

2.3 Технологический процесс обработки детали. Базирование детали
На данном этапе проектирования разрабатываем общий маршрут обработки детали «Стакан». Определяем содержание операций ТП и выполняем предварительный выбор типа оборудования. Перед подачей на станки все заготовки проходят входной контроль при котором проверяются размеры, твердость поверхности, наличие дефектов.
Обработка начинается с операции «Заготовительная», на которой штампуем заготовку, доставляем её на станок и центрируем. Далее идёт операция «Термическая», на которой мы проводим нормализацию. Последующие две операции токарные с ЧПУ, на них мы обрабатываем деталь по контуру и изнутри и получаем готовые поверхности для дальнейшей обработки. На операции «Фрезерная» мы обрабатываем деталь в её торцах. На операции «Сверлильная» мы ведем обработку отверстий в 1 установ. На «Круглошлифовальной» и «Внутришлифовальной» операциях мы выполняем чистовую обработку ответственных поверхностей детали, к которым требуется высокая точность обработки. Для обеспечения высокой точности для этих поверхностей применяется черновая и чистовая шлифовальная обработка.
На круглошлифовальной операции:
- Шлифовать поверхность Ø138h6 начерно и начисто;
На внутришлифовальной операции:
- Шлифовать отверстие Ø115k7 начерно и начисто;
На слесарной операции мы притупляем острые кромки, отправляем деталь на операционно-технический контроль. На моечной операции моем деталь и сушим.
Технический контроль начинаем после тех этапов обработки, где вероятно повышение количества брака, перед сложными дорогостоящими операциями, а так же в конце обработки детали.
На контрольной операции контролируем все размеры.
Последовательность операций сведем в таблицу.
Таблица 1.4 - Технологический маршрут обработки делали
№операции |
Операция |
Оборудование |
005 |
Заготовительная |
ГКМ |
010 |
Термическая |
Печь термическая |
015 |
Токарная с ЧПУ |
Токарно-револьверный станок с ЧПУ 1В340Ф30 |
020 |
Токарная с ЧПУ |
Токарно-револьверный станок с ЧПУ 1В340Ф30 |
025 |
Контрольная |
Стол ОТК |
030 |
Фрезерная |
Вертикально-фрезерный станок 6Т13 |
035 |
Контрольная |
Стол ОТК |
040 |
Сверлильная |
Вертикально-сверлильный станок 2Р118 |
045 |
Контрольная |
Стол ОТК |
050 |
Внутришлифовальная |
Внутришлифовальный полуавтомат 3К227А |
055 |
Контрольная |
Стол ОТК |
060 |
Круглошлифовальная |
Круглошлифовальный полуавтомат 3М151 |
065 |
Слесарная |
Верстак слесарный Г70-125 |
070 |
Моечная |
Машина моечная |
075 |
Контрольная |
Стол ОТК |
Окончательно определяем состав и порядок выполнения переходов в пределах каждой технологической операции (структура операции), производим окончательный выбор моделей оборудования, станочных приспособлений, режущих и измерительных инструментов.
Проектируя технологическую операцию необходимо стремиться к снижению её трудоемкости, повышению производительности труда. Производительность труда обработки зависит от режимов резания, количества переходов и рабочих ходов, последовательности их выполнения.
005 Заготовительная (ГКМ)
Штамповать заготовку
Поставить её к станку
Приспособление: штамп ГКМ.
Измерительный инструмент: Шаблон
010 Термическая (Печь термическая)
Произвести нормализацию заготовки до твёрдости 200 НВ.
015 Токарная с ЧПУ (Токарно-револьверный станок 1В340Ф30)
Установить и закрепить деталь.
Подрезать торец Ø138h6 мм предварительно в размер 70 мм, точить поверхность начерно.
Подрезать торец Ø138h6 мм окончательно с образованием фаски 1*30° в размер 67.5 мм, точить поверхность начисто.
Растачивать поверхность Ø115мм начерно и начисто с припуском под шлифование, точить канавку шириной b = 2,8 мм, выдерживая размеры согласно чертежу.
Точить фаску 1*45°мм.
Снять деталь.
Приспособление: трёхкулачковый самоцентрирующий клиновой патрон ГОСТ 24351-80.
РИ: Резец проходной прямой Т15К6 ГОСТ 18883-73; Резец проходной прямой Т30К4 ГОСТ 18883-73; Резец канавочный Т15К6 ГОСТ 18880-73. Резец фасонный Т15К6 ГОСТ 18881-73.
