

8. Изготовление труб
При волочении заготовку протягивают через постепенно сужающееся отверстие в инструменте, наз-ом волокой. Волочение труб можно выполнять без оправки(для уменьшения внешнего d)и с оправкой(для уменьшения вешнего d и толщины стенки)При волочении сплошного и полого профилей площадь поперечного сечения заготовки уменьш-я, а следовательно,длина увеличивается. Количественно деформацию, так же как и при прокатке, можно характеризовать отношением полученной длины к исходной, т.е.вытяжкой µ. Волочение обеспечивает точность размеров и высокое качество поверхности, получение очень тонкостенных профилей.
Прокатку гильзы (полученную прошивкой) в бесшовную трубу требуемых диаметров и толщины стенки производят на раскатных станах различной конструкции (автоматические и пилигримовые станы, рис. 4.6).
У автоматических станов валки имеют круговой калибр постоянного сечения и при прокатке труб заготовка проходит через несколько последовательно расположенных пар валков. Для этих станов μ = 4,5 (вытяжка).
У пилигримовых станов валки имеют круговой калибр переменного сечения. На таких станах на одной паре волков обеспечивается значительная вытяжка μ =10…14.
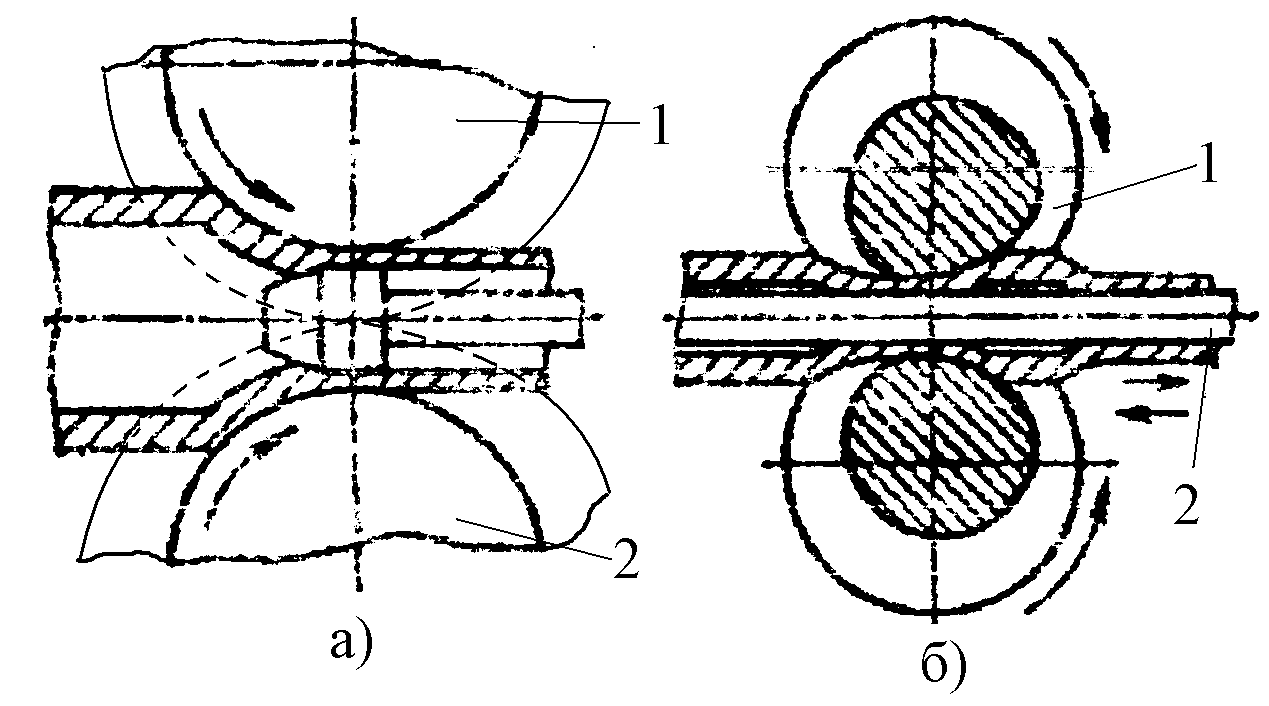
1 - валки; 2 - оправка
Рис. 8,16. Схемы прокатки труб на автоматическом (а) и пилигримовом (б) станах
Сварные трубы
получают из плоской заготовки (ленты
или листа) ширина которой соответствует
длине окружности трубы (рис. 8.2) Рис.
8.2 - Последовательность процесса
свертывания полосы в трубу в шести
клетях непрерывного стана
Рис.
8.2 - Последовательность процесса
свертывания полосы в трубу в шести
клетях непрерывного стана
Сварные трубы больших диаметров изготавливают методом спиральной навивки.
Сварные швы при изготовлении труб выполняются автоматической сваркой.
9 Ковка
Ковка (рис. 9.1, г) – вид горячей обработки металлов давлением, при котором Ме деформируется с помощью универсального инструмента. Нагретую заготовку укладывают на нижний боек и верхним бойком последовательно деформируют отдельные ее участки. Ме свободно течет в стороны, не ограниченные рабочими поверхностями инструмента, в качестве которого применяют плоские или фигурнеые (вырезные)бойки, а также различный подкладной инструмент). .Рис.9.1. Схемы основных видов обработки металлов давлением:
а – прокатка; б – прессование; в – волочение; г – ковка;
д - листовая штамповка; е – объемная штамповка.
В машиностроении ковкой получают заготовки для последующей механической обработки, эти заготовки называются коваными поковками , или просто поковками.
Ковка является единственно возможным способом изготовления тяжелых поковок (более 250 т ) для валов гидрогенераторов, турбинных дисков, валков прокатных станов и т.д. Поковки меньшей массы(10-тки и 100-и кг) можно изготовлять и ковкой и штамповкой.. Хотя штамповка имеет ряд преимуществ перед ковкой, в единичном и мелкосерийном производстве ковка экономически более выгодна. Обьясняется это тем, что при ковке используют универсальный инструмент, а изготов-е спец. Инструмента(штампа) при небольшой партии одинаковых поковок экономически невыгодно. Исхоными заготовками для ковки тяжелых крупных поковок служат слитки массой до 320т.. Поковки средней и малой массы изготовляют из сортового проката квадратного, круглого или прямоугольного сечений.