64. Производство петлистых, профилированных, бикомпонентных текстурированных нитей
СУЩНОСТЬ ПОЛУЧЕНИЯ
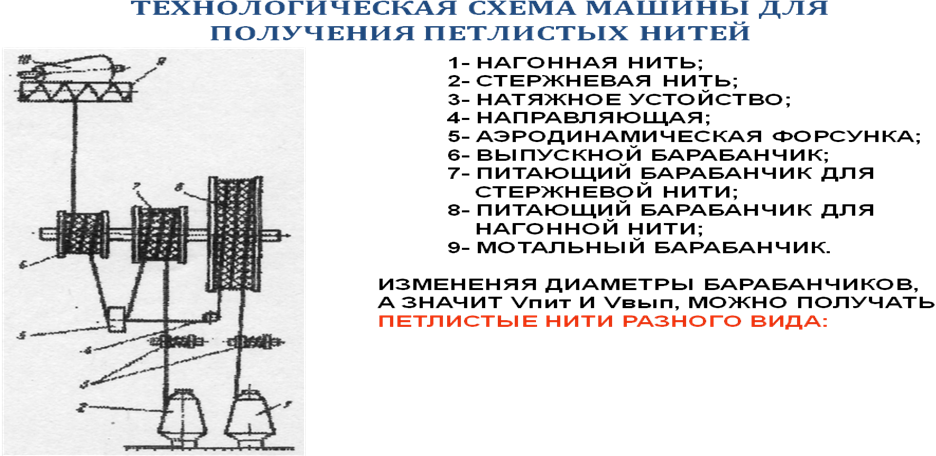
КОМПЛЕКСНАЯ ХИМИЧЕСКАЯ НИТЬ ПОДВЕРГАЕТСЯ ВОЗДЕЙСТВИЮ МОЩНЫХ ТУРБУЛЕНТНЫХ ПОТОКОВ ВОЗДУХА ПРИ ПРОХОЖДЕНИИ ЕЕ В СВОБОДНОМ СОСТОЯНИИ ЧЕРЕЗ АЭРОДИНАМИЧЕСКУЮ ФОРСУНКУ.
В РЕЗУЛЬТАТЕ ЭЛЕМЕНТАРНЫЕ НИТИ РАЗЪЕДИНЯЮТСЯ, ИЗГИБАЮТСЯ В ПЕТЛИ, ПЕРЕПУТЫВАЮТСЯ, А КОМПЛЕКСНАЯ НИТЬ УКОРАЧИВАЕТСЯ, ПРИОБРЕТАЕТ ОБЪЕМНОСТЬ (50-200%) И СВОЕОБРАЗНУЮ ПЕТЛИСТУЮ СТРУКТУРУ.
ПРОИЗВОДСТВО ПРОФИЛИРОВАННЫХ НИТЕЙ
НИТИ ПОЛУЧАЮТ НА ЗАВОДАХ ХИМИЧЕСКОГО ВОЛОКНА ПРИ ПРОДАВЛИВАНИИ ПОЛИМЕРА ЧЕРЕЗ ПРОФИЛЬНУЮ ФИЛЬЕРУ. ДАННЫЕ НИТИ ОБЪЕМНЫЕ, НО НЕ РАСТЯЖИМЫЕ.
ПРОИЗВОДСТВО
БИКОМПОНЕНТНЫХ НИТЕЙ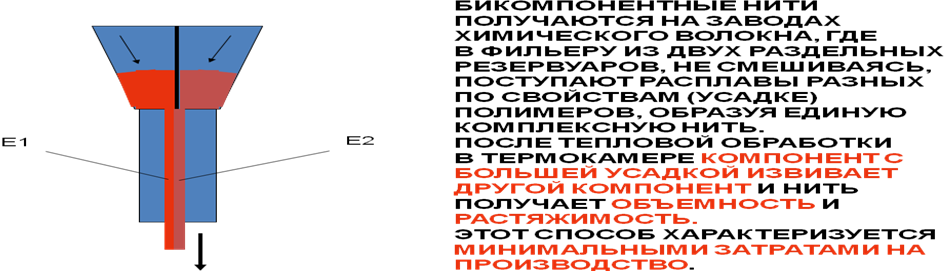
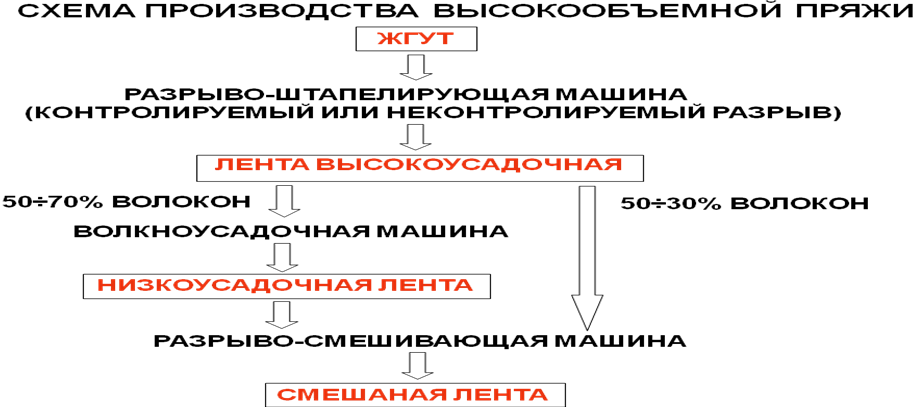
65. Производство высокообъёмной пряжи
ВЫСОКООБЪЕМНАЯ ПРЯЖА ПОЛУЧАЕТСЯ ИЗ ЖГУТОВЫХ ПОЛИАКРИЛНИТРИЛЬНЫХ (ПАН) НИТЕЙ.
