настройку станка, когда значение контролируемого параметра выходит за допустимые пределы. Они не определяют размеры детали, а поддерживают с той или иной точностью настройку станка для получения детали с заданными размерами.

Рис. 4 Пример системы подналадочного контроля
В данном случае (Рис. 4) присутствует систематическая погрешность – износ шлифовального круга.

Рис. 5
Подналадчик не реагирует на изменение размеров в диапазоне А (Рис. 5). При достижении области σ (зоны риска) дается команда на подналадку равную по величине подналадочному импульсу.
Недостаток такой методики в слабой помехозащищенности.
Это можно исправить, изменив методику, т.е. подналадчик переключается только после n (n=2, 3, …) изделий, размеры которых вышли в зону риска.

Лекция №4 (2.10.2006) Особенности измерения и контроля в гпс (кап)
ИИК в технологической системе.
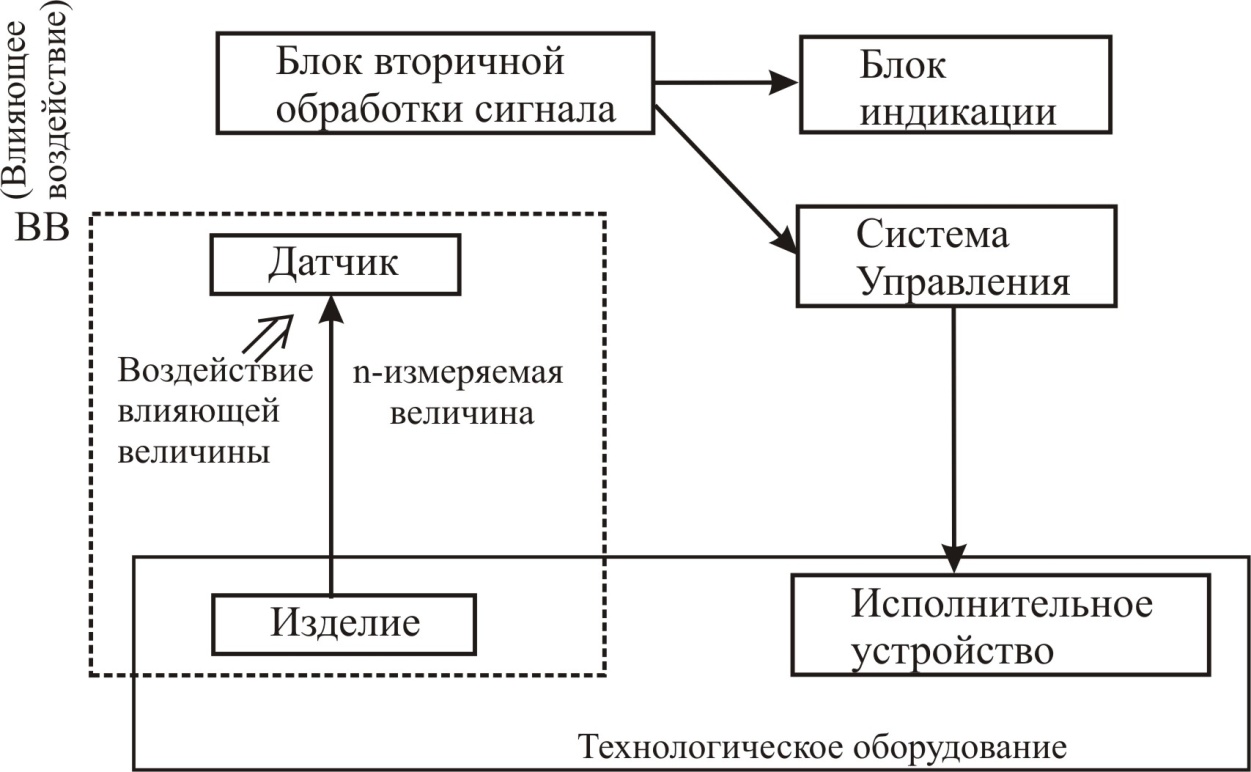
Требования к датчикам
Требования определяются условиями их использования и основные из них следующие:
Точность(погрешность).
Чувствительность.
Перегрузочная способность(отношение предельного допустимого значения входной величины к номинальному ее значению).
