

Холодная сварка давлением
Холодную сварку осуществляют без нагрева свариваемых деталей и применяют главным образом для пластичных металлов (меди, алюминия и их сплавов). Сварное соединение получается внедрением одного металла в другой при их соприкосновении под давлением за счет пластической деформации металла в месте сварки при комнатной и даже отрицательной температурах.
При сжатии происходит диффузионный обмен электронов внешних орбит атомов соединяемых металлов и образование общей кристаллической решетки в сварном шве. Под действием сжимающих усилий атомы свариваемых металлов, расположенные на контактирующих поверхностях, сближаются на расстояние действия межатомных сил и возникают прочные металлические связи.
Качество холодной сварки зависит от подготовки свариваемых кромок. Последние должны быть тщательно очищены от окисных и жировых пленок. Окисные пленки некоторых легко окисляемых на воздухе металлов при достаточно больших удельных давлениях разрушаются и вытесняются из зоны сварки.
Холодную сварку алюминиевых и медных деталей толщиной до 10 мм производят под давлением, значительно превышающем в зоне сварки прэдел текучести свариваемых металлов. В зависимости от состава и толщины свариваемых деталей выбирают удельное давление.
Холодная сварка проводов осуществляется на пневмогидравличе-ских стационарных рычажных и эксцентриковых прессах и переносных установках. Для сварки алюминиевых и медных проводов применяют ручные и настольные клещи.
Диффузионная сварка в вакууме
При этом способе сварки соединяемые детали помещают в вакуумную камеру при остаточном давлении среды 133-10~3 — 133-10~5 Н/м2 (10~3—10~5 мм рт. ст.) и нагревают токами высокой частоты до необходимой температуры, а затем соединяют друг с другом с усилием. Удельное давление достигает 25 МН/м2 (МПа) (рис. 4).
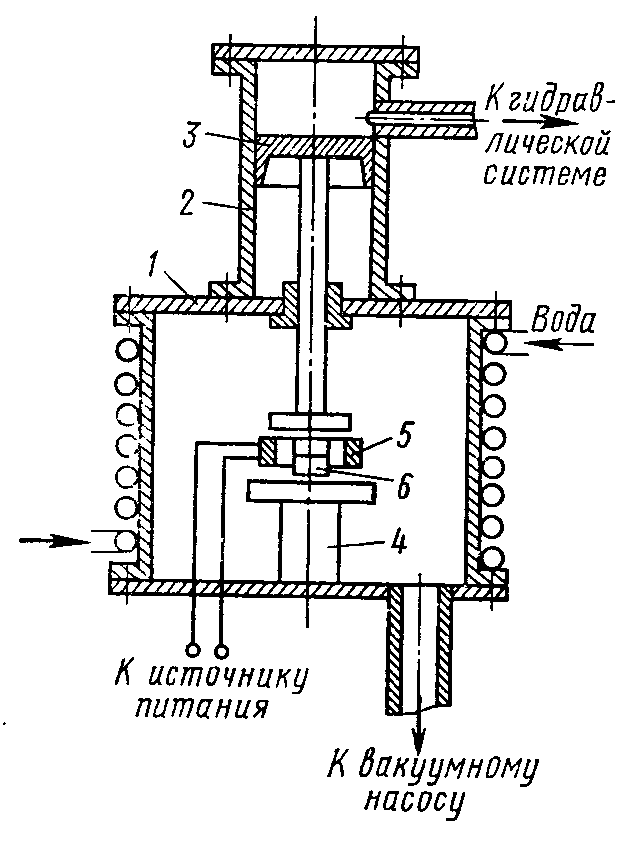
Рис.4. Схема диффузионной сварки в вакууме:
1 - камера;
2 - гидравлический цилиндр;
3 - поршень со штоком;
4- опора;
5 - нагреватель;
6- свариваемые заготовки
Выбор режима при диффузионной сварке зависит от рода свариваемых металлов. При сварке однородных металлов даже под микроскопом трудно установить месторасположение шва.