СУЩНОСТЬ ПОЛУЧЕНИЯ ВЫСОКООБЪЕМНОЙ ПРЯЖИ СОСТОИТ В СМЕШИВАНИИ ВЫСОКОУСАДОЧНЫХ (УСАДКА 20 ÷ 30%) И НИЗКОУСАДОЧНЫХ (УСАДКА 0,5 ÷ 1%) ВОЛОКОН.
ПРИ
ПОСЛЕДУЮЩЕЙ ВЛАЖНОТЕПЛОВОЙ ОБРАБОТКЕ
ПРОИСХОДИТ УСАДКА ВЫСОКОУСАДОЧНЫХ
ВОЛОКОН И ОНИ ИЗГИБАЮТ НИЗКОУСАДОЧНЫЕ,
ЧТО ПРИДАЕТ ПРЯЖЕ ОБЪЕМНОСТЬ.
66. Штапелирование жгутов. Способы осуществления. Штапелирующие машины
ДЛЯ ТОГО, ЧТОБЫ ПОЛУЧИТЬ ЛЕНТУ ИЗ ХИМИЧЕСКИХ ВОЛОКОН ИСПОЛЬЗУЮТ ШТАПЕЛИРОВАНИЕ ЖГУТОВ.
ЖГУТ СОСТОИТ ИЗ БОЛЬШОГО КОЛИЧЕСТВА ЭЛЕМЕНТАРНЫХ НИТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ.
ЛИНЕЙНАЯ ПЛОТНОСТЬ ЖГУТОВ: Тжг = 40-60 КТЕКС
ИСПОЛЬЗОВАНИЕ ЖГУТОВ ЭКОНОМИЧЕСКИ ВЫГОДНО, Т.К.:
- ИСКЛЮЧАЮТСЯ ПРОЦЕССЫ РАЗРЫХЛЕНИЯ, СМЕШИВАНИЯ, И КАРДОЧЕСАНИЯ ВОЛОКОН,
- УМЕНЬШАЕТСЯ КОЛИЧЕСТВО ОТХОДОВ,
- СНИЖАЮТСЯ ЗАТРАТЫ НА ПРОИЗВОДСТВО ПРЯЖИ.
ШТАПЕЛИРОВАНИЕ ЖГУТОВ ПРОВОДЯТ НА СПЕЦИАЛЬНЫХ ШТАПЕЛИРУЮЩИХ МАШИНАХ.
ПРОЦЕССЫ, ОСУЩЕСТВЛЯЕМЫЕ НА МАШИНЕ:
1. РАСПРАВКА И НАТЯЖЕНИЕ ЖГУТОВ;
2. ШТАПЕЛИРОВАНИЕ;
3. ФОРМИРОВАНИЕ ЛЕНТЫ (ГОФРИРОВАНИЕ);
4. ФОРМИРОВАНИЕ ВЫХОДНОЙ ПАКОВКИ (ТАЗА С ЛЕНТОЙ).
РАСПРАВКА ЖГУТОВ
ЦЕЛЬ РАСПРАВКИ – ОБЕСПЕЧИТЬ ЭФФЕКТИВНОЕ ПРОТЕКАНИЕ ШТАПЕЛИРОВАНИЯ И ЗАКОНОМЕРНОЕ РАСПРЕДЕЛЕНИЕ ВОЛОКОН ПО ДЛИНЕ.
