

3. Разработка план-конспект урока
СПЕЦТЕХНОЛОГИИ
Тема (раздел): Фрезерование плоских поверхностей
Тема урока: Установка и закрепление торцовых фрез. Фрезерование плоскостей торцовыми фрезами.
Цели урока: учебная – сформировать знания о способах установки и закрепления и фрезерования торцовыми фрезами;
развивающая – развитие познавательной активности и учебной самостоятельности, развитие гибкости ума, технической направленности мышления, профессиональных интересов и способностей;
воспитательная – воспитание уважения к труду, своей профессии, воспитание умений трудиться в коллективе.
Тип урока: комбинированный.
Ход урока
Организационная часть.
Приветствие.
Проверка отсутствующих.
Сообщение темпа урока.
Повторение пройденного материала по теме «Установка и закрепление цилиндрических фрез. Фрезерование плоскостей цилиндрическими фрезами».
Вопросы:
Назовите способы установки и выверки цилиндрических фрез на станке.
Объясните достоинства и недостатки различных способов и методов фрезерования плоскостей цилиндрическими фрезами.
Укажите последовательность действий при выполнении фрезерных работ.
Укажите основные виды брака плоскостей и причины, вызывающие их.
Объяснение нового материала:
Установка и закрепление цилиндрических фрез на станке
Установка торцовых фрез на станке.
Фрезерование плоскостей торцовыми фрезами.
3.1. Установка и закрепление цилиндрических фрез на станке.
|
Рис. 1. Переходная втулка для оправок с коническим хвостовиком «Морзе»
|

Хвостовики оправок могут иметь коническую форму» с конусностью 7:24 для непосредственной установки в отверстие шпинделя или конус Морзе. В последнем случае оправки крепят на станке при помощи переходных втулок. Резьбовое отверстие служит для затяжки хвостовика в отверстие шпинделя шомполом.
На шейках оправок предусмотрены фланцы с прямоугольными пазами или две лыски, предназначенные для восприятия крутящего момента непосредственно от поводковых шпонок шпинделя станка или от торцового паза переходной втулки (см. рис. 1, размер S).
Цилиндрическая рабочая часть оправок выполняется соответственно стандартным диаметрам d посадочных отверстий фрез (13, 16, 22, 27, 32, 40 и 50 мм) и различной длины, что позволяет подбирать их в зависимости от условий выполняемых работ. Для передачи крутящего момента фрезе рабочая часть оправок снабжена длинной призматической шпонкой.
На резьбовой части оправок обычно нарезается левая метрическая резьба с мелким шагом. Благодаря этому уменьшается вероятность самоотвинчивания гайки во время работы, так как при наиболее часто употребляемом левом вращении шпинделя силы резания будут стремиться затянуть ее, усиливая тем самым крепление фрезы.
|
Рис. 2. Установка цилиндрической фрезы на станке при помощи центровой оправки
|
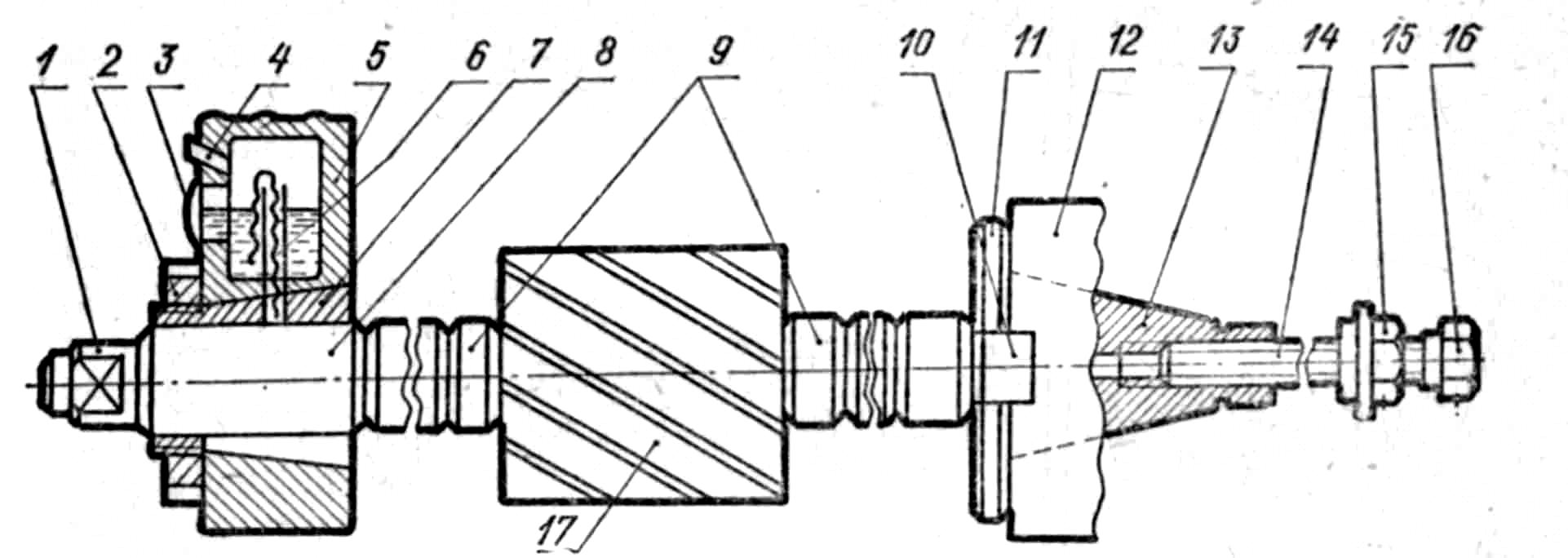
