

3 Механічна обробка деталі
3.1 Вибір вихідної заготовки
Виходячи з таких параметрів як дрібносерійне виробництво, заготовка типу корпус, матеріал заготовки – ЦА4М1 обираємо спосіб отримання вихідної заготовки – лиття в піщано-глиняні форми. Такий спосіб отримання заготовки є найдешевшим. Недоліком є великі припуски на механічну обробку, що не дуже суттєво для даного типу виробництва.
Масу деталі визначаємо згідно кресленника, а саме за допомогою 3D-кресленника (рисунок 3.1) моделі деталі:
mд= 470г =0,47 кг,
де mд – маса деталі.
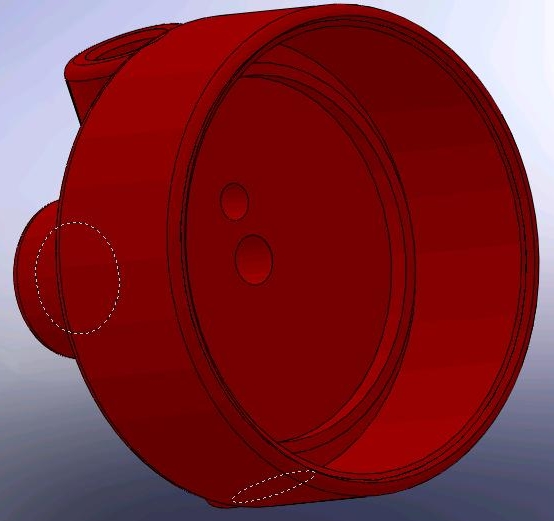
Рисунок 3.1 – 3D-модель корпуса
Визначимо масу виливка:
mv=Kт.м.∙ mд
Kт.м- коефіцієнт збільшення маси для даної деталі вибираємо Kт.м=1,25.
mv=1.25∙0,47=0.59 кг
Згідно [11] приймаємо вагову групу – І-а.
Площину рознімання форми призначаємо з урахуванням основних правил конструювання виливків і вимог до технології виготовлення. Виливок розташовуємо у нижній напівформі (рисунок 3.2). Використовуємо один глухий стрижень.
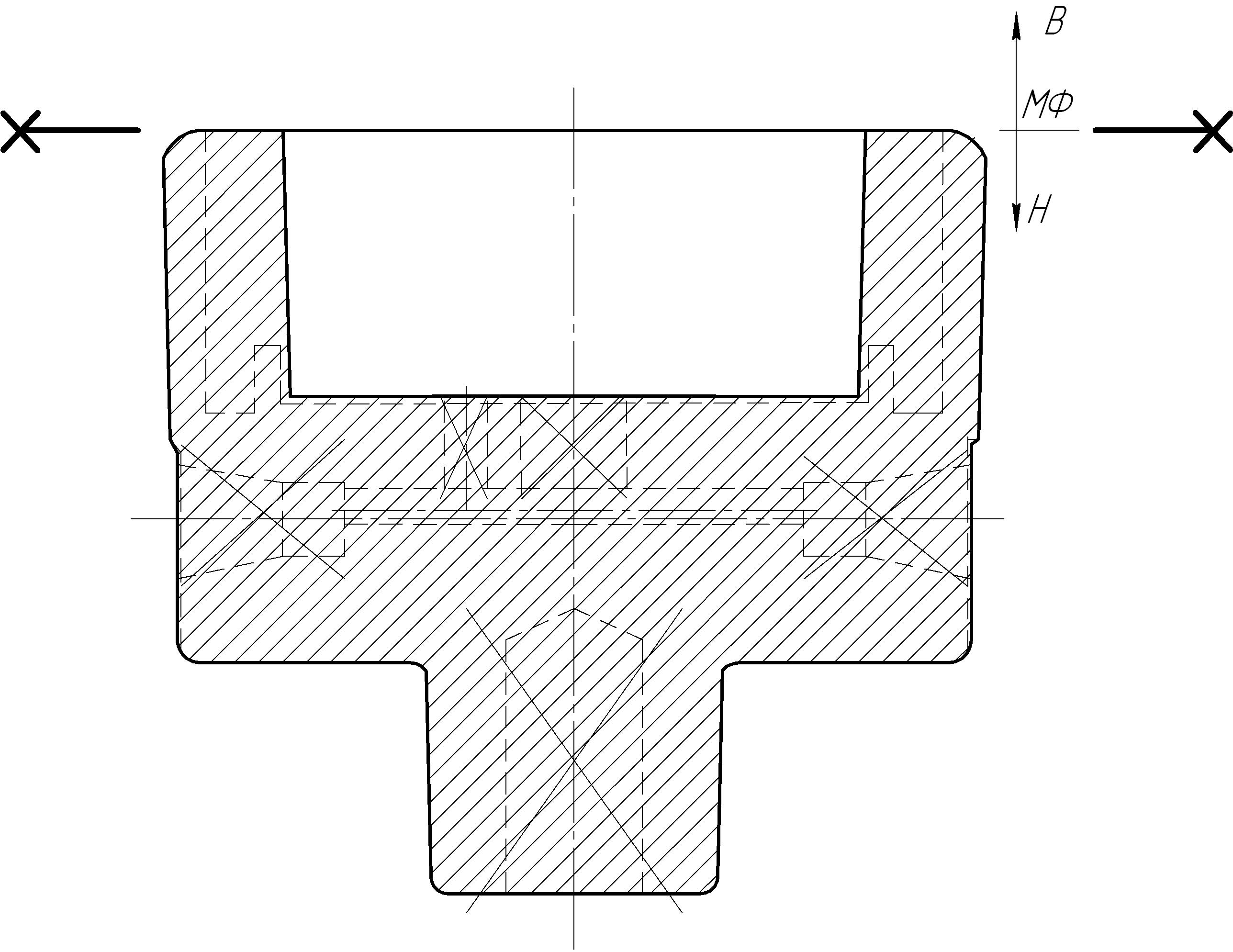
 Рисунок
3.2 – Схема вибору площини рознімання
Рисунок
3.2 – Схема вибору площини рознімання
Визначаємо точність виливка:
клас розмірної точності вибирається за стандартом [10, таблиця 9] (оскільки виливається в низьковологих (до 2,8%) піщано-глиняних формах) – 8.
ступінь жолоблення поверхні призначається за стандартом [10, таблиця 10]– 6 .
ступінь точності поверхонь виливка призначається за стандартом
[10, таблиця 11] – 9.
клас точності виливка за масою – за стандартом [10, таблиця 13] – 7.
шорсткість поверхонь виливка вибирається за стандартом [10, таблиця 12] – Ra12,5 мкм.
