

4. Описание конструкции и принципа действия приспособления
Разработанное в данном курсовом проекте приспособление (см. ПСКП.229119.000 ВО) состоит из литого корпуса 33. К корпусу 33 с помощью винтов 2 прикреплены две шпонки 23, предназначенные для установки приспособления на столе вертикально-фрезерного станка. На корпусе 33 с помощью трех винтов 5, двух штифтов 27 прикреплена опорная пластина 49, предназначенная для крепления на ней опорных элементов приспособления. На пластине 49 с помощью двух винтов 6, двух штифтов 25 прикреплена призма 51, предназначенная для установки обрабатываемой детали. Для установки заготовки по плоскости служат три цилиндрические опоры 15, которые запрессованы на пластине 49. Для установки режущего инструмента на обрабатываемые размеры служит стандартизованный угловой установ 28, который устанавливается на переходной пластине 45 и крепится к корпусу 33 с помощью винта 1 и двух штифтов 24. Пневмопривод приспособления состоит из втулки 36, двух шток-поршней 40, двух крышек 39. Для уплотнения пневмопривода применяются стандартизованные уплотнительные кольца 10- 12, а также две прокладки 38. Для подачи сжатого воздуха в рабочие полости пневмопривода приспособления служит система, состоящая из трубок 46, 47, 48 а также штуцеров 54 с гайками 53 и распределительного крана 14. Распределительный кран 14 крепится двумя винтами 7 к кронштейну 43. Кронштейн 43 к корпусу приспособления 33 крепится с помощью двух винтов 6. Для смягчения удара шток-поршней 39 друг о друге при отжиме заготовки служат амортизаторы 37. Шток-поршни пневмопривода приспособления 40 с помощью вилок 41 и осей 44 связаны с рычагами 35, которые свободно вращаются на осях 44, установленных на промежуточных рычагах 34. В свою очередь рычаги 34 через оси 44 связаны с кронштейнами 50. Кронштейны 50 крепятся к корпусу приспособления 33 с помощью двух винтов 5 и двух штифтов 26. Подвод сжатого воздуха от пневмосети предприятия к распределительному крану 14 осуществляется через штуцер 42.
Принцип работы приспособления следующий. В начальном положении рычаги занимают положение, условно показанное на чертеже штриховыми линиями. После установки обрабатываемой детали на опоры 15 до упора в призму 51, сжатый воздух через трубку 47 подается в рабочую область пневмопривода приспособления, шток-поршни 40 вместе с вилками 41 расходятся, поворачивая рычаги 35 вокруг осей 44. При этом рычаги прижимает обрабатываемую деталь к опорным поверхностям приспособления. После обработки паза, сжатый воздух через трубки 46 и 47 подается в рабочие штоковые полости пневмопривода приспособления, при этом шток-поршни 40 сходятся, поворачивая рычаги 35 вокруг осей 44, разжимая при этом обрабатываемую деталь. Обработанная деталь снимается с опорных поверхностей приспособления.
5. Силовой расчет приспособления
5.1. Расчет силы зажима детали
Разложим
силу резания
![]() на три составляющие:
на три составляющие:
![]()
![]()
![]()
На рис. 5.1 представлена схема для расчета силы зажима заготовки.
С учетом условия равновесия заготовки в процессе обработки составим следующую систему уравнений:
Преобразуем данную систему уравнений:
В данной системе уравнений:
![]()
Из уравнения (1) следует:
![]() (4)
(4)
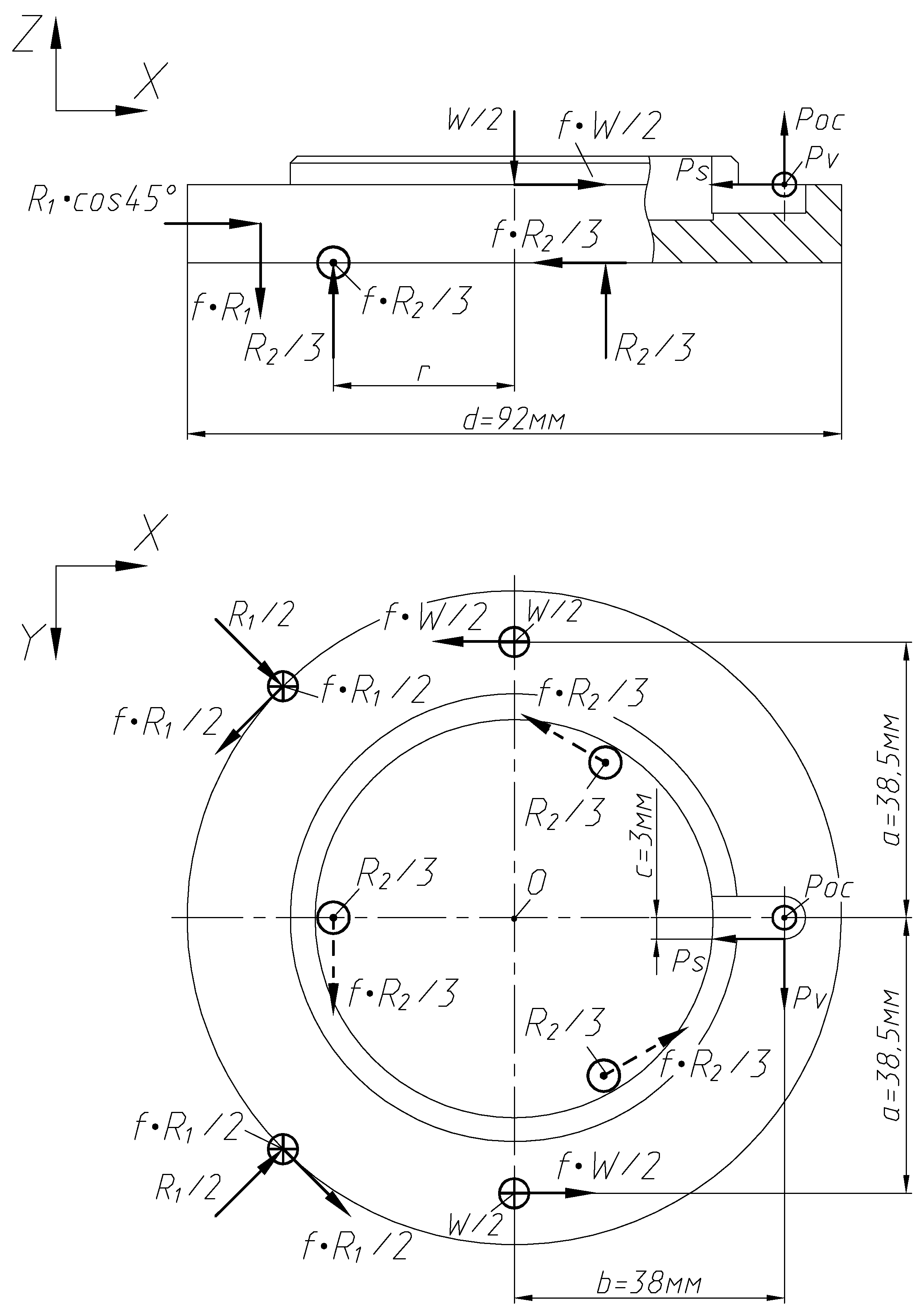
Рисунок 5.1 – Схема к расчету силы зажима заготовки
Подставив уравнение (4) в уравнения (2) и (3), получим:

