

19.3 Электросталеплавильное производство
Выход газов из электросталеплавильной печи и состав газовой фазы зависит от состава шихты, скорости плавления, технологического и температурного режимом плавки, режима кислородной продувки и т.п. За время выплавки стали в электропечах, особенно при вдувании кислорода, температура металла повышается до 3000 °С, происходят различные химические реакции, сопровождающиеся образованием газа. Этот газ содержит продукты выгорания электродов, испарения, железа, кремнезема, глинозема и других веществ, содержащихся в металле. Из электропечи газы выделяются во время загрузки шихты, в процессе плавки и слива стали в ковш. Газ, выделяющийся из печи, имеет следующий примерный состав: 15—25 % оксида углерода; 5-11 % диоксида углерода; 0,5—3,5 % водорода; 3,5—10 % кислорода; 61—72 % азота.
Большое влияние на режим газовыделения оказывает ряд факторов и, в первую очередь, подсос воздуха в печь, зависящий от режима внутрипечного давления, качества уплотнения имеющихся зазоров, наличия автоматического регулирования и т.п. Максимальный выход газов может превышать средний на 60-70% и длиться до 30 минут. Температура газа на выходе из печи составляет 1800— 2000 °С. Газ взрывоопасен из-за наличия в нем СО, поэтому перед очисткой СО дожигается в специальном устройстве.
Выходящие из печи газы в значительной степени запылены. Концентрация пыли в газе может изменяться в широких пределах: от 2 до 10 г/м3 без продувки кислородом и от 14 до 100 г/м3 при продувке им, причем запыленность газов зависит от объема подсоса в зоне дожигания. Средний удельный выход пыли составляет 6-9 кг/т стали. Основная масса пыли (~42%) мелкодисперсная. Она образуется в результате испарения металла в зоне действия электрических дуг и кислородной продувки и последующей конденсации в печном пространстве. Шлакообразующие и молотые добавки дают более крупные фракции. Пыль состоит из оксидов железа (до 80%), кремния, алюминия, марганца, кальция.
Вынос ферромагнитной пыли из печи составляет 2,5÷10 кг на 1 т стали. Около 75 % всего количества пыли образуется в течение первой половины плавки.
В небольших количествах в газах находятся следующие токсичные микрокомпоненты, мг/м3 (г/т): окислы азота – 550 (270); окислы серы – 5 (1,6); цианиды – 60 (28,4); фториды – 1,2 (0,56).
При электросталеплавильном производстве из-за трудности улавливания около 40 % образовавшегося запыленного газа поступает непосредственно в атмосферу цеха. Это так называемые технологические выбросы. В процессе эксплуатации дуговой электросталеплавильной печи требуется подъем и опускание электродов, подъем и поворот свода, наклон ванны и другие операции. Поэтому создание стационарного устройства для отсоса газов представляет значительные конструктивные трудности.
Применяются следующие системы для улавливания, отвода и очистки газов электропечей:
1) Устройство фонарей и вытяжных шахт в крыше цеха, через которые попавший в цех газ удаляется естественным путем. При этом пыль выпадает из медленно поднимающегося потока, оседает на своде печи, оборудовании, конструкциях здания, что снижает светопроницаемость окон и требует создания специальных устройств для уборки. Загазованность и запыленность помещения цеха часто настолько увеличиваются, что в верхней зоне затрудняется видимость для крановщиков, а на рабочей площадке концентрация пыли и газов во много раз превышает санитарные нормы. Пыль и газ выбрасываются через фонари и вытяжные шахты и существенно загрязняют атмосферу.