Измерительный инструмент: Штангенциркуль ШЦ-I-200-0,05 ГОСТ 166-80.
020 Токарная с ЧПУ (токарно-револьверный станок 1В340Ф30)
Установить и закрепить деталь
Подрезать торец Ø138 мм предварительно в размер 65.5 мм, точить поверхность начерно.
Подрезать торец Ø138 мм окончательно с образованием фаски 1*30° в размер 65 мм, точить поверхность начисто.
Точить канавку шириной b = 2,8 мм, выдерживая размеры согласно чертежу.
Точить фаску 2-1*45°мм.
Снять деталь.
Приспособление: трёхкулачковый самоцентрирующий клиновой патрон ГОСТ 24351-80.
РИ: Резец расточной Т15К6 ГОСТ 18883-73; Резец расточной Т30К4 ГОСТ 18883-73; Резец канавочный Т15К6 ГОСТ 18880-73. Резец фасонный Т15К6 ГОСТ 18881-73.
Измерительный инструмент: Штангенциркуль ШЦ-I-200-0,05 ГОСТ 166-80.
025 Контрольная (стол контрольный ОТК)
Внешним осмотром проверить отсутствие заусенцев, наличие фасок, качество обработки. Проверить полученные размеры, расположение центровых отверстий.
030 Фрезерная (станок вертикально-фрезерный 6Т13)
Установить и закрепить деталь.
Фрезеровать поверхность в размер 142 мм начерно и начисто.
Снять деталь.
Приспособление: Тиски станочные винтовые самоцентрирующие с призматическими губками ГОСТ 21188-75
РИ: Фреза концевая Р6М5 Ø14 мм z=4 ОСТ 2И62-2-75;
Измерительный инструмент: Штангенциркуль ШЦ-I-200-0,05 ГОСТ 166-80;
035 Контрольная (Стол ОТК)
Внешним осмотром проверить отсутствие заусенцев, наличие фасок, качество обработки. Проверить полученные размеры, расположение центровых отверстий.
040 Сверлильная (Станок вертикально-сверлильный 2Р118)
Установить и закрепить деталь.
Сверлить 4 отверстия Ø13мм.
Открепить и снять деталь.
045 Контрольная (Стол ОТК)
Внешним осмотром проверить отсутствие заусенцев, наличие фасок, качество обработки. Проверить полученные размеры, расположение центровых отверстий.
050 Внутришлифовальная (внутришлифовальный полуавтомат 3К227А)
Установить и закрепить деталь
Шлифовать отверстие Ø115k7 начерно и начисто.
Открепить и снять деталь.
Приспособление: трёхкулачковый самоцентрирующий клиновой патрон ГОСТ 24351-80.
РИ: головка шлифовальная AW 10x16 24А 25Н СТ1 6К ГОСТ 2447-82
Измерительный инструмент: Штангенциркуль ШЦ-I-200-0,05 ГОСТ 166-80.
055 Контрольная (стол контрольный ОТК).
Внешним осмотром проверить отсутствие заусенцев, наличие фасок, качество обработки. Проверить полученные размеры, расположение центровых отверстий.
060 Круглошлифовальная (круглошлифовальный полуавтомат 3М151)
Установить и закрепить деталь.
Шлифовать поверхность Ø138h6 мм начерно и начисто.
Открепить и снять деталь.
Приспособление: разжимная оправка ГОСТ 9472-90.
РИ: круг шлифовальный ПП 600*80*305 24А СТ2 6К ГОСТ 2424-83
Измерительный инструмент: Скоба Ø138h6 ГОСТ 18362-73; Штангенциркуль ШЦ-I-200-0,05 ГОСТ 166-80.
065 Слесарная (Верстак слесарный Г70-125)
Положить деталь на верстак, проверить наличие забоин, заусенцев на обрабо-танных поверхностях, при необходимости их зачистить.
070 Моечная (машина моечная)
Промыть деталь, выдуть стружку из всех отверстий, уложить деталь в тару.
075 Контрольная (стол контрольный ОТК)
Внешним осмотром проверить отсутствие заусенцев, наличие фасок, качество обработки. Проверить полученные размеры, расположение центровых отверстий.
Одна из важнейших задач проектирования – установление вида и конструкции приспособлений. Приспособления, применяемые при механической обработке во многом, способствует повышению производительности труда, ликвидации предварительной разметки заготовки.