Из уравнения (5) следует:
![]() (7)
(7)
Подставив уравнение (7) в уравнение (6), получим:
![]()
![]()

Подставив численные значения, получим:

Следовательно:
![]()
![]()
Проверка правильности расчета:
![]()
![]()
0 = 0.
Следовательно, система решена верно.
При расчете силы зажима вводят коэффициент К, учитывающий нестабильность силовых воздействий на заготовку:
![]()
где
![]() - гарантированный коэффициент запаса;
- гарантированный коэффициент запаса;
![]() - при чистовой
обработке (учитывает увеличение сил
резания из-за случайных неровностей);
- при чистовой
обработке (учитывает увеличение сил
резания из-за случайных неровностей);
![]() - при чистовом
фрезеровании шпоночной фрезой (учитывает
увеличение сил резания вследствие
затупления режущего инструмента);
- при чистовом
фрезеровании шпоночной фрезой (учитывает
увеличение сил резания вследствие
затупления режущего инструмента);
![]() - при фрезеровании
шпоночной фрезой (учитывает увеличение
сил резания при прерывистом фрезеровании);
- при фрезеровании
шпоночной фрезой (учитывает увеличение
сил резания при прерывистом фрезеровании);
![]() - при использовании
пневматического привода двухстороннего
действия;
- при использовании
пневматического привода двухстороннего
действия;
![]() - при использовании
механизированного привода не учитывается;
- при использовании
механизированного привода не учитывается;
![]() - при использовании
в качестве установочных элементов
призм.
- при использовании
в качестве установочных элементов
призм.
Следовательно:
![]()
Таким образом, действительная сила зажима:
![]()