Стойкость в агрессивных средах.
Стойкость к воздействию СОЖ и к загрязнениям.
Малая чувствительность к неинформативным параметрам входной величины.
Малая чувствительность к влияющим воздействиям.
Малая масса.
Миниатюризация.
Простота конструктивных решений.
Высокая надежность.
Высокая технологичность и экономичность
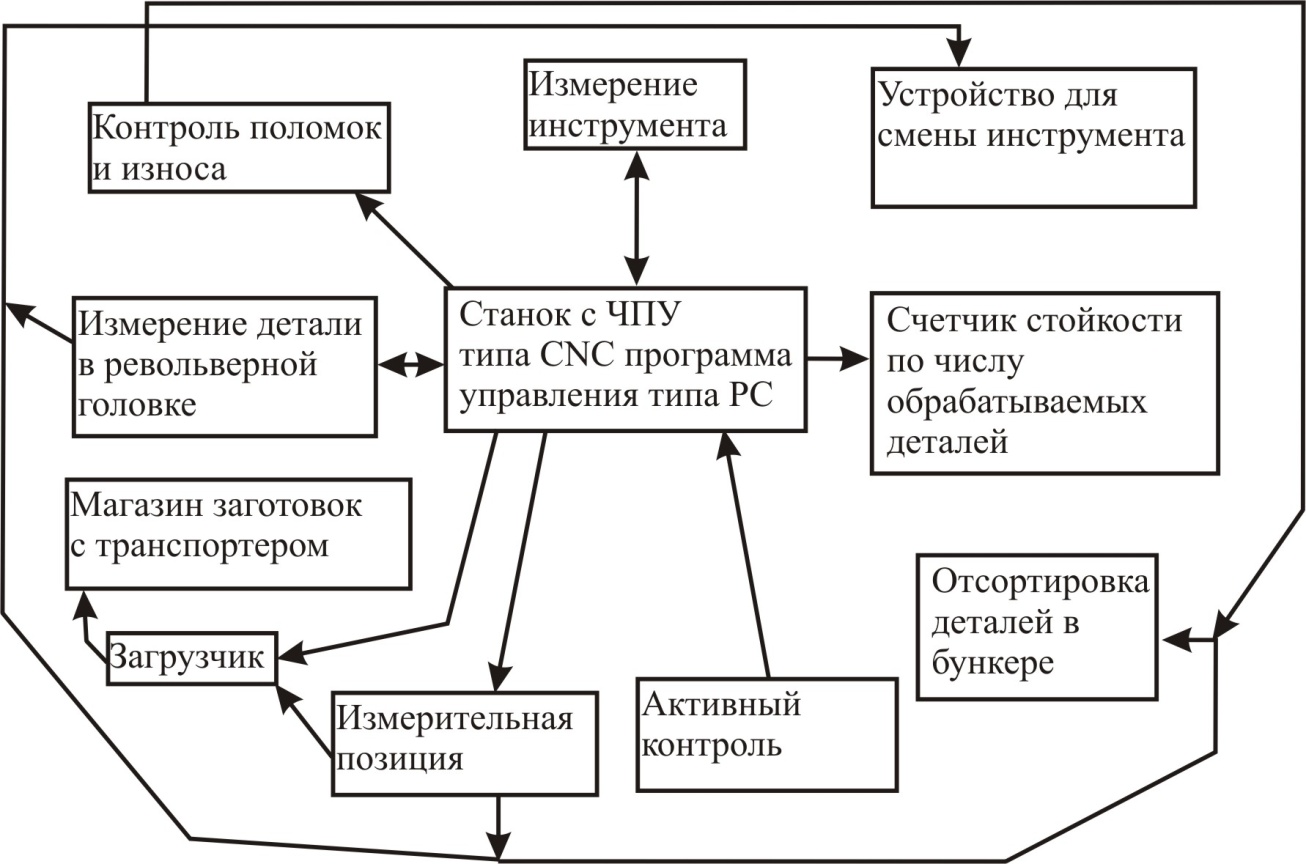
Функции гибкой ячейки для токарной обработки
Лекция №5 (2.10.2006) Особенности контроля в режиме реального времени в производственных условиях
Неэлектрические параметры контролируются в зоне протекания технологического процесса или непосредственно на работающем оборудовании.