СУЩНОСТЬ РАСПРАВКИ ЗАКЛЮЧАЕТСЯ В РАВНОМЕРНОМ РАСПРЕДЕЛЕНИИ ЭЛЕМЕНТАРНЫХ НИТЕЙ ПО ШИРИНЕ ЖГУТА, РАЗЪЕДИНЕНИИ СПУТАННЫХ НИТЕЙ, РАСПРЯМЛЕНИИ И ПАРАЛЛЕЛИЗАЦИИ ИХ ПОД ДЕЙСТВИЕМ НАТЯЖЕНИЯ.
НЕОБХОДИМО СОЗДАТЬ ОДИНАКОВОЕ НАТЯЖЕНИЕ НА КАЖДУЮ ЭЛЕМЕНТАРНУЮ НИТЬ, ИНАЧЕ ШТАПЕЛИРОВАННАЯ ЛЕНТА БУДЕТ НЕРАВНОМЕРНОЙ ПО ЛИНЕЙНОЙ ПЛОТНОСТИ И СТРУКТУРЕ, Т.Е. ЭФФЕКТИВНОСТЬ ПРОЦЕССА ШТАПЕЛИРОВАНИЯ БУДЕТ НИЗКОЙ.
СПОСОБЫ ШТАПЕЛИРОВАНИЯ:
1. НЕКОНТРОЛИРУЕМЫЙ РАЗРЫВ;
2. КОНТРОЛИРУЕМЫЙ РАЗРЫВ;
3. РАЗРЕЗАНИЕ;
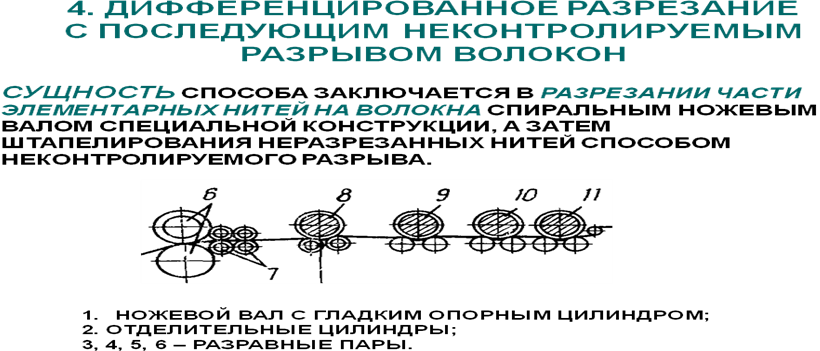
4. ДИФФЕРЕНЦИРОВАННОЕ РАЗРЕЗАНИЕ С ПОСЛЕДУЮЩИМ НЕКОНТРОЛИРУЕМЫМ РАЗРЫВОМ
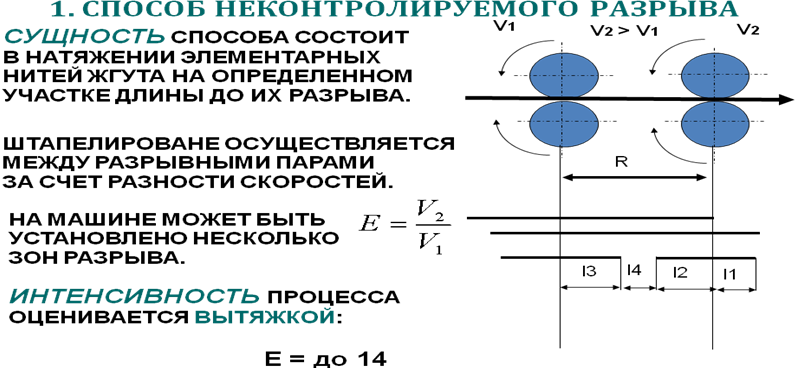
РАЗРЫВНЫЕ ПАРЫ
РАЗРЫВ ЭЛЕМЕНТАРНЫХ НИТЕЙ ПРОИСХОДИТ ХАОТИЧЕСКИ В НАИБОЛЕЕ СЛАБЫХ МЕСТАХ, ПОЭТОМУ ДЛИНА ВОЛОКОН В ЛЕНТЕ АНАЛОГИЧНА НАТУРАЛЬНЫМ.
ДЛИНА ШТАПЕЛИРОВАННЫХ ВОЛОКОН УМЕНЬШАЕТСЯ ПРИ УВЕЛИЧЕНИИ ВЫТЯЖКИ И УМЕНЬШЕНИИ РАЗВОДКИ В КАЖДОЙ ЗОНЕ РАЗРЫВА.
