3.2. Установка и закрепление торцовых фрез на станке.
|
|
Рис. 3. Направление вращения шпинделя при работе цилиндрическими фрезами с различным направлением винтовых зубьев: а — правым; б —левым
|
Рис. 4. Проверка биения зубьев цилиндрической фрезы индикатором
|


|
Рис. 5. Концевая оправка для торцовых фрез.
|

Последовательность действий фрезеровщика при установке на станке торцовых фрез аналогична ранее рассмотренной для цилиндрических фрез с учетом конструкции концевых оправок.
|
Рис. 6. Установка торцовых фрез на станке
|
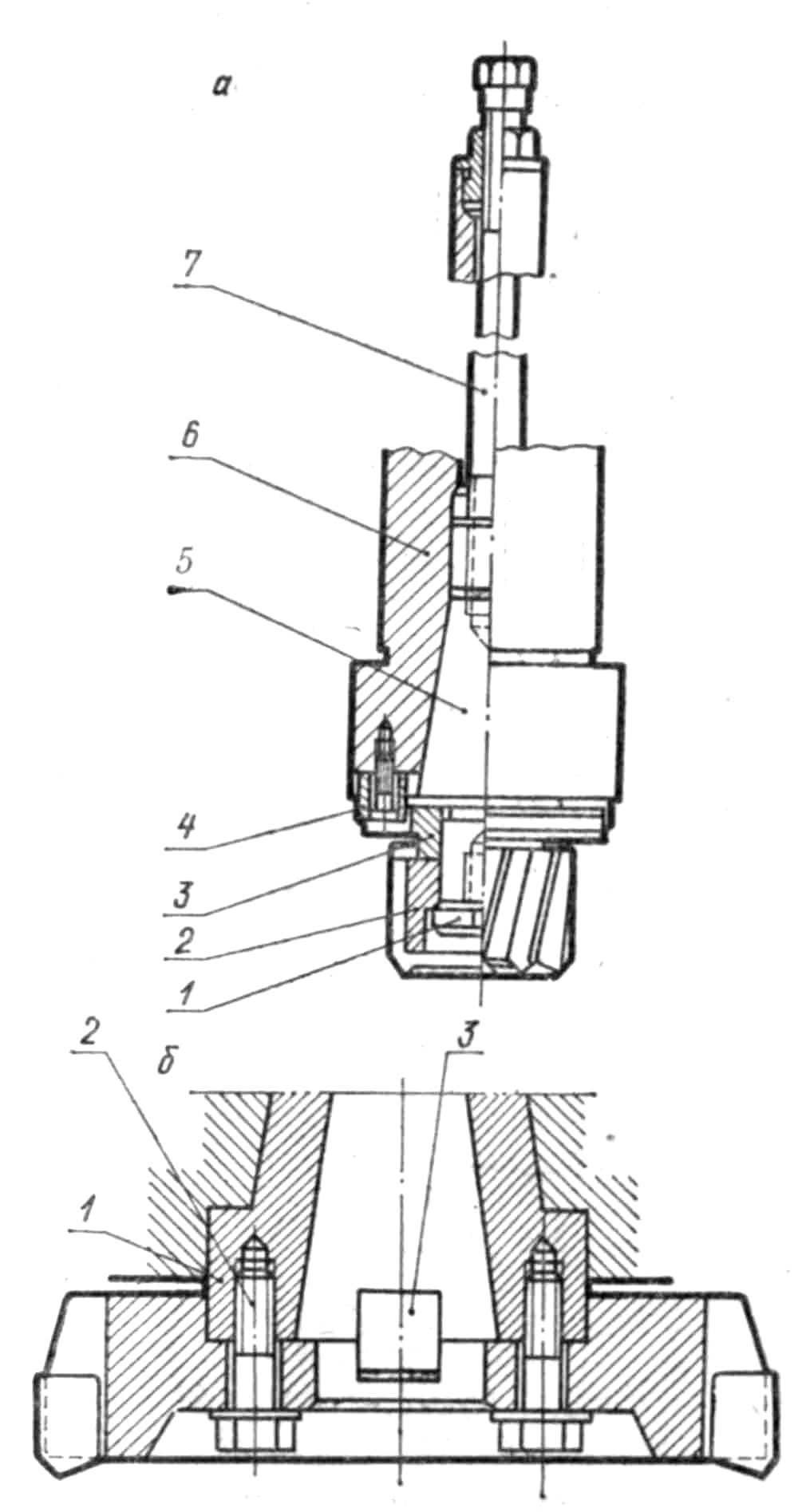
Крупногабаритные торцовые фрезы устанавливаются непосредственно на передний цилиндрический участок 1 шпинделя (рис. 6, б). При этом поводковые шпонки 3 должны зайти в торцовый паз фрезы, которая затем закрепляется четырьмя винтами 2. Чтобы исключить перекос и биение фрезы, винты затягивают торцовым ключом в диагональном порядке.
