

Анализ конструкции детали и операционного эскиза
Рассматриваемая в данном курсовом проекте деталь «Крышка» (см. ПСКП.229119.001) является корпусным элементом в силовом приводе приспособления. Деталь изготавливается из материала Сталь 45 ГОСТ 1050-88. На рис.1.1 представлен эскиз детали с указанием поверхностей.
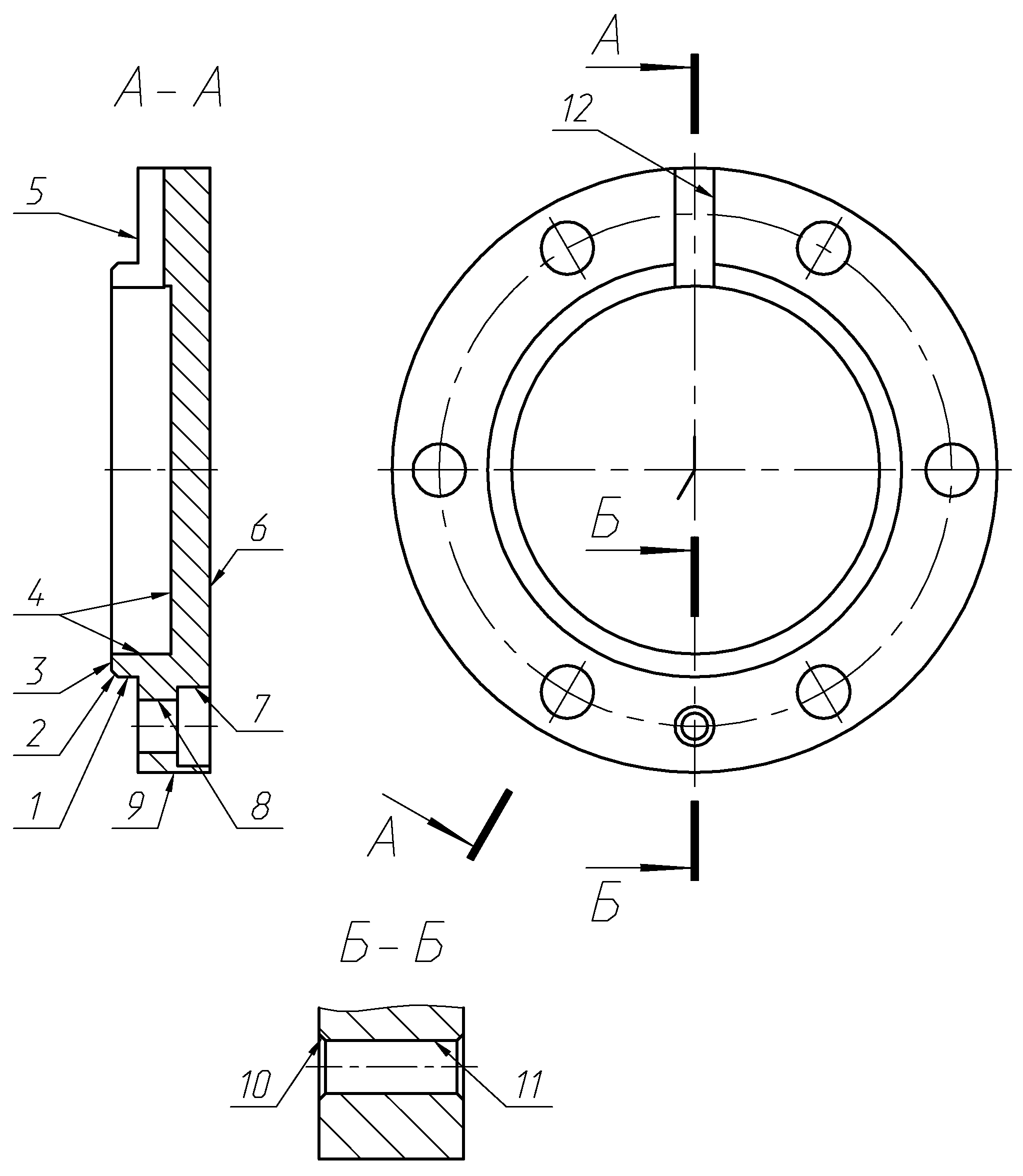
Рисунок 1.1 - Эскиз детали «Крышка»
Анализируя чертеж детали, определяем назначение поверхностей детали:
Поверхность 1 является базирующим элементом детали, имеет цилиндрическую форму и выполнена по 6-му квалитету и параметром шероховатости Ra 1,25.