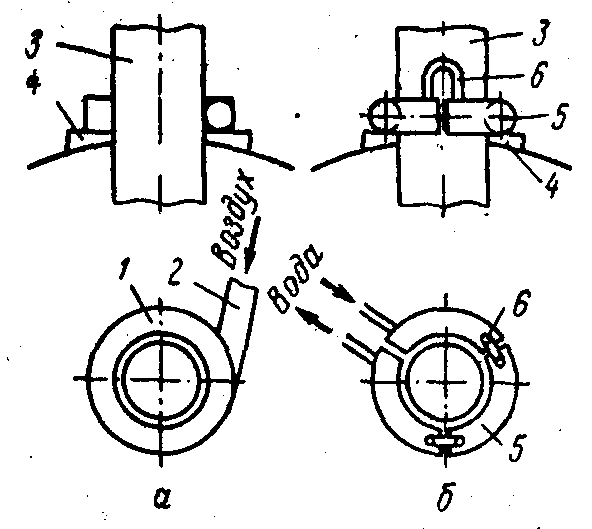
2)Установка над электропечью зонта или колпака, полностью перекрывающего свод печи. В простейшем случае над печью выше электродов сооружают зонт, не связанный с конструкцией печи, охватывающий все точки пыле- и газовыделений и не мешающий обслуживанию печи. Вместо зонта иногда делают колпаки, укрепленные на каркасе печи, непосредственно у мест пыле- и газовыделений. Такое решение является эффективнее зонтов, но усложняет конструкцию, так как колпаки перемещаются вместе с печью и требуют шарнирных соединений со стационарным газоходом. Общим недостатком подобной системы отсоса газов является невысокая эффективность (70-80%). Кроме того наблюдается большой расход энергии на перемещение больших масс газа с подсосами воздуха, значительная металлоемкость конструкций, ухудшение условий обслуживания и доступа к печи. Поэтому наиболее целесообразным способом удаления газов из печи является их отсос из рабочего объема через специальное отверстие, чаще всего в своде печи вблизи рабочего окна (рис. 50 а), или через арку рабочего окна (рис. 50 б).

1-свод печи; 2-отверстие в своде; 3-подвижной газоход; 4-стационарный газоход; 5-арка рабочего окна
Рисунок 50 - Организация отсоса газов из электросталеплавильной печи
3)Секционный отсос, представляющий укрытие из нескольких секций, присоединенных к вытяжному газоходу. Газ, выходящий через зазоры между электродами и сводом печи, удаляется с помощью отсосов (рис. 51). При хорошем уплотнении сокращается подсос воздуха или выбивание газов, уменьшается расход электродов вследствие меньшего окисления их поверхности, сокращается производительность газоотсоса.
1-воздушное кольцо; 2-подводящий воздуховод; 3-электрод;
4-опорное кольцо; 5-водоохлаждаемая труба; 6-соединительные трубы-
компенсаторы
Рисунок 51 - Уплотнение зазоров у электродов дуговой печи
4)Отвод газа непосредственно из-под свода печи, в котором делают специальное отверстие, через которое при помощи водоохлаждаемого патрубка, соединенного с газоотводящим газопроводом, отсасывают газ;
5)Отвод газа из-под свода печи через патрубок с разрывом газового потока;
6)Полное укрытие печи, позволяющее улавливать газы, выделяющиеся при загрузке, плавке и сливе металла.
