

3.3.1 Технология изготовления рациональных заготовок для шпангоутов.
Шпангоуты являются основными силовыми элементами в конструкциях ракет данного класса, которые воспринимают на себя и испытывают основные знакопеременные и осевые нагрузки в совместном и автономном полетах ракеты, поэтому исходные кольцевые заготовки для изготовления шпангоутов должны обладать повышенными механическими свойствами.
В зависимости от метода изготовления кольцевые заготовки подразделяются на цельнокатаные и сварные. Заготовки для шпангоутов, имеющих длину меньше 125 мм и толщину более 8 мм, рекомендуется изготавливать на раскатной машине РМ-ЗООМ, а при длине более 125 мм и толщине менее 8 мм – методом гибки и сварки листа или другими способами.
Преимущество отдается заготовке, при которой величина коэффициента использования материала (КИМ) – наибольшая с учетом трудоемкости изготовления шпангоута.
При наличии на шпангоутах ступенчатых поверхностей, снижающих величину КИМ ниже допустимой величины, конструкцию шпангоута необходимо изменить с учетом применения сварного варианта или других конструктивных решений.
С целью сокращения количества типоразмеров колец, применения универсальной оснастки при раскатывании заготовок, сокращения типоразмеров листов при изготовлении сварных колец, отработка шпангоутов на технологичность должна предусматривать унификацию их в пределах данной ракеты.
Раскатка цельнокатаных колец с минимальными припусками 2 – 3 мм на сторону по производится по следующей технологии:
штамповка заготовок под раскатку в специальном штампе на прессе или штамповочном молоте;
раскатка заготовок на машине РМ-ЗООМ с помощью специальной оснастки.
Изготовление сварных колец производится по следующей технологии:
резка листов и полос на заготовки, гибка их на трехвалковой гибочной машине в кольцо с последующей автоматической сваркой плавлением;
калибровка, совмещенная с неполным отжигом, увеличивающей внутренний и наружный диаметры на 4 – 5 мм.
Горячая калибровка колец выполняется на универсальных многосекторных штампах со сменными вкладышами, работающими по принципу трансформации усилия с помощью клина (рис. 3.9).
предварительная механическая обработка на станке с ЧПУ с техническими припусками на посадочные диаметры и длину под АарДС в составе сварного корпуса (рис. 3.10).
3.3.2 Технологический процесс изготовления обечайки.
Требуемые конструкцией геометрические параметры обечайки (рис. 3.2) и точность (0,2) на диаметр обеспечиваются технологическим процессом с применением термокалибровки, совмещенной с неполным отжигом. Критерий калибровки – разность коэффициентов линейного термического расширения материалов оправки и обечайки, установленной на этой оправке в процессе термокалибровки.
Например:
Титановый
сплав (обечайка)
![]()
Ст.
10Х18Н9БЛ (оправка)
![]()
Критерий термокалибровки устанавливает длину развертки заготовки для обечайки, которая после калибровки обеспечивает получение чертежных размеров
![]() ,
,
где: S – толщина листа;
![]() - минусовый допуск на толщину листа;
- минусовый допуск на толщину листа;
Н – натяг: заданное технологическим процессом пластическое растяжение в мм заготовки обечайки; величина принимается равной 0,006Дчерт.
Допуск на длину развертки принимается:
0,1 мм для Д 250 мм;
0,2 мм для Д 250 мм.
Технологический процесс получения высокоточных тонколистовых термокалиброванных обечаек для изготовления сварных корпусов включает:
- резку листовых заготовок на гильотинных ножницах с припуском 3-5 мм на размер развертки и 10-15 мм на чертежную длину обечайки;
фрезерование свариваемых поверхностей в расчетную длину развертки под термокалибровку с допуском 0,1 0,2 в зависимости от чертежного диаметра обечайки;
снятие заусенцев после фрезерования на кромках развертки;
гибку по диаметру до соприкосновения торцев развертки на трехвалковой листогибочной машине с предварительной подгибкой кромок для исключения образования сегмента «домика»;
подготовку свариваемых кромок под сварку: обдувка корундом на длине 10-15 мм или зачистка крацовкой, обезжиривание салфеткой, смоченной в ацетоне;
сварку автоматической АрДС продольного шва. Отжиг сварного шва исключается при автоматической сварке титановых обечаек в соответствии с РТМ ВИАМ;
неразрушающий контроль сварного шва, рентгеноконтроль, цветная дефектоскопия;
термокалибровку совместно с неполным отжигом Т=550С, выдержка 2,5 часа, охлаждение в воде (для титановых сплавов) с проверкой периметромером чертежного диаметра обечайки;
-токарную обработку торцев обечайки с припуском 1,5-2,0 мм для устранения торцевого биения, возникающего после приварки АрДС первого шпангоута к обечайке в сварном корпусе.
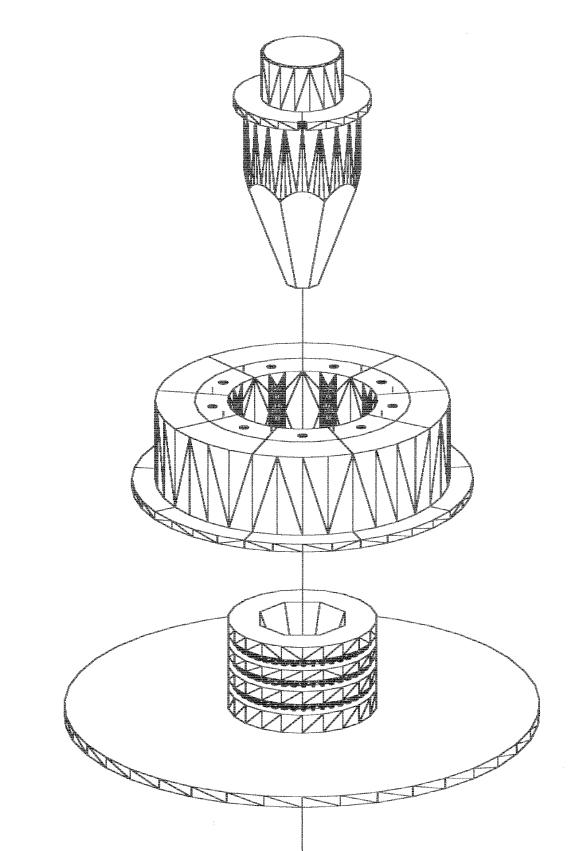

Рис. 3.9 Рис.3.10