Диффузионную сварку в вакууме применяют для соединения трудносвариваемых металлов и сплавов, цветных металлов, металло-керамических изделий, пластин из твердых сплавов с державкой режущего инструмента. Кроме того, этим способом можно получить различные биметаллы, например, для деталей, работающих на износ.
Промышленные установки СДВУ (более 30 типов) для диффузионной сварки применяют для индивидуального, серийного и массового производств. Этим методом можно сваривать сталь с алюминием, чугуном, вольфрамом; серебро с нержавеющей сталью, платину с титаном и т. д. Этот эффективный способ соединения деталей небольших сечений легко можно.автоматизировать.
Ультразвуковая сварка
В последнее время весьма тонкие пластинчатые детали соединяют сваркой под воздействием ультразвуковых колебаний более 20 кГц. Сущность этого метода сварки в том, что в месте контакта свариваемых деталей возникают упругие колебания и выделяется тепло. Ультразвуковые колебания высокой частоты вызываются при помощи магнитострикционного эффекта (способность некоторых металлов и
с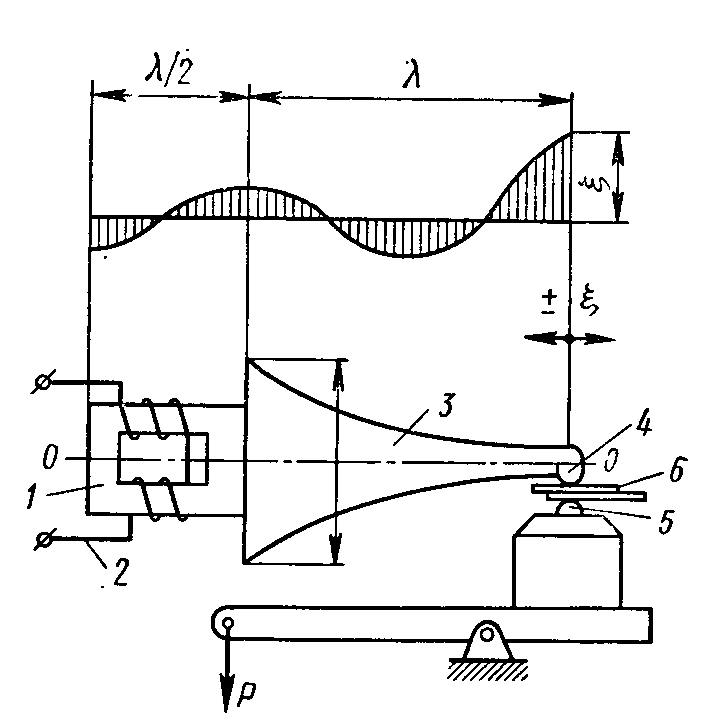 плавов
сжиматься или расширяться под действием
магнитного поля). Если на стержень из
такого металла надеть катушку, то
переменный ток, проходя по обмотке
катушки и возбуждая в ней перемен-ног
магнитное поле, сообщает стержню
механические колебания сжатия и
расширения. Торец стержня излучает
ультразвуковые волны (рис. 5).
плавов
сжиматься или расширяться под действием
магнитного поля). Если на стержень из
такого металла надеть катушку, то
переменный ток, проходя по обмотке
катушки и возбуждая в ней перемен-ног
магнитное поле, сообщает стержню
механические колебания сжатия и
расширения. Торец стержня излучает
ультразвуковые волны (рис. 5).
Рис.5. Схема ультразвуковой установки для сварки металлов:
1- магнитострикционный вибратор;
2 - катушка, 3 - волновод; 4- наконечник волновода; 5- опорный электрод; 6- свариваемое изделие
- длина волны звуковых колебаний;
- амплитуда колебаний наконечника,
Р - усилие сжатия
Проходящий по обмотке магнитостриктора переменный ток с частотой 20—30 кГц вызывает механические колебания, которые через волновод передаются соединяемым металлическим пластинкам в зону сварки. Эти ультразвуковые колебания разрушают оксидную пленку, сближают свариваемые поверхности и при приложении механического усилия образуют сварное соединение. В настоящее время разработаны и применяются установки для точечной и шовной сварки ультразвуком.