Очистку технологических
газов от пыли осуществляют мокрым
способом в трубах Вентури и сухим
способам в электрофильтрах или рукавных
фильтрах. На рис. 52 представлена схема
раздельной очистки газов как отводимых
от электропечи, так и уходящих через
зонт под фонарем цеха.
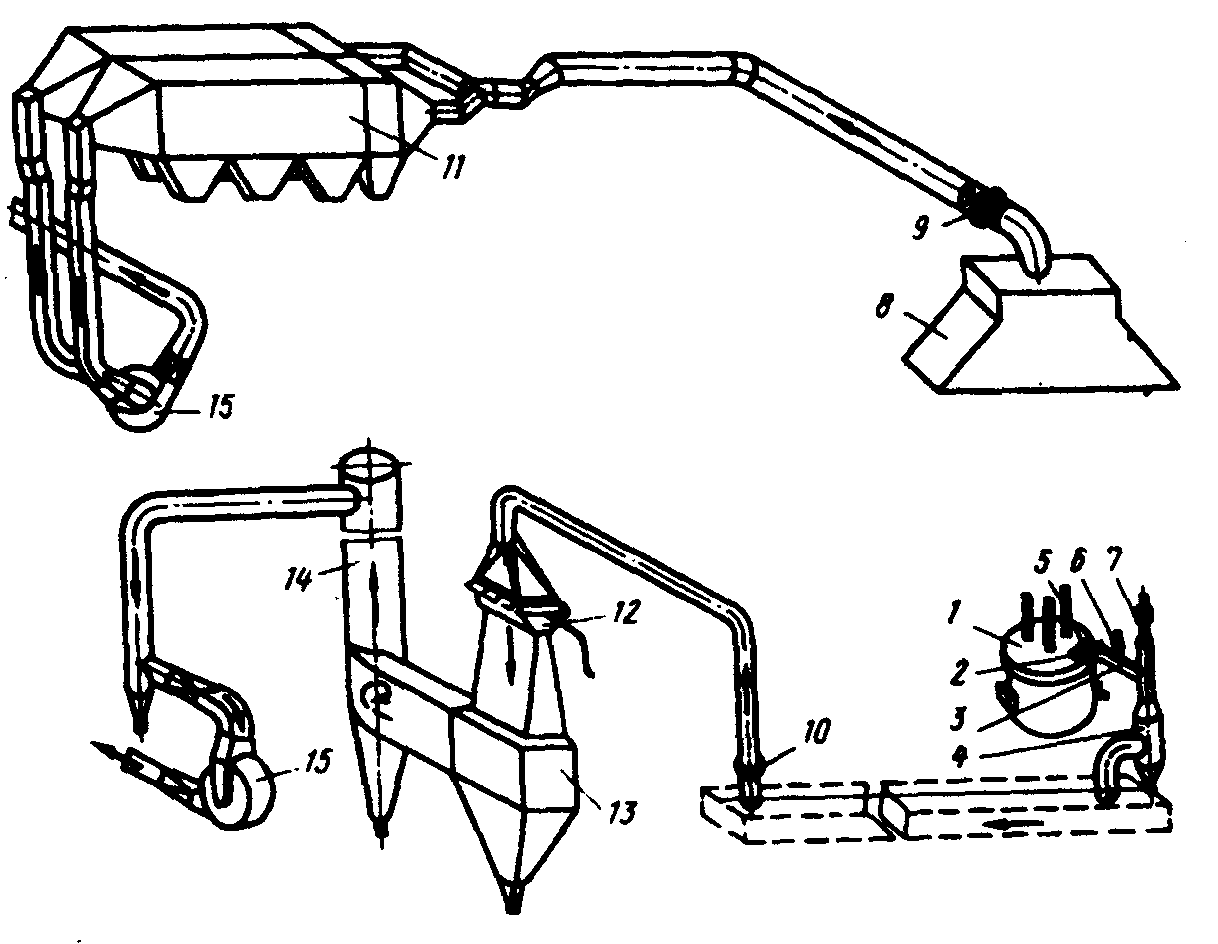
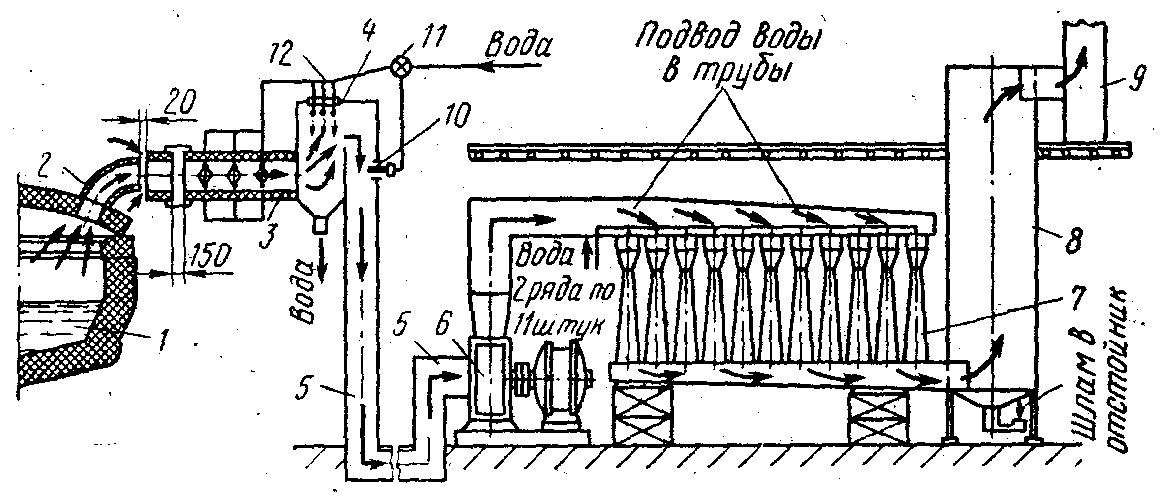
Рисунок 52 - Схема раздельной очистки газов, отводимых от электропечи и через зонт под фонарем цеха
Газ отводится от печи через водоохлаждаемый патрубок, расположенный в своде печи. Между патрубком 2 и газоотводящим трубопроводом имеется воздушный зазор, дающий возможность регулировать количество отсасываемого газа. Величина этого зазора регулируется муфтой 5. Оксид углерода дожигается в камере 3 и далее охлаждается в устройстве 4. Дожигание и охлаждение газа осуществляются атмосферным воздухом, поступающим в камеру дожигания через клапан б, а в камеру охлаждения через клапан 7. После этого газ отводится в систему газоочистки по газопроводу, снабженному клапаном 10, с помощью которого регулируют количество газа. В кровле цеха под фонарем установлен зонт 8, через него удаляются неорганизованные выбросы. Количество отсасываемого газа регулируется с помощью клапана 9. Неорганизованные выбросы очищаются в сухом пластинчатом электрофильтре 11. Газ, отводимый от электропечи, проходит через прямоугольную трубу Вентури 12 с регулируемым сечением горловины, где пыль коагулирует. Укрупненная пыль очищается вначале в инерционном пыле- и брызгоуловителе 13, а затем в центробежном скруббере 14.
1-печь; 2-заборный патрубок; 3-стационарный газоход; 4-скруббер;
5-газоход получистого газа; 6-вентилятор; 7-блок труб Вентури; 8-каплеуловитель; 9-дымовая труба;
10-термопара; 11-регулятор подачи воды; 12-форсунки
Рисунок 53 - Схема охлаждения и очистки газов электросталеплавильных дуговых печей в скрубберах Вентури
На рисунке 53 представлена наиболее распространенная схема очистки газов дуговых электросталеплавильных печей в скрубберах Вентури с разрывом газового потока. Подобная установка, как правило, скомпонована из нескольких труб Вентури сравнительно небольшого размера с диаметром горловины 100-150 мм.
