

§ 18.3. Особенности технологии изготовления клееных панелей
Механическая обработка листовых материалов ведется с учетом !их природных особенностей. Для раскроя фанеры, листовых дре-^весных материалов органического стекла, винипласта и пеноплас-гтов можно использовать обычные деревообрабатывающие станки и инструменты, для раскроя стеклопластиков и асбестоцемента — диски с алмазными вставками, абразивные круги, для раскроя листовых металлов (алюминия, защищенной стали) —гильотинные ножницы, а при фасонной резке тонких металлических листов допускается применение ручного механизированного инструмента: электровиброножниц, пневматических ножниц.
Стыкование листов асбестоцемента производят впритык с односторонней накладкой (фанеры — на ус или зубчатым стыком, а стеклопластика— внахлестку или с накладкой). Для устройства стыковых соединений используют соответствующие этим материалам клеи (с:м. гл. 7). Элементы из пенопласта склеивают впритык.

\
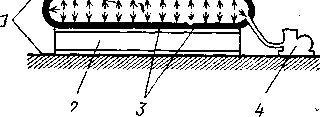
Рис. 18.5. Схемы действия воздушных прессов:'
.<а — пяевмопресс; б — вакуум-мешок; / — плиты пресса; 2"— панель; 3 — мешок из воздухоне-вроннцаемой ткани; 4 — компрессор для создания давления; 5 — вакуум-насос, откачивающий
воздух из мешка
Подготовка поверхности. Перед нанесением «лея соединяемые поверхности должны быть сухими, очищенными от пыли и консервирующих покрытий (масла, бумаги, целлофана).
Металлические листы очищают горячим водным раствором поверхностно-активных веществ, другие листовые материалы можно •очищать путем обдува сжатым воздухом, пылесосом, щетками « т. п. Наиболее трудоемка подготовка под склеивание алюминиевых листов. Эта подготовка кроме обезжиривания включает еще и оксидирование — создание- плотной тонкой пленки окисла металла, предохраняющей поверхность от коррозии. Обе операции — обезжиривание и оксидирование—связаны с последующей промыв-f кой и сушкой листав.
Очищенные поверхности стеклопластиков подвергают шерохо-ванию для снятия глянцевого поверхностного слоя, а поверхность асбестоцемента опыляют 7—10%-1ньгм раствором соляной кислоты.
Нанесение вязких клеев производят так же, как при склеива-нии досок; менее вязкие клеи можно наносить пневматическим или гидравлическим распылением, особенно удобным для нанесения клея на большие поверхности обшивок.
Запрессовку панелей можно производить в винтовых и гидравлических прессах, однако при склеивании панелей еще удобнее пользоваться пневматическими прессами или вакуум-прессами, поскольку для склеивания панелей требуется большая поверхность, но меньшее давление, чем при склеивании несущих деревянных конструкций (рис. 18.5). В первом случае давление создается за счет нагнетания воздуха в шланги или мешок из воздухонепроницаемой ткани, которые располагают между склеиваемой панелью» и верхним столом пресса. При вакуумном способе панель и стенд, на котором она собрана, помещают в мешок из воздухонепроницаемой ткани и с помощью вакуум-насоса откачивают из мешка воздух. Оба способа позволяют сочетать давление с нагревом, если в качестве источника тепла использовать электросиловые нагреватели (контактный нагрев), которые укладывают непосредственно» на обшивки панелей.
Средний слой из полистирольного беспреосового пенопласта типа ПСБ может быть, изготовлен в виде отдельного целого блока размером на панель или путем вспенивания и формирования внутри полости заранее изготовленной оболочки панели или между обшивками панели типа «сэндвич». Во всех этих случаях используют химически одинаковый процесс вспенивания пенопласта.
Гранулы плотного полистирола, содержащие в виде примеси вспенивающий агент, подвергают предварительному вспениванию путем тепловой обработки. При этом полистирол размягчается, а вспенивающий агент, испаряясь, расширяет гранулу. В результате предварительного вспенивания получают материал в виде отдельных гранул, каждая из которых расширилась и уменьшила свою плотность. Предварительное вспенивание позволяет получить насыпной материал требуемой плотности, а перемешивание при вспенивании обеспечивает одинаковую плотность всех гранул.
Предварительно вспененные гранулы засыпают в полость панели, а панель помещают в установку, представляющую собой замкнутый короб (рис. 18.6). В верхней крышке короба вмонтированы пустотосбра-зователи, через которые в массу гранул вводят пар. Нагрев гранул осуществляется также через теплообменные плиты, прикреп-| ленные к бортам (стенкам) короба. В результате интенсивного на-; грева гранулы размягчаются, увеличиваются в объеме, заполняют [все пустоты и, сплавляясь, образуют единый пенопластовый блок, соединения блока с обшивками на них предварительно наносят
той клея. После охлаждения из установки извлекают панель с готовым средним слоем, в котором содержатся пустоты, оставленные зустотообразователями.
Изготовление свегопрозрачных куполов из органического стекла производят путем переработки плоских листов. Процесс начинается с зажима листа по 'контуру и нагрева его до 140—150° С с помощью электронагревателей, расположенных над листом. Разогретое до пластического состояния органическое стекло легко приобретает нужную форму. Формообразование может осуществляться с помощью матрицы или сжатого воздуха. Второй способ обеспечивает лучшее качество поверхности. После окончания формообразования купол охлаждают, извлекают из зажимов, обрезают и обрабатывают края.
.Двойные (двухслойные) .купола изготовляют, склеивая по контуру, два купола, из которых внутренний имеет меньшую высоту.