згідно з стандартом [10, таблиця 14] для вибраного ступеня точності поверхонь виливка приймається ряд припусків на обробку – 5.
допуск зміщення виливка по площині рознімання форми визначається для найтоншої стінки виливка , яка перетинає площину рознімання або виходить на роз’єм в залежності від класу розмірної точності [10, таблиця 1] – 0,8 мм.
Точність виливка 8-6-9-7 Cм0,8 ГОСТ 26645-85.
Припуски на механічну обробку призначаються за стандартом [10, таблиця 6] в залежності від допуску на відповідний розмір виливка, виду остаточної механічної обробки та обраного ряду припуску. В залежності від класу розмірної точності виливка та номінальних розмірів деталі, визначають загальні допуски на відповідні розміри елементів виливка за стандартом [10, таблиця 1]. Остаточний розрахунковий розмір виливка визначається як сума або різниця(для отворів) номінального розміру деталі, загального припуску на механічну обробку та технологічного напуску і округлюється до десятих часток міліметра. Результати розрахунку наведені в таблиці 3.1.
Таблиця 3.1 – Припуски та допуски на розміри поверхонь виливка
-
Розмір
виливка, мм
Шорсткість, мкм
Загальний допуск елемента виливка, мм
Загальний припуск на сторону, мм
Розрахунковий розмір виливка, мм
Прийнятий розмір виливка, мм
R11
0,8
11
R11±0,4
70±0,5
3,2
1,4
2,1
72,1
72,1±0,7
30±0,3
6,3
1,1
1,6
31,6
31,6±0,55
Ø 26±0,55
1,1
Ø26
Ø26±0,55
Ø78±0,7
1,4
Ø78
Ø78±0,7
Ø62
6,3
1,2
1,7
Ø58,6
Ø58,6±0,6
76±0,1
6,3
1,4
2,1
78,1
78,1±0,7
24±0,1
6,3
1
1,6
22,4
22,4±0,5
Результати проектування показано на рисунку 3.3.