3.3. Фрезерование плоскостей торцовыми фрезами
Торцовые фрезы предназначены для обработки плоскостей на вертикально - и горизонтально-фрезерных станках. Торцовые фрезы в отличие от цилиндрических имеют зубья, расположенные на цилиндрической поверхности и на торце.
Торцовые фрезы делятся на насадные (ГОСТ 9304 — 69) с мелкими зубьями и с крупными зубьями и насадные со вставными ножами по ГОСТ 1092 —69.
Основными размерами торцовых фрез являются: диаметр — D, длина фрезы — L, диаметр отверстия — d и число зубьев — z.
Торцовые фрезы по сравнению с цилиндрическими имеют ряд преимуществ, главными из которых являются:
более жесткое крепление на оправке или шпинделе;
более плавная работа из-за большого числа одновременно работающих зубьев.
Поэтому обработку плоскостей в большинстве случаев целесообразно проводить торцовыми фрезами.
Торцовые фрезы, как и цилиндрические, делятся на праворежущие и леворежущие.
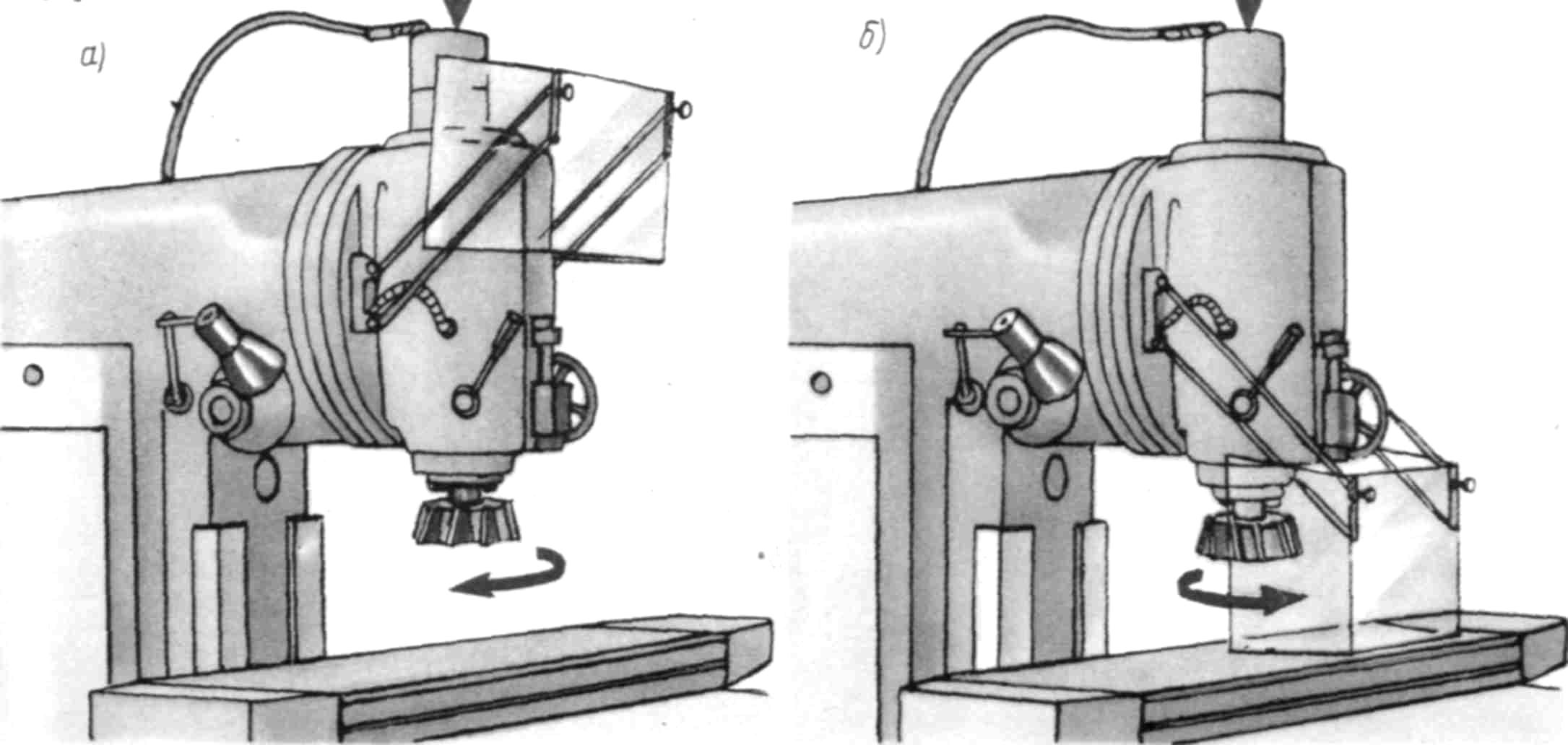
Праворежущими называют такие фрезы, которые при работе должны вращаться по часовой стрелке (рис. 7, а), а леворежущие — против часовой стрелки (рис. 7, б), если смотреть на фрезу или фрезерную головку сверху (при работе на вертикально-фрезерном станке).
|
|
Рис. 7. Направление вращения фрез
|
|
Широкое распространение получили торцовые фрезы, оснащенные пластинками твердых сплавов. Фрезерование плоскостей торцовыми твердосплавными фрезами является более производительным, чем фрезерование цилиндрическими фрезами.