НЕДОСТАТКИ СПОСОБА:
1.БОЛЬШАЯ НЕРОВНОТА ВОЛОКОН ПО ДЛИНЕ (НЕОБХОДИМ ПРОЦЕСС ГРЕБНЕЧЕСАНИЯ);
2. СВОЙСТВА ВОЛОКОН ИЗМЕНЯЮТСЯ (УМЕНЬШАЕТСЯ ЛИНЕЙНАЯ ПЛОТНОСТЬ, РАЗРЫВНАЯ НАГРУЗКА И РАЗРЫВНОЕ УДЛИНЕНИЕ);
3. В ВОЛОКНАХ СОХРАНЯЕТСЯ ОСТАТОЧНАЯ ДЕФОРМАЦИЯ РАСТЯЖЕНИЯ, ПОЭТОМУ НЕЛЬЗЯ ВЫРАБАТЫВАТЬ ПРЯЖУ БЕЗ ПРЕДВАРИТЕЛЬНОЙ РЕЛАКСАЦИИ ВОЛОКОН.
ПРЕИМУЩЕСТВА СПОСОБА:
1. НЕРОВНОТА ШТАПЕЛИРОВАННОЙ ЛЕНТЫ ПО ЛИНЕЙНОЙ ПЛОТНОСТИ ЗНАЧИТЕЛЬНО НИЖЕ, ЧЕМ ПРИ ДРУГИХ СПОСОБАХ.
СПОСОБ НЕКОНТРОЛИРУЕМОГО РАЗРЫВА ПРИМЕНЯЕТСЯ ПРИ ПРОИЗВОДСТВЕ ВЫСОКООБЪЕМНОЙ ПРЯЖИ.

ПРЕИМУЩЕСТВА СПОСОБА:
1.ДЛИНА ШТАПЕЛИРОВАННЫХ ВОЛОКОН БЛИЗКА К РАСЧЕТНОЙ;
2. ВОЛОКНА МЕНЬШЕ РАСТЯГИВАЮТСЯ;
3. СВОЙСТВА ВОЛОКОН ИЗМЕНЯЮТСЯ НЕЗНАЧИТЕЛЬНО.
НЕДОСТАТКИ СПОСОБА:
1.ПРИ ВОЗДЕЙСТВИИ ФРЕЗЫ КОНЧИКИ ВОЛОКОН ЗАГИБАЮТСЯ, ВОЗНИКАЕТ ГРУППОЙ СДВИГ ВОЛОКОН, ЧТО УВЕЛИЧИВАЕТ НЕРОВНОТУ ШТАПЕЛИРОВАННОЙ ЛЕНТЫ;
2. ОБРАЗОВАНИЕ КОРОТКИХ ВОЛОКОН В РЕЗУЛЬТАТЕ ОТСЕКАНИЯ ФРЕЗОЙ КОНЦОВ ВОЛОКОН.
СПОСОБ КОНТРОЛИРУЕМОГО РАЗРЫВА ПРИМЕНЯЕТСЯ ПРИ ПРОИЗВОДСТВЕ ВЫСОКООБЪЕМНОЙ ПРЯЖИ.

ПРЕИМУЩЕСТВА СПОСОБА:
1.ДЛИНА ШТАПЕЛИРОВАННЫХ ВОЛОКОН ИЗМЕНЯЕТСЯ ПО ЖЕЛАНИЮ;
2. СВОЙСТВА ВОЛОКОН СОХРАНЯЮТСЯ ПОЛНОСТЬЮ.
НЕДОСТАТКИ СПОСОБА:
1. ТАК КАК РЕЖУЩАЯ КРОМКА СПИРАЛЕЙ НОЖЕВОГО ВАЛА ИМЕЕТ ТОЛЩИНУ 0,2- 0,3 ММ, ТО В РЕЗУЛЬТАТЕ ДАВЛЕНИЯ НА ВОЛОКНА КОНЦЫ ИХ РАСПЛЮЩИВАЮТСЯ И СЦЕПЛЯЮТСЯ. ЭТО ЗАТРУДНЯЕТ ПЕРЕМЕЩЕНИЕ ВОЛОКОН В ПРОЦЕССЕ ВЫТЯГИВАНИЯ, ЧТО ПОВЫШАЕТ НЕРОВНОТУ ЛЕНТЫ;
2. ПРИ РАЗДАВЛИВАНИИ ВОЛОКОН ОБРАЗУЮТСЯ ОТХОДЫ В ВИДЕ КРОШКИ, КОТОРЫЕ ЗАСОРЯЮТ ПРОДУКТ.
СПОСОБ РАЗРЕЗАНИЯ ЖГУТА ПРИМЕНЯЕТСЯ ПРИ ФОРМИРОВАНИИ ХИМИЧЕСКОЙ ПРЯЖИ ПО СОКРАЩЕННОЙ СИСТЕМЕ ПРЯДЕНИЯ.