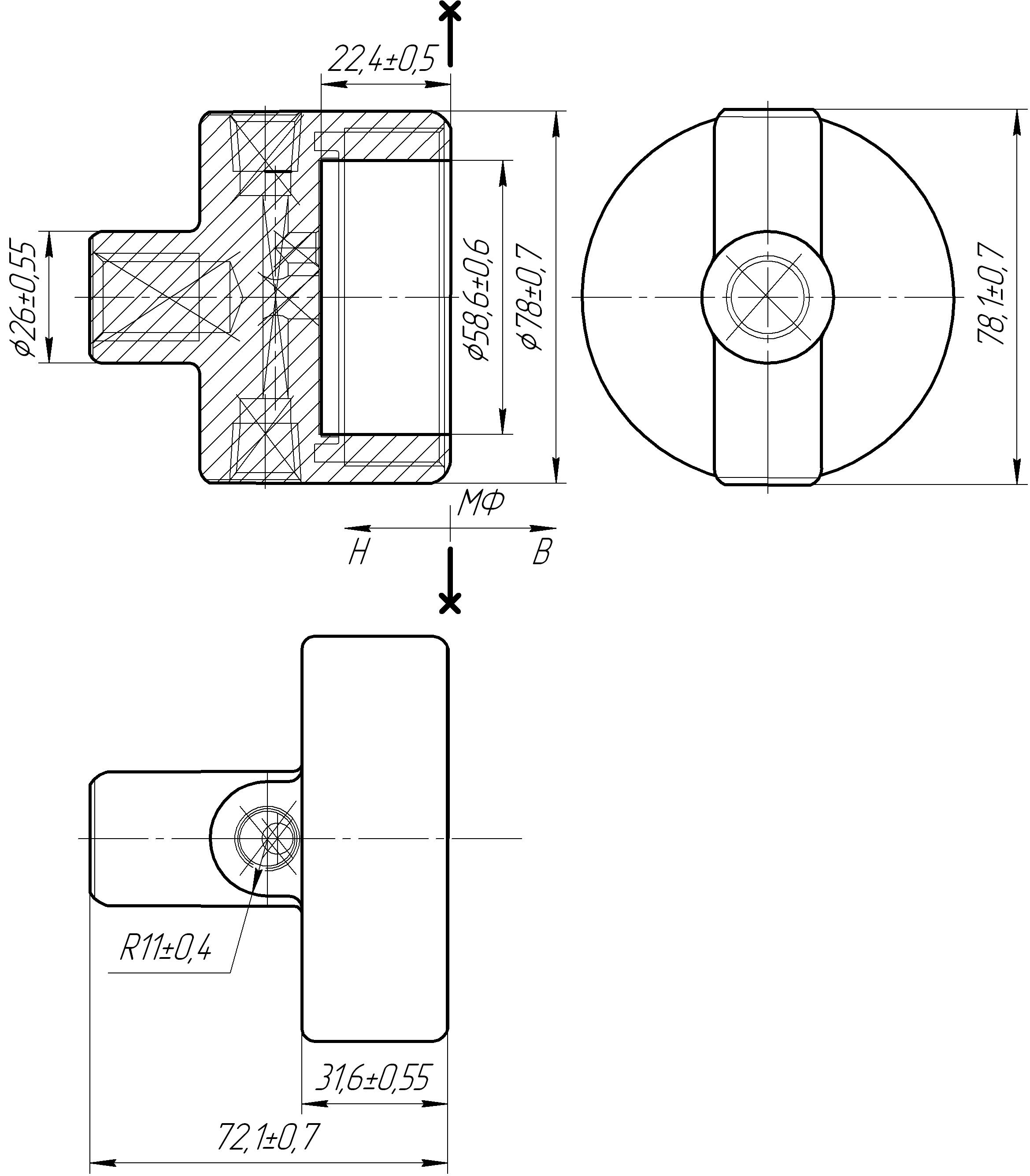
Рисунок 3.3 – Ескіз вихідної заготовки корпуса механізму управління дверима