Влияющие воздействия на датчик в условиях ГПС, как правило, на порядок сильнее, чем на вторичный преобразователь.
Измеряемые неэлектрические величины необходимо преобразовывать в электрические сигналы.
Влияющие воздействия неопределенны как по величине, так и по физической природе.
Высокие требования по точности измерения контролируемого параметра.
Ограничение по точности контролируемого параметра
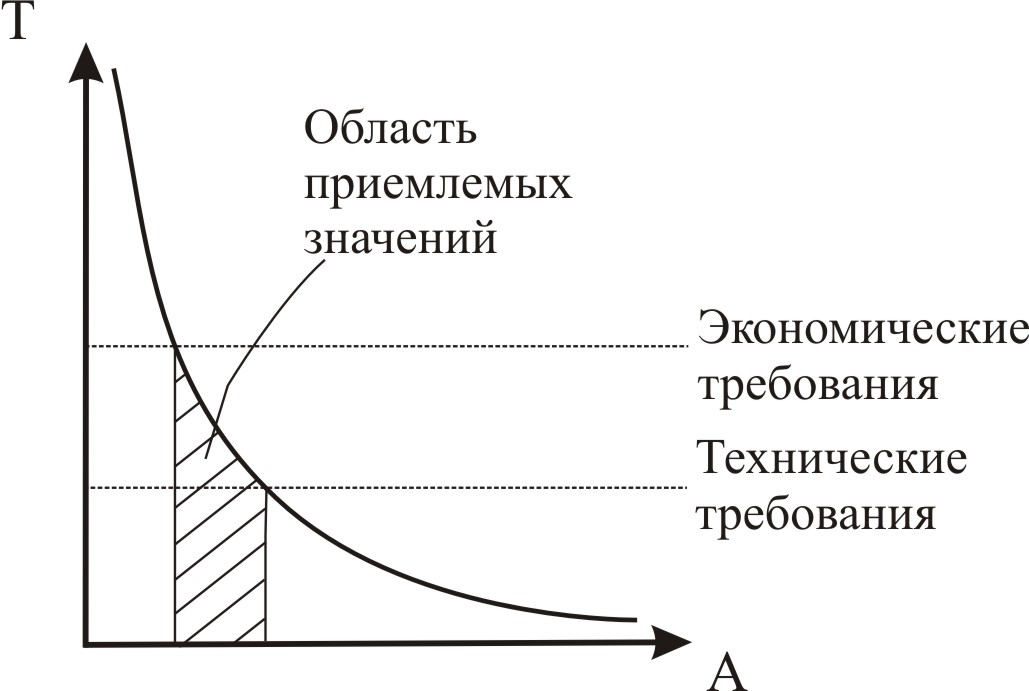
Т – трудоемкость, А – допуски на параметр.
=*А
- погрешность
- коэффициент
=0,1…0,45
Замечание о точности и надежности ИИК
Конструктивные решения в современных датчиках имеют тенденцию к усложнению и к размещению все большего числа элементов(деталей) в уменьшающемся объеме.
Эта тенденция неизбежно ведет к снижению надежности, если не предусматриваются одновременно новые решения в области ее повышения.
Завышение точности также недопустимо.
Примеры контроля
Контроль инструмента
Измерение заготовки(детали)

Этапы преобразований в ИИК
1 этап: преобразование неэлектрической величины в электрический параметр.
2 этап: вторичное преобразование электрических сигналов(АЦП, детектирование, фильтрация, масштабирование, калибровка).
Решаются задачи:
Достижение требуемой мощности сигнала.
Достижение требуемой чувствительности канала ИИК.
Достижение требуемой точности.