В последнее время большое распространение получили торцовые фрезы с неперетачиваемыми твердосплавными пластинками.
Стандартом
предусмотрено, что у торцовых насадных
фрез параметры определены однозначно,
т. е. каждому диаметру торцовой фрезы
соответствует определенное значение
длины фрезы L,
диаметра отверстия d
и числа зубьев z.
Диаметр торцовой фрезы выбирается в
зависимости от ширины фрезерования t
по формуле
![]()
Для черновой обработки выбирают торцовые насадные фрезы со вставными ножами или с крупными зубьями. При чистовой обработке следует взять торцовые насадные фрезы с мелкими зубьями.
Однако во всех случаях надо отдать предпочтение торцовым фрезам, оснащенным твердыми сплавами, так как машинное время обработки в этом случае значительно сокращается за счет увеличения скорости резания.
При работе на вертикально - и горизонтально-фрезерных станках торцовыми фрезами наладка и настройка принципиально ничем не отличаются от наладки и настройки горизонтально-фрезерного станка при работе цилиндрическими фрезами. Поэтому остановимся лишь на отличительных особенностях наладки и настройки при фрезеровании торцовыми фрезами.
При фрезеровании торцовой фрезой на горизонтально-фрезерном станке (рис. 8) применяют следующий порядок установки глубины фрезерования.
Включить станок и вращение шпинделя и с помощью рукояток продольной, поперечной и вертикальной подач осторожно подвести заготовку к фрезе до легкого касания. Рукояткой продольной подачи вывести заготовку из-под фрезы, выключить вращение шпинделя.