При установке цилиндрической фрезы на станке (рис. 2) фреза 17 при помощи установочных колец 9, поддерживающей втулки 8 и гайки 1 закреплена на рабочей части центровой оправки. Хвостовик 13 оправки установлен в отверстие шпинделя 12 и затянут шомполом 14, снабженным для этой цели шестигранной головкой 16 и гайкой 15. Передача крутящего момента от шпинделя на оправку осуществляется поводковыми шпонками 10, которые входят в пазы фланца 11. Свободный конец оправки совместно с поддерживающей втулкой введен в отверстие подшипника 7 серьги 5. Для повышения износостойкости подшипник серьги изготовлен из бронзы и имеет форму втулки с наружным конусом и продольным разрезом, что позволяет периодически регулировать его (по мере износа) гайкой 2. В серьге предусмотрена фитильная смазка 6 подшипника, смотровой глазок 3 для контроля уровня масла и заливное отверстие 4.
Устанавливая цилиндрические фрезы на станке, необходимо соблюдать определенную последовательность действий:
1. Протереть ветошью оправку; конический участок отверстия шпинделя, установочные кольца, фрезу.
2. Установить хвостовик оправки в отверстие шпинделя так, чтобы поводковые шпонки последнего вошли в пазы фланца оправки.
3. Ввернуть шомпол в резьбовое отверстие хвостовика оправки и затянуть до отказа гайку 15 ключом (см. рис. 2). Чтобы шпиндель при этом не проворачивался, коробку скоростей станка следует настроить на наименьшую частоту вращения.
4. Надеть на рабочую часть оправки установочные кольца, поддерживающую втулку, фрезу. Слегка смазать резьбу оправки и навернуть на нее гайку. При этом необходимо учитывать, что для повышения жесткости и прочности крепления фрезы ее следует располагать на оправке возможно ближе к переднему концу шпинделя так, чтобы осевая составляющая силы сопротивления резанию P0 (рис. 3) была направлена в его сторону. Последнее условие обеспечивается, если направления винтовых зубьев фрезы и вращения шпинделя разноименны. Поэтому при работе фрезами с правым направлением винтовых зубьев шпиндель должен иметь левое вращение (против хода часовой стрелки, если смотреть со стороны его заднего конца) (рис. 3, а) и, наоборот, для фрез с левым направлением винтовых зубьев оно должно быть правым (рис. 3, б).
5. Выдвинуть хобот на необходимую длину и закрепить его.
6. Установить серьгу па хобот и закрепить ее так, чтобы поддерживающая втулка или цапфа оправки вошла в подшипник серьги.
7. Закрепить фрезу, затянув до отказа гайку оправки ключом.
8. Проверить уровень масла в резервуаре серьги и при необходимости долить.
9. Проверить радиальное биение зубьев фрезы индикатором 1 (рис. 4). Для этого установить индикатор на стол станка так, чтобы его измерительный штифт 2 коснулся режущей кромки зуба фрезы с небольшим натягом (1...2 мм по малой отсчетной шкале). Рукоятки коробки скоростей поставить в такое положение, чтобы шпиндель легко проворачивался. Вращая оправку вручную в направлении, обратном направлению резания, определить биение фрезы, которое не должно превышать 0,05 мм.