1.4 Осмотр макета и подготовка его к разборке
 Разборка
макета автосцепного устройства
подвижного состава производятся в
специализированном учебном заведение,
кабинете слесарно мастерской.
Разборка
макета автосцепного устройства
подвижного состава производятся в
специализированном учебном заведение,
кабинете слесарно мастерской.
Размещение технологической оснастки кабинете слесарной мастерской макета автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии.
Учебные кабинеты слесарных мастерских должны иметь необходимую технологическую оснастку. Инструкции по разборки и сборки макета автосцепного устройства . Учебной инструкции должны соответствовать действующим техническим требованиям, утвержденным администрации учебного заведение .А также требуется уделить внимание рабочему месту.
На рабочем месте должны находиться рабочие и контрольно- измерительные инструменты, необходимые для выполнения заданной операции. К размещению инструментов, заготовок и материалов на рабочем месте предъявляются определенные требования:
- на рабочем месте должны находиться только те инструменты, материалы и заготовки, которые необходимы для данной работы;
- инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему;
- инструменты и материалы, используемые реже, должны располагаться дальше, приблизительно на 500 миллиметров;
- досягаемость инструментов и материалов, используемых крайне редко обеспечивается только при наклонах корпуса работника.
В связи с тем, что рациональная организация рабочего места и правильное размещение инструментов и материалов в процессе работы играют существенную роль в обеспечении ее качества, следует соблюдать
перечисленные ниже правила.
До начала работы необходимо:
 1. Проверить
исправность верстака, тисков,
приспособлений, индивидуального
освещения и механизмов, используемых
в работе;
1. Проверить
исправность верстака, тисков,
приспособлений, индивидуального
освещения и механизмов, используемых
в работе;
2. Ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе;
3. Отрегулировать высоту тисков по своему росту; проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе;
4 Расположить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для работы.
Во время работы необходимо:
1. Иметь на верстаке только те инструменты и приспособления, которые используются в настоящий момент;
2. Возвращать использованный инструмент на исходное место;
3. Постоянно поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
1. Очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящики верстака;
2. Очистить от стружки и грязи столешницу верстака и тиски;
3. Убрать с верстака неиспользованные материалы и заготовки, а также обработанные детали;
4. Выключить индивидуальное освещение.
При полном осмотре съемные узлы и детали макета автосцепного устройства осматривается на наличие видимых дефектов и повреждений за тем макет автосцепного устройства кладется на специализированный слесарный стол. После следует произвести более тщательный осмотр подвижных частей механизмов таких как :
-замок;
-замкодержатль;
-предохранитель
;
-подъемник замка;
-валик подъемника.
1.5 Выполнение монтажных работ
При выполнение монтажных работ по разборки и сборки автосцепного устройства потребовались следующие слесарные инструменты слесарный молоток ,пассатижи ,электро дрель, набор гаечные ключей, напильник .
 Разборка
механизма автосцепки СА-3 осуществляется
в следующей последовательности:
разъединяют цепь расцепного привода,
освобождают расцепной механизм, затем
вытаскивают запорный болт. Вытаскивают
валик подъемника через отверстие в
стенке корпуса, вытаскивают из корпуса
замок с предохранителем. Затем снимают
с полочки и извлекают замкодержатель.
Далее с опоры стенки корпуса снимают
подъемник.
Разборка
механизма автосцепки СА-3 осуществляется
в следующей последовательности:
разъединяют цепь расцепного привода,
освобождают расцепной механизм, затем
вытаскивают запорный болт. Вытаскивают
валик подъемника через отверстие в
стенке корпуса, вытаскивают из корпуса
замок с предохранителем. Затем снимают
с полочки и извлекают замкодержатель.
Далее с опоры стенки корпуса снимают
подъемник.
После чего автосцепное устройство полностью разобрано на различные детали ,начинается очистка деталей от загрязнение . Далее следуют тщательно осмотреть на наличий повреждений и механической выработки.
Если таковы отсутствуют начинаем сборку макета автосцепного устройства СА-3.
Сборка механизма автосцепки осуществляется в такой последовательности. Подъемник укладывают широким пальцем вверх на опору стенки корпуса со стороны большого зуба. Затем на шип этой же стенки навешивают замкодержатль.