Поверхность 2 (фаска) является конструктивным элементом детали. Выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 3 (торец) является конструктивным элементом детали, имеет плоскую форму и выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 4 является конструктивным элементом детали, имеет цилиндрическую форму и выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 5 (плоскость) является опорной поверхностью детали. Выполнена со средней степенью точности и параметром шероховатости Ra 2,5.
Поверхность 6 (торец) является конструктивным элементом детали, имеет плоскую форму и выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 7 (отверстие) предназначена для установки крепежного элемента. Выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 8 (отверстие) предназначена для установки крепежного элемента. Выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 9 является конструктивным элементом детали, имеет цилиндрическую форму и выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 10 (фаска) является конструктивным элементом детали. Выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Поверхность 11 (отверстие) предназначена для установки цилиндрического штифта. Выполнена по 7-му квалитету и параметром шероховатости Ra 6,3.
Поверхность 12 (паз) является конструктивным элементом детали, имеет плоскую форму и выполнена со средней степенью точности и параметром шероховатости Ra 6,3.
Анализируя рабочий чертеж рассматриваемой детали, можно предложить следующий маршрут изготовления:
Операция 005 – Заготовительная .
Операция 010 – Токарная – обработка наружных и внутренних цилиндрических поверхностей и торцов.
Операция 015 – Фрезерная – фрезерование паза 12 (см. рис. 1.1).
Операция 020 – Сверлильная – сверление отверстий 8 и 7 (см. рис.1.1).
Операция 025 – Сверлильная – сверление отверстия 11 и зенковка фасок 10 (см. рис.1.1).
- Операция 030 – Термическая.
- Операция 035 – Круглошлифовальная – шлифование поверхностей 1 и 5 (см. рис.1.1).
- Операция 040 – Гальваническая - Химическое оксидирование.
В целом деталь является технологичной, т.к. все обрабатываемые поверхности могут быть обработаны на универсальном оборудовании с применением универсального режущего инструмента. Ко всем обрабатываемым поверхностям не предъявляются особые требования по точности изготовления, шероховатости и точности взаимного расположения поверхностей.
Основными конструкторскими базами детали являются поверхности 1 и 5. Вспомогательными базами – поверхности 8, 7 и 12.
Т.к. в данном курсовом проекте предложено разработать приспособление для фрезерования паза 12, то рассмотрим более подробно фрезерную операцию 015.
На рис. 1.2 представлена схема базирования детали с указанием числа степеней свободы, лишаемых установочными элементами.
Анализируя чертеж, можно установить, что конструкторской и технологической базой при выполнении размера 7±0,1 является поверхность Б (см. рис.1.2). Конструкторской базой при выполнении требования симметричности Т=0,2 мм является ось поверхности Ø92; технологической базой - точка пересечения наклонных граней установочной призмы. В приспособлении деталь следует базировать по поверхности Ø92 с одновременным упором по торцу Б. Такая схема базирования исключает погрешность базирования для размеров 7±0,1 и требования симметричности.
Поверхность Б является установочной базой и лишает заготовку три степени свободы: вращение вокруг осей X и Y, перемещение вдоль оси Z; поверхность B является двойной опорной поверхностью и лишает заготовку двух степеней свободы: перемещение вдоль осей Х и Y.
Базирование заготовки является неполным, т.к. данная схема базирования лишает заготовку пять из шести степеней свободы.
