

5.2. Выбор и расчет силового привода
Основным назначением силового привода в приспособлении является создание исходной силы тяги Q, необходимой для зажима заготовки силой W. Наиболее широко при механизации процессов закрепления-открепления заготовки в приспособлениях применяются пневматические приводы благодаря их быстродействию (скорость срабатывания – доли секунды), простоте конструкции, легкости и простоте управления, надежности и стабильности в работе. В разрабатываемом приспособлении применяется пневмоцилиндр двухстороннего действия, т.к. в процессе отжима заготовки необходимо дополнительное усилие и ход штока достаточно большой.
Определим необходимую силу на штоке пневмоцилиндра с учетом особенности конструкции зажимного механизма приспособления.
На рис. 5.2 представлена схема для расчета силы на штоке пневмоцилиндра.
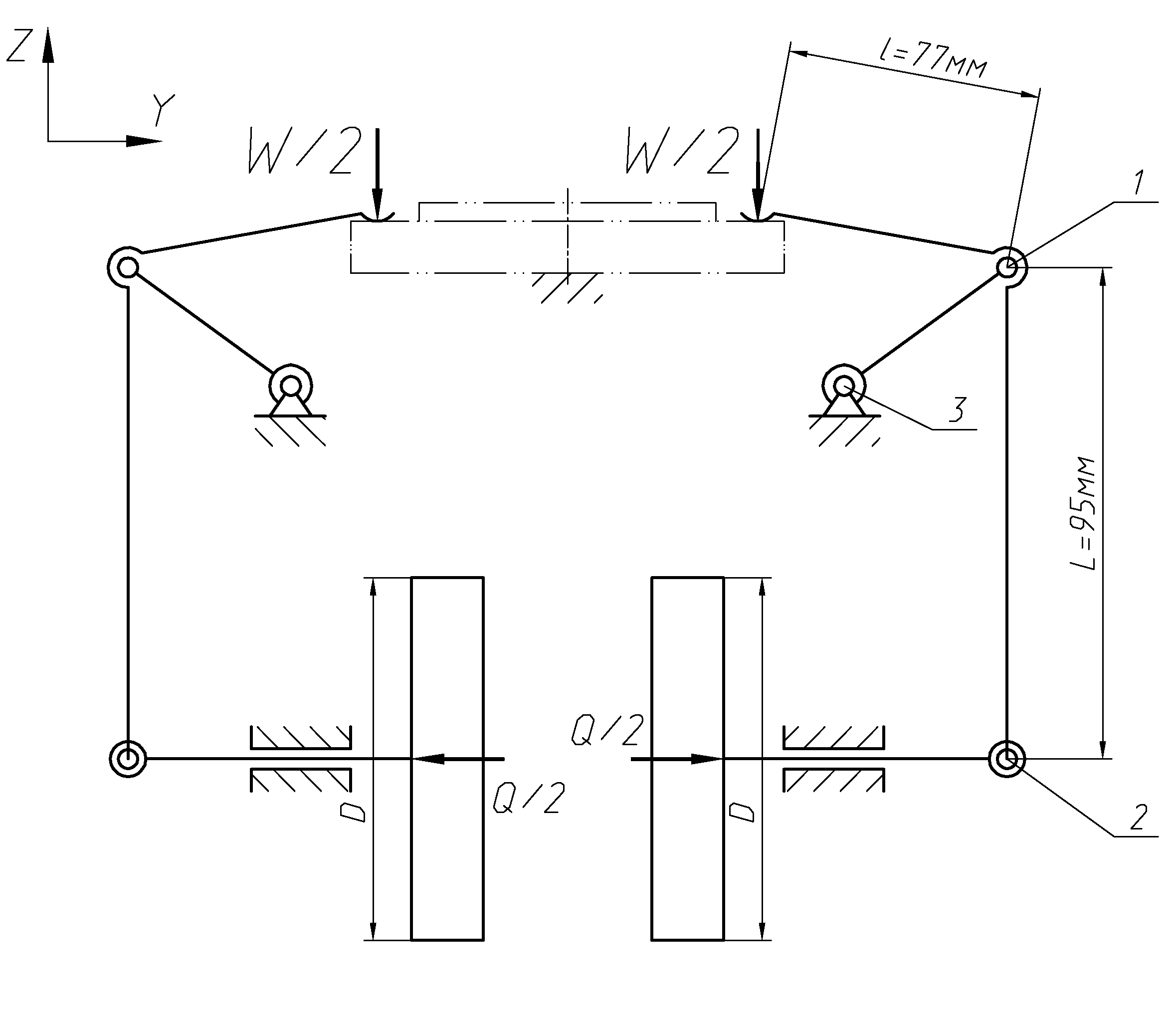
Рисунок 5.2 – Схема к расчету пневмопривода приспособления
Из данной схемы расчета следует, что:
![]()
![]() КПД,
учитывающий потери на трение в шарнирах
1, 2 и 3 соответственно.