Электрофильтры для очистки газов от пыли целесообразно использовать только для самых крупных печей, вследствие умеренного количества отходящих газов, высокой стоимости фильтров, их больших габаритов и трудностей в эксплуатации.
В настоящее время для очистки газов от пыли все чаще используют тканевые фильтры: в них используются термостойкие фильтровальные ткани (выдерживают температуру до 2500С) из волокон лавсана, оксолона и др.
Лекция 20. Защита естественных водоемов от загрязнения сточными водами сталеплавильного производства и технологические пути снижения выбросов
20.1 Мартеновское производство
20.2 Конвертерное производство
20.3 Электросталеплавильное производство
20.4 Уменьшение вредных выбросов сталеплавильного производства технологическим путем
В сталеплавильном производстве сточные воды образуются в процессе очистки газов мартеновских печей, конвертеров, электросталеплавильных печей; при охлаждении и гидроочистке изложниц, установок непрерывной разливки стали и обмывке котлов-утилизаторов.
20.1 Мартеновское производство
В сточных водах, поступающих из системы газоочистки мартеновских печей, содержится до 80% частиц пыли размером от 0,1 до 0,07 мм и до 20% размером частиц 0,07-0,01 мм. Расход воды на газоочистку составляет 0,3-0,8 л/м3 газа, что соответствует расходу воды 1,6-4,2 м3/т выплавляемой стали. Средняя концентрация взвешенных твердых частиц в сточной воде составляет 3 г/л, максимальная – до 17 г/л, на 93% они состоят из оксидов железа.
Для очистки сточных вод применяется механический метод: отстаивание (осветление) в радиальных отстойниках. Время осаждения взвешенных частиц из сточной воды при её отстаивании зависит от периода работы печи. Периоды завалки, подогрева и заливки чугуна характеризуются медленным осаждением частиц. В периоды плавки, добавки чугуна и доводки, когда из печи уносится наибольшее количество пыли, осаждение частиц в сточной воде идет интенсивно.
Для интенсификации осветления сточных вод в отстойниках применяют реагентную и магнитную коагуляцию. Применение в качестве коагулянта полиакриламида из расчета 1 мг на 1 л или магнитного поля приводит к увеличению удельной гидравлической нагрузки на радиальный отстойник до 1,5 м3/(ч*м2) и более.