|
Рис. 8. Фрезерование торцовой фрезой на горизонтально-фрезерном станке
|
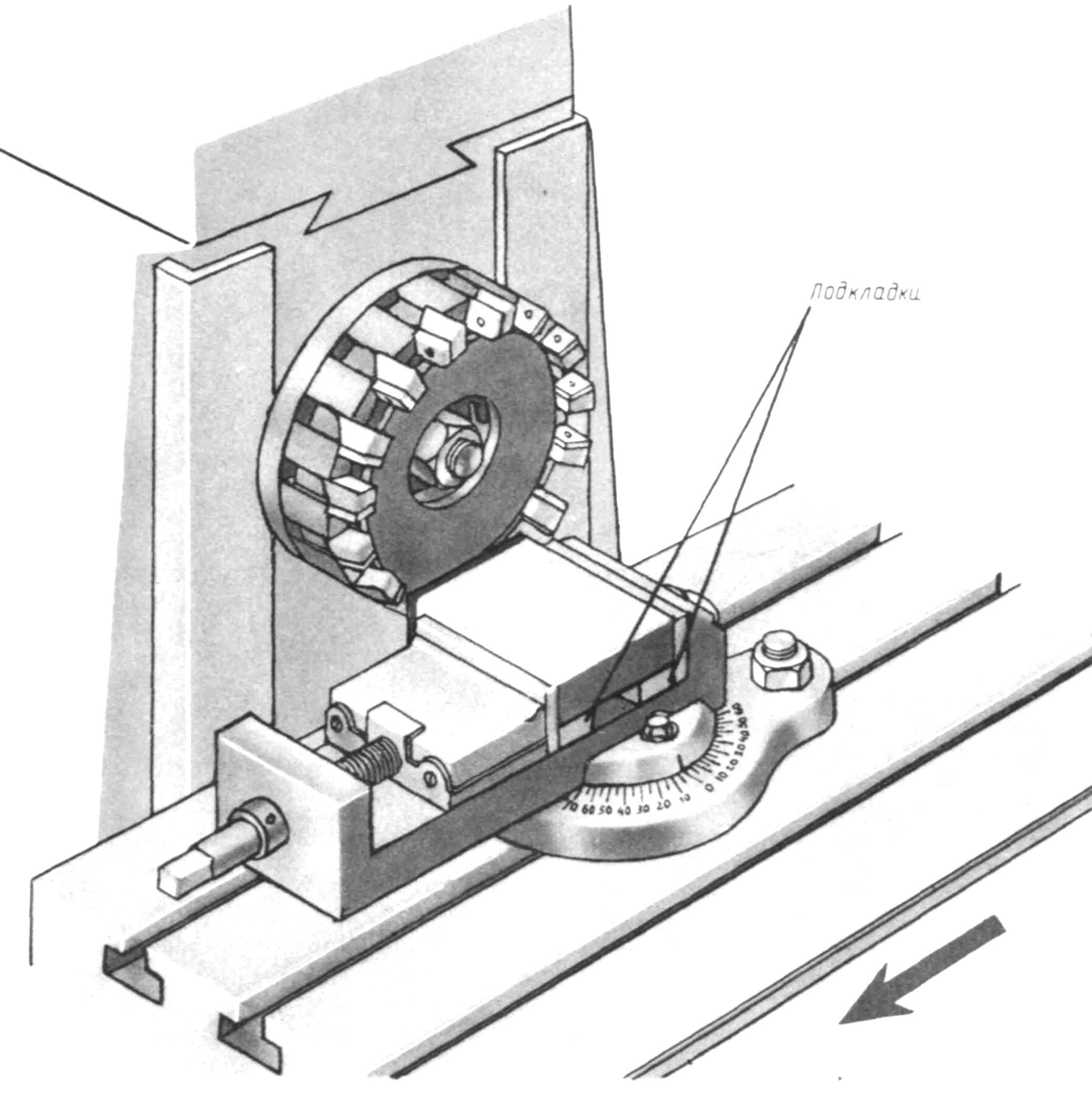
Рукояткой поперечной подачи переместить стол в поперечном направлении на величину, соответствующую глубине резания 3 мм. После установки фрезы на требуемую глубину резания застопорить консоль стола и салазки поперечной подачи, установить кулачки включения механической подачи. Затем плавным вращением рукоятки продольной подачи стола подвести обрабатываемую заготовку к фрезе, не доводя до касания с ней, включить шпиндель, включить механическую подачу, профрезеровать плоскость, выключить станок и произвести измерение обработанной заготовки.
При фрезеровании торцовыми твердосплавными фрезами с большими скоростями резания надо уделить внимание соблюдению правил техники безопасности. В таких случаях следует применять защитные экраны или защитные очки во избежание получения ожогов лица или повреждения глаз раскаленной стружкой.