Установочно-зажимные приспособления должны быть просты в конструкции и удобны в обслуживании и работе. Закрепление и открепление должно происходить с минимальными затратами сил и времени, зажим должен быть равномерным и надежным.
Приспособление не должно деформировать закрепленную заготовку, оно не должно сдвигать заготовку и воспринимать силы резания.
При этом обеспечиваются заданные размеры, повышается точность обработки.
Базы выбираем таким образом, чтобы обеспечивалась быстрая и удобная установка заготовки в приспособление и установочные элементы приспособления, примыкающие к базам, не затрудняли доступ инструментов ко всем обрабатываемым поверхностям.
Детали класса «корпусные детали» базируются при обработке и контроле по внутренней поверхности и по торцу или по наружной поверхности.
При создании базовых поверхностей - внутренних отверстий, базирование будет осуществляться по наружному диаметру и упору в торец.
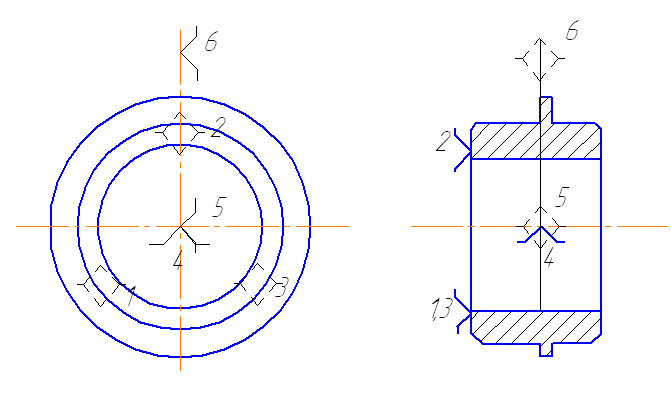
Рисунок 1.1 – Базирование заготовки в трёхкулачковом патроне.
Данный принцип базирования применяется на токарных операциях при точении, растачивании, на внутришлифовальных операциях.
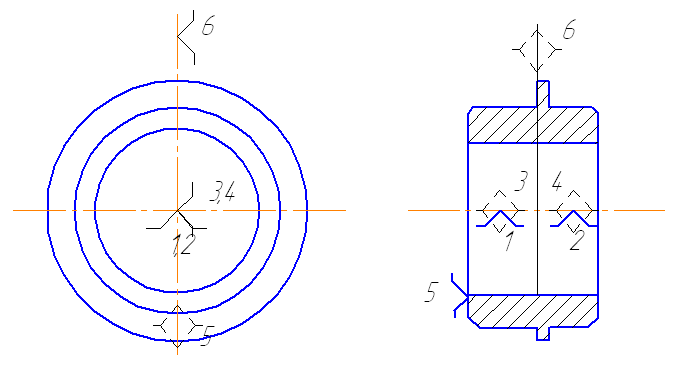
Рис. 1.2 – Базирование на разжимной оправке.
Данный принцип базирования используется на круглошлифовальной операции.
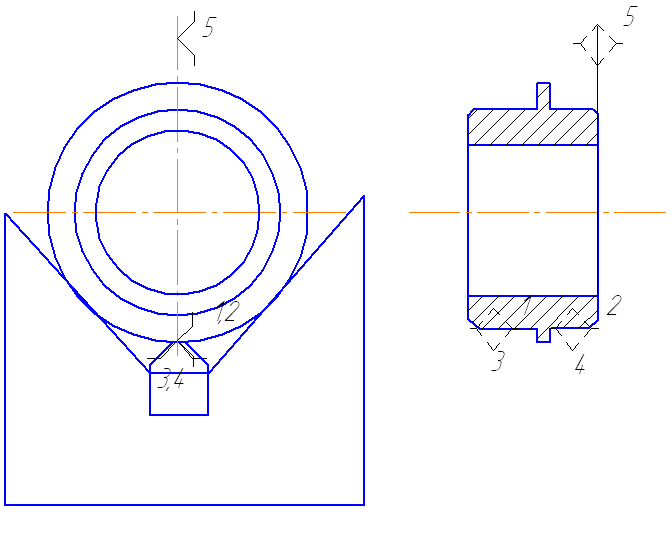
Рис. 1.3 - Базирование детали в призме.
Данный принцип базирования применяется на сверлильной операции.