

6.3 Пылеуловители с осаждением пыли на пленку жидкости
Для успешной работы аппаратов этого типа необходимо, во-первых, образование непрерывно обновляющейся пленки или слоя жидкости, улавливающих частицы пыли и отводящих их с с рабочей поверхности, и, во-вторых, подвод частиц пыли к этой пленке или слою жидкости. В зависимости от того, как решаются эти вопросы, пылеулавливающие аппараты делят на несколько типов.
В аппаратах центробежного типа частицы пыли отбрасываются на стенку центробежными силами, возникающими при вращении газового потока в аппарате за счет тангенциального подвода газа. Непрерывно стекающая вниз пленка на стенке аппарата создается за счет подачи воды специальными соплами, расположенными в верхней части аппарата (рис. 8).

1-оросительные сопла; 2-корпус; 3-входной патрубок;
4-смывные сопла; 5-выходной патрубок; 6-оросительный
коллектор; 7-гидрозатвор
Рисунок 8 - Схема центробежного скруббера
Аппарат представляет собой вертикально стоящий стальной цилиндр с толщиной стенки 5—6 мм, имеющий коническое днище и тангенциально расположенный входной патрубок. Во избежание быстрого износа вследствие коррозии и абразивного действия пыли скруббер внутри футеруется керамической плиткой. Вода подводится внутрь через установленные на расстоянии 600 мм друг от друга сопла, над которыми размещен брызгоулавливающий козырек. Струя воды, выходящая из сопла, направлена тангенциально к стенке в сторону вращения потока газа во избежание интенсивного уноса брызг. Образующаяся на стенке сплошная водяная пленка по спирали, направление которой совпадает с направлением вращения газового потока, непрерывно стекает вниз.
Частицы пыли, отбрасываемые на пленку под действием центробежных сил, захватываются ею и в виде шлама выводятся из скруббера через приемный бункер и гидравлический затвор.
Расход воды при работе центробежного скруббера определяется требованием создания на внутренней поверхности аппарата сплошной водяной пленки толщиной не менее 0,3 мм. Такая толщина пленки предотвращает ее разрыв и образование отложений на стенках аппарата.
При прохождении через центробежный скруббер газы вследствие процесса теплообмена с водой охлаждаются. Температуру газов на выходе из скруббера можно найти по следующему приближенному уравнению:
В центробежных скрубберах одновременно с охлаждением газов происходит адсорбция из них SO2. Степень улавливания SO2 водой обычно составляет 40—50 %.
Вследствие низкой степени очистки центробежные скрубберы типа ЦС-ВТЦ как пылеулавливающие аппараты в настоящее время не применяются, однако они широко используются в качестве каплеуловителей в скрубберах Вентури. В этом случае вода на орошение не подается.
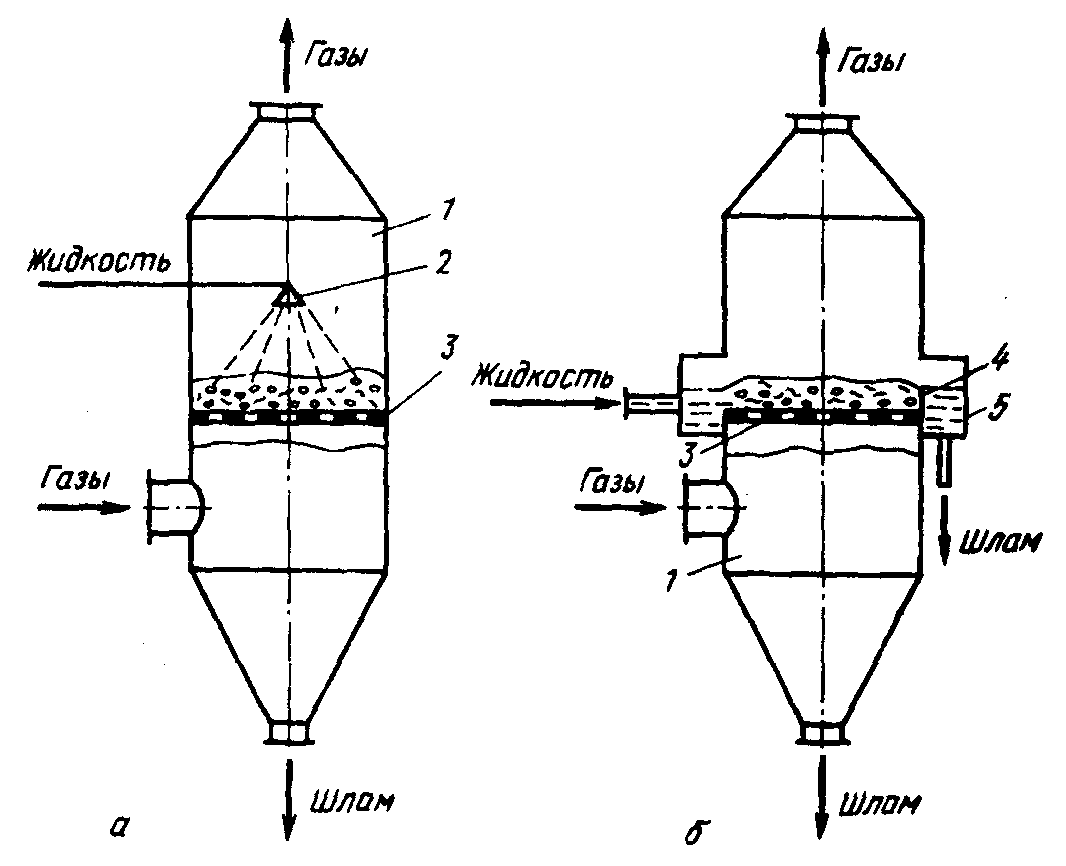
Ударно-инерционный пылеуловитель (рис, 9, а). При резком повороте на 180° газового потока, направленного с большой скоростью (20—30 м/с) на поверхность жидкости, взвешенные в газе частицы за счет сил инерции ударяются об эту поверхность и улавливаются ею. Образующийся шлам отводится непрерывно или периодически через гидрозатвор, а очищенные газы уходят через выпускной газопровод. Такой простейший пылеуловитель ударно-инерционного действия способен улавливать лишь крупные частицы (dч>20 mkm) хорошо смачивающейся пыли.