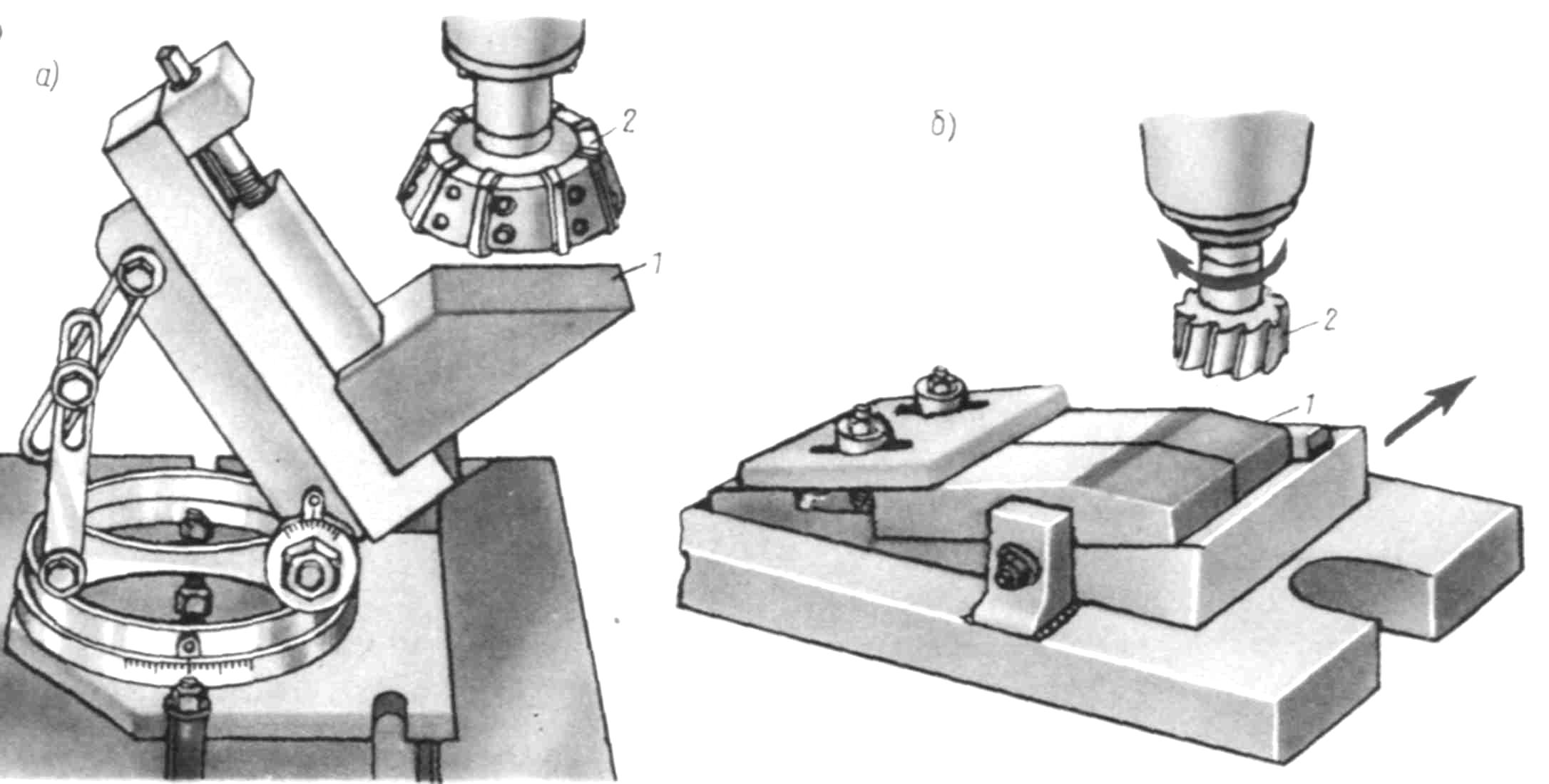
Торцовыми фрезами также можно фрезеровать наклонные плоскости и скосы на вертикально-фрезерных станках, устанавливая заготовки под требуемым углом, как и при обработке цилиндрическими фрезами, применяя универсальные тиски (рис. 9, а), поворотные столы или специальные приспособления (рис. 9, б). Фрезерование наклонных плоскостей 1 и скосов торцовыми фрезами 2 можно производить также путем поворота шпинделя, а не заготовки. Это возможно на вертикально-фрезерных станках, у которых фрезерная бабка со шпинделем поворачивается в вертикальной плоскости, например, как у станка 6М12П, а
также на широкоуниверсальных станках типа 6М82Ш, у которых вертикальная головка имеет поворот в вертикальной и горизонтальной плоскостях.
|
Рис. 9. Фрезерование наклонной плоскости торцовыми фрезами |