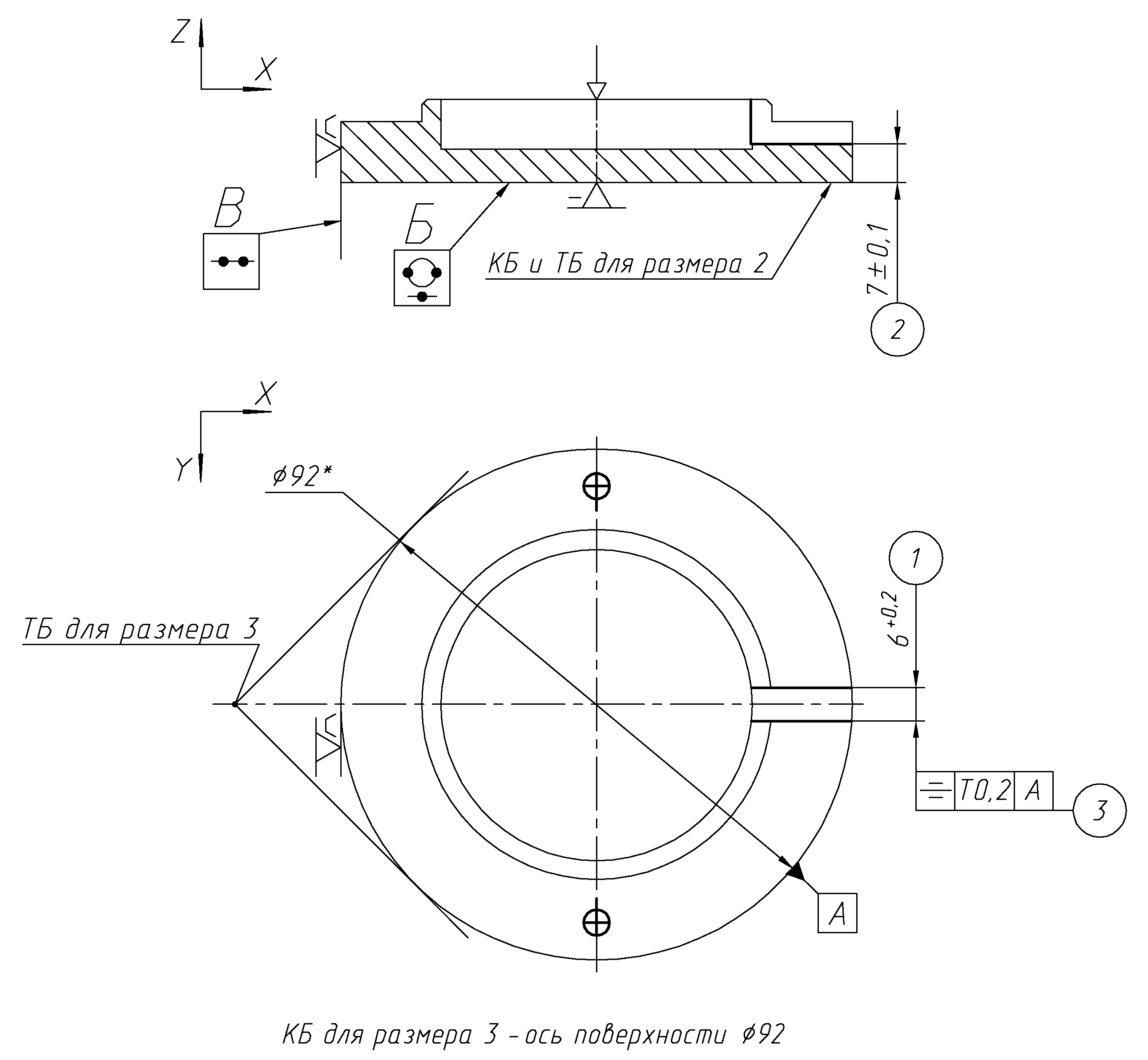
Рисунок 1.2 - Схема базирования детали на операции фрезерования