Далее вставляют внутрь корпуса замок с предохранителем. При этом металлическим крючком поднимают нижнее плечо предохранителя так, чтобы верхнее прошло над полочкой со стороны малого зуба. Пропустив валик подъемника через отверстие в стенке корпуса, овальный вырез замка и квадратное отверстие подъемника, фиксируют эти детали от выпадения.
Затем вставляют запорный болт, закрепляют механизм и соединяют цепь расцепного привода с отверстием в балансире валика подъемника.
В правильно собранной автосцепке:
- ударная поверхность лапы замкодержателя и часть замка выходят в зев.
 (при
таком положении деталей механизм готов
к автоматическому сцеплению);
(при
таком положении деталей механизм готов
к автоматическому сцеплению);
- замок уходит внутрь от усилия, направленного со стороны зева или приложенного к рукоятке расцепного рычага, и возвращается в первоначальное положение при снятии этих усилий;
- нельзя утопить замок в корпус, если туда предварительно введена лапа замкодержателя.
 2
Назначение , конструкция и принцип
действия автосцепного устройства СА-3
2
Назначение , конструкция и принцип
действия автосцепного устройства СА-3
2.1 Назначение автосцепного устройства
Автосцепки могут быть разделены на две большие группы: механические автосцепки, т, е. обеспечивающие автоматическое сцепление единиц подвижного состава, и унифицированные автосцепки, которые, помимо сцепления, предусматривают соединение межвагонных коммуникаций, включающих в себя один или два воздухопровода, а при необходимости и контакты электро- и радиоцепей, а также паропроводы отопления.
Механические автосцепки применяются для сцепления грузовых и пассажирских вагонов общего назначения; при этом межвагонные коммуникации соединяются вручную. Унифицированные автосцепки устанавливают на специальном подвижном составе: вагонах метрополитенов, некоторых типах зарубежных электро- и дизель-поездов и др.
Автосцепное устройство подвижного состава советских железных дорог общего назначения бывает двух типов: вагонного и паровозного. Автосцепное устройство вагонного типа устанавливается на грузовых и пассажирских вагонах, тепловозах, электровозах, вагонах дизель- и электропоездов и тендерах паровозов, а паровозного — на паровозах, мотовозах,
автодрезинах и некоторых специальных вагонах.
Автосцепка (рисунок 2.1) служит для сцепления единиц подвижного состава, а также передачи тяговых и ударных нагрузок. Поглощающий аппарат 5 смягчает удары и рывки, предохраняя подвижной состав, грузы и пассажиров от вредных динамических воздействий. Тяговый хомут 6 через клин 5 передает поглощающему аппарату тяговое усилие от автосцепки.
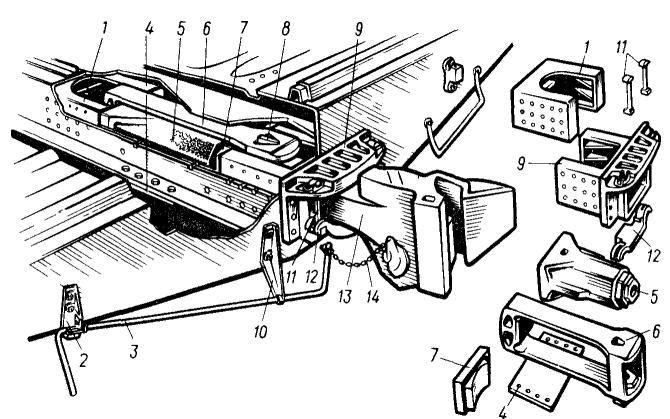
Рис. 2.1. Автосцепное устройство вагонного типа и его детали
Передний 9 и задний 1 упоры (объединенные упорные угольники), расположенные между стенками хребтовой балки, передают нагрузку на раму. На современном подвижном составе передний упор отлит вместе с ударной розеткой. Тяговые усилия от поглощающего аппарата передаются на передний упор. Задний упор воспринимает ударные нагрузки непосредственно от корпуса . Ударная розетка упора 9 предназначена для усиления концевой балки рамы вагона или локомотива и восприятия в некоторых случаях части удара непосредственно от автосцепки наряду с поглощающим аппаратом. Центрирующий прибор, состоящий из двух маятниковых подвесок 7 и центрирующей балочки 12, возвращает автосцепку после бокового отклонения в центральное положение. Расцепной привод служит для расцепления автосцепок.
