

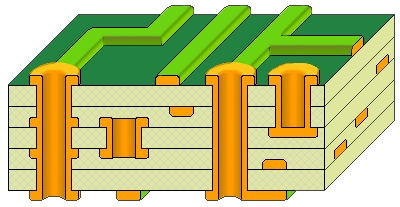
Типы печатных плат Виды и параметры материалов для печатных плат
Общая технология обработки многослойных и двухслойных печатных плат по типовому технологическому процессу Двусторонние печатные платы (дпп)
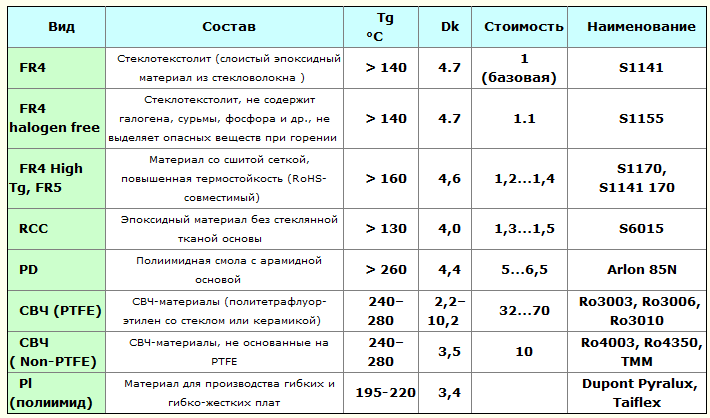
Двусторонняя печатная плата – печатная плата, на обеих сторонах которой выполнены проводящие рисунки и все требуемые соединения (отверстия могут быть как металлизированными так и не металлизированными).
Многослойные печатные платы (МПП)
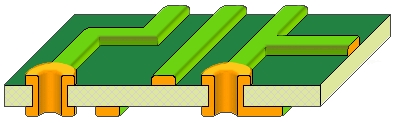
Многослойная печатная плата – печатная плата, состоящая из чередующихся слоев изоляционного материала с проводящими рисунками на двух и более слоях, между которыми выполнены требуемые соединения (металлизированные отверстия могут быть как сквозными, так и глухими*).
Нарезка и раскрой материала
Раскроем называют порядок расположения заготовок на листе, ленте или полосе.
Наиболее экономичен такой раскрой, при котором отходы металла в виде перемычек и
высечек минимальны. Перемычками называются промежутки, остающиеся между
вырубленными заготовками или между заготовками и краем листа или ленты.
Отходы, возникающие при пробивке, называют высечками.
Выбор способа раскроя зависит от геометрических форм деталей. О качестве раскроя
судят по коэффициенту использования материала т|, который определяют по формуле
где FQ — полезная площадь, м2; F3—площадь заготовки, м2.
заготовок для крыла и верха капота автомобиля) можно заказывать листы
нестандартных размеров, так как При; использовании стандартных листов
коэффициент использования материала может быть низок. Отметим, что стоимость
листа нестандартного размера на 10—15% выше, чем стандартного,
При конструировании деталей учитывают удобство их раскроя. •В результате
конструктивного изменения детали можно значительно сократить отходы.
Круглые детали вырубают в один- или несколько рядов (рис 104, з, и). Располагают их
параллельно либо в шахматном порядке. Наиболее выгодный раскрой для круглых
деталей — многорядный, шахматный, причем коэффициент использования материала
будет тем больше, чем больше число рядов. Однако оно не может быть очень большим,
так как это влечет за собой применение широких полос и требует больших сложных
штампов.
Перед раскроем фасонных заготовок несколько их штук вырезают из плотной бумаги и,
раскладывая их на макете листа или полосы, устанавливают наиболее экономичный "вид
раскроя;
В массовом производстве для установления оптимального раскроя применяют
вычислительную технику, позволяющую рассмотреть множество вариантов раскроя и
выбрать наиболее экономичный.
Лазерная резка – современная технология раскроя металла, удобный, экономичный, быстрый способ производства деталей из листового металла для приборов, агрегатов и машин, корпусов, строительных конструкций, торгового оборудования, рекламы и элементов дизайна
Сверление и механическая обработка. Сверление
Если в качестве основного материала вы используете FR-4, то вам понадобятся сверла, покрытые карбидом вольфрама - сверла из быстрорежущий сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), т.к. сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром меньше 1 мм, лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Движение сверху вниз самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким хвостовиком (т.е. сверло точно соответствует диаметру отверстия), или с толстым (иногда называют "турбо") хвостовиком, имеющим стандартный размер (обычно 3.5 мм).
При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, т.к. сверло может при движении вверх вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон различных размеров, либо в трех кулачковый патрон - иногда 3-х кулачковый патрон является оптимальным вариантом. Для точного фиксирования, однако, это закрепление не подходит, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, обеспечивающих хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами - выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, т.е., во-первых, обеспечить освещение платы при сверлении. Для этого можно использовать 12 В галогеновую лампу (или 9В, чтобы уменьшить яркость) прикрепив ее на штативе для возможнности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 6" выше высоты стола, для лучшего визуального контроля процесса. Неплохо было бы удалить пыль (можно использовать обычный пылесос), но это не обязательно - случайное замыкание цепи пылевой частицей - это миф. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая, и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка, особенно при частой замене сверл.
Типичные размеры отверстий:
• • Переходные отверстия - 0.8 мм и менее
• • Интегральная схема, резисторы и т.д. - 0.8 мм.
• • Большие диоды (1N4001) - 1.0 мм;
• • Контактные колодки, триммеры - от 1.2 до 1.5 мм;
Старайтесь избегать отверстия диаметром менее 0.8 мм. Всегда держите не менее двух запасный сверл 0.8 мм, т.к. они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат - отверстия, расположенные близко от центра. Итак, положите платы друг на друга и просверлите отверстия 0.8 мм в двух противоположных углах, затем, используя штифты как колышки, закрепите платы относительно друг друга.