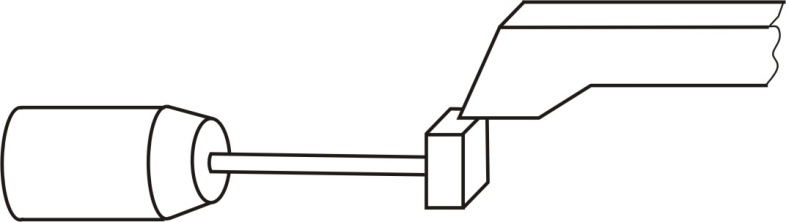
Пример ИИК для системы активного контроля при шлифовании
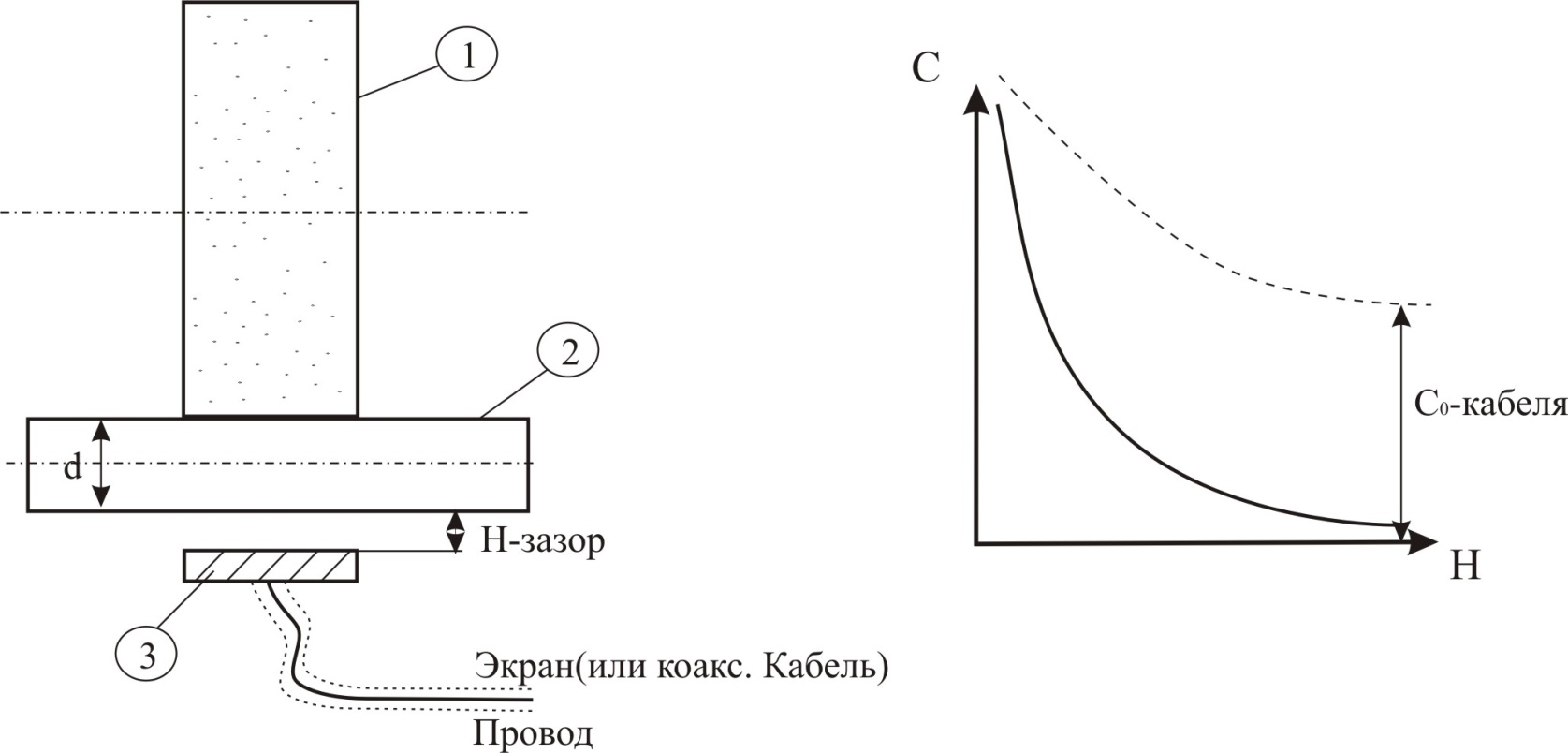
1-инструмент
2-деталь
3-измерительный электрод

Вывод: без элемента связи с генератором параметрический измерительный преобразователь работать не может. Если правильно не выбрать элемент связи с генератором, то при наличии хорошего датчика, можно получить очень плохой ИИК; при плохом преобразователе правильный выбор элементов параметрической цепи может обеспечить приемлемое решение.