 Он
состоит из расцепного рычага 3, цепи 14
и поддерживающих деталей — кронштейнов
фиксирующего 2 и поддерживающего 10,
укрепленных на концевой балке.
Поддерживающая планка 4 удерживает
автосцепку в горизонтальном положении
и на определенной высоте, предусмотренной
установочным чертежом.
Он
состоит из расцепного рычага 3, цепи 14
и поддерживающих деталей — кронштейнов
фиксирующего 2 и поддерживающего 10,
укрепленных на концевой балке.
Поддерживающая планка 4 удерживает
автосцепку в горизонтальном положении
и на определенной высоте, предусмотренной
установочным чертежом.
В автосцепном устройстве восьмиосных вагонов (рис. 2, а) соединение
автосцепки
с тяговым хомутом выполнено посредством
цилиндрического валика  3.
Между валиком и автосцепкой находится
вкладыш 12 (рис. 2, б) . Валик удерживается
от выпадения с помощью планки 5, проходящей
через отверстия в переднем упоре 6.
Автосцепка 10 (см. рис. 2, а) восьмиосного
вагона является полужесткой, так как
имеет ограничитель 11, препятствующий
разъединению автосцепок при их больших
относительных перемещениях. В центрирующем
приборе находится подвижная плита 8 с
направляющими, опирающаяся на пружины
9. Для обеспечения сцепляемости восьмиосных
вагонов в кривых участках пути небольшого
радиуса эти вагоны оборудуются
направляющим механизмом, состоящим из
торсиона 2 (П-образного рычага из
пружинной стали), укрепленного во втулках
4.
3.
Между валиком и автосцепкой находится
вкладыш 12 (рис. 2, б) . Валик удерживается
от выпадения с помощью планки 5, проходящей
через отверстия в переднем упоре 6.
Автосцепка 10 (см. рис. 2, а) восьмиосного
вагона является полужесткой, так как
имеет ограничитель 11, препятствующий
разъединению автосцепок при их больших
относительных перемещениях. В центрирующем
приборе находится подвижная плита 8 с
направляющими, опирающаяся на пружины
9. Для обеспечения сцепляемости восьмиосных
вагонов в кривых участках пути небольшого
радиуса эти вагоны оборудуются
направляющим механизмом, состоящим из
торсиона 2 (П-образного рычага из
пружинной стали), укрепленного во втулках
4.
Один конец торсиона связан с приливом 7 центрирующей балочки, а другой — с соединительной балкой 1 тележки. При движении по кривой соединительная балка перемещается относительно кузова, нажимая на вертикальную часть торсиона, и отклоняет автосцепку в сторону к центру кривой, обеспечивая необходимый горизонтальный захват автосцепки.
У автосцепного устройства паровозного типа (рисунок 2.2) нет поглощающего аппарата и связанных с ним деталей. Паровозная розетка 2, предназначенная для передачи усилий от автосцепки 1 на раму подвижного состава, закреплена на концевой балке болтами 5 с гайками 6 и шплинтами.
Автосцепка соединена с розеткой цилиндрическим валиком 3, который проходит через отверстия в розетке и автосцепке. От выжимания вверх валик удерживается запорным болтом 4. Центрирующий прибор, состоящий из пружин 7 и стаканов 8, возвращает автосцепку в центральное положение после боковых отклонений.
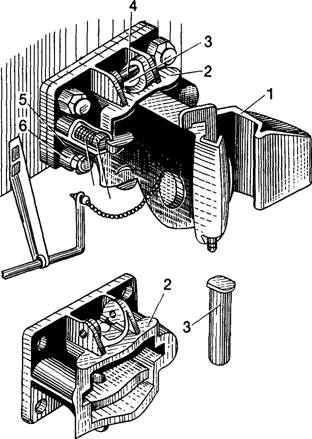
Рисунок 2. 2. - Автосцепное устройство паровозного типа и его детали.