КПД,
учитывающий потери на трение в шарнирах
1, 2 и 3 соответственно.
Следовательно:
![]()
Сила на штоке поршневого пневмоцилиндра [3, стр.222]:
![]()
где
![]() - давление воздуха в сети;
- давление воздуха в сети;
D – диаметр поршня;
h = 0,85¸0,90 – КПД цилиндра.
В приспособлениях применяют зажимные механизмы двух типов. К первому типу относятся самотормозящие зажимные механизмы (винтовые, клиновые, эксцентриковые и т.д.). В этих устройствах величина упругого отжима прямо пропорционально приложенным силам. К устройствам второго типа относятся пневматические, гидравлические механизмы прямого действия. В этих устройствах без самоторможения величина отжима зажимного элемента сначала меняется по линейному закону из-за упругих деформаций звеньев, а затем при определенном значении прилагаемой силы элемент может резко переместиться на значительную величину.
Отношение сил Р1 и Р2, соответствующих моменту отрыва заготовки от опор приспособления с зажимным устройством первого и второго типов, можно определить по формуле [7, стр. 68]:
![]()
где ![]() жесткость зажимных и установочных
элементов приспособления.
жесткость зажимных и установочных
элементов приспособления.
Из вышеприведенной формулы следует:
![]()
Для расчета силового привода можно брать приближенно [7, стр. 81]:
![]()
Следовательно:
![]()
Следовательно:

По полученному значению из рекомендуемого ряда диаметров поршня выбираем ближайшее большее значение диаметра D = 0,063 м.
Расчет погрешности механической обработки детали в приспособлении
Цель проверочного точностного расчета заключается в оценке возможности получения при обработке заготовки в разработанном приспособлении точности размеров и взаимного расположения поверхностей, заданных в чертеже детали.
В основу расчета положено необходимое условие обеспечения точности при обработке на настроенных станках:
![]()
где Т – допуск на выдерживаемый в данной операции размер заготовки или требование к точности взаимного положения обрабатываемой поверхности заготовки относительно необрабатываемой;
- суммарная погрешность обработки заготовки в приспособлении.
В общем случае суммарная погрешность складывается из первичных погрешностей, обусловленных влиянием многочисленных факторов, и может быть определена по формуле:
![]()
где К – коэффициент, характеризующий отклонение действительных кривых распределения погрешностей от кривых нормального закона распределения (при обработке на настроенных станках К =1,2);
у – погрешность установки заготовки в приспособлении;
н – погрешность настройки станка;
обр. – погрешность данного метода обработки;
ф – суммарная погрешность формы обрабатываемой поверхности в результате геометрических неточностей станка и деформаций заготовки при ее закреплении.
Погрешность установки заготовки в приспособление:
![]()
где б – погрешность базирования;
з – погрешность закрепления;
пр – погрешность положения заготовки, вызываемая неточностью изготовления приспособления.
Погрешность положения заготовки:
![]()
где ![]() погрешность
при изготовлении и сборке установочных
элементов;
погрешность
при изготовлении и сборке установочных
элементов;
![]() погрешность,
обусловленная износом установочных
элементов приспособления.
погрешность,
обусловленная износом установочных
элементов приспособления.
![]() погрешность
установки приспособления на станке.
погрешность
установки приспособления на станке.
Погрешность настройки станка н представляет собой неточность установки режущего инструмента на выполняемый при обработке размер.
При установке режущего инструмента с помощью установа и щупа погрешность настройки станка определяется по формуле:
![]()
где н1 – допуск на координату установа (допуск на расстояние от опорных элементов приспособления до рабочей поверхности установа);
н2 – допуск на размер щупа (щуп изготавливается по h6);
н3 – погрешность установки инструмента, вызванная квалификацией станочника (принимается в пределах 0,020,05 мм).
В общем случае:
![]()
где = 0,020,0002 мм - среднее квадратичное отклонение, характеризующее точность данного метода обработки.
Суммарная погрешность формы обрабатываемой поверхности ф определяется геометрическими неточностями станка и деформацией заготовки при ее закреплении. К геометрическим неточностям фрезерных станков относятся – биение шпинделя, непараллельность направления перемещения стола направлениям подач (г = 0,01…0,02 мм).