1-резервуар с жидкостью; 2-шламоотвод; 3-слив; 4-рассекающий конус;
5-входной патрубок; 6-брызгоуловитель; 7-ввод жидкости
Рисунок 9 - Аппараты ударно-инерционного действия:
а-ударно-инерционный пылеуловитель; б-скруббер Дойля.
Скруббер Дойля (рис. 9, б). Через кольцевую щель, образованную входным патрубком и вдвинутым в него конусом, запыленный газ со скоростью 30—50 м/с ударяется о поверхность жидкости, находящейся на 2—3 мм ниже кромки трубы. За счет инерционных сил и образующейся вокруг щели завесы из капель жидкости частицы пыли улавливаются водой; шлам, собирающийся на дне пылеуловителя, периодически удаляется из него.
Очищенный газ выводится из аппарата, предварительно пройдя брызгоуловители, т. е. перегородки, расположенные по ходу газа. Уровень воды в аппарате поддерживается постоянным с помощью гидрозатвора. Удельный расход воды в скрубберах Дойля составляет - 0,15 кг/м3. Гидравлическое сопротивление аппарата около 1,5 кПа. В скруббере Дойля с высокой эффективностью улавливаются частицы размером более 10-15 мкм.
Простейший пенный пылеуловитель представляет собой аппарат, перегороженный горизонтальной тарелкой с равномерно распределенными мелкими отверстиями. Запыленный газ подается под тарелку и отсасывается из верхней части аппарата; пылезадерживающая жидкость подается на тарелку сверху. Отработавшую жидкость можно отводить двумя способами: полным провалом ее через тарелку в бункер (рис. 10, а) или частичным переливом через порог, установленный в конце решетки с краю (рис. 10, б). Обычно применяют тарельчатые аппараты, работающие в провальном режиме.
1-корпус; 2-ороситель; 3-тарелка; 4-порог; 5-сливной отсек
Рисунок 10 - Тарельчатые аппараты: а-с провальными тарелками; б-с переливом
Аппарат с провальными тарелками. При малых скоростях газа наблюдается барботажный режим, при котором газ движется отдельными пузырями через слой жидкости. При скорости газа в аппарате 1—1,2 м/с барботажный режим сменяется пенным, при котором жидкость, находящаяся на тарелке, переходит в состояние турбулизированной пены. С момента возникновения пены резко увеличивается межфазная поверхность и снижаются диффузионные и термические сопротивления. Межфазная поверхность вследствие проникновения вихрей каждой из фаз через границу их раздела непрерывно разрушается и снова восстанавливается, т.е. постоянно обновляется, что способствует отводу уловленной пыли, которая непрерывно осаждается на образующейся пленке жидкости. Образующийся шлам удаляется с жидкостью, протекающей через тарелки в бункер аппарата.
Важным свойством пенного режима является его автомодельность. Высота слоя пены и гидравлическое сопротивление аппарата практически не зависят от его размеров.
Аппарат с переливными решетками. Отличительной чертой переливных решеток является устройство для слива отработавшей жидкости в сливную коробку. Для фиксирования определенной толщины слоя жидкости решетку снабжают переливным порогом.
Применение переливных решеток позволяет в 2-3 раза сократить расход воды на очистку, составляющей 0,2-0,3 дм3/м3. Однако из-за возможности образования отложений пенные аппараты с переливными решетками не применяют в качестве пылеуловителей.
Корпус пенного аппарата может быть прямоугольным и цилиндрическим. В первом случае легче обеспечить равномерное распределение жидкости, во втором – равномерное распределение газа. Размеры пенного аппарата определяются возможностью равномерного распределения газа, и диаметр его не должен превышать 2,0 –2,5 м.
Иногда пенные аппараты выполняют многополочными. Иногда на полках размещают насадку из колец Рашига или шаров из полиэтилена или стекла. Однако это не дает значительного повышения эффективности пылеулавливания.
Лекция 7. Очистка газов от тонких пылей
7.1 Фильтрующие аппараты
7.2 Электрофильтры