

15 Вальцовка обечаек
Процесс вальцовки является одним из основных при изготовлении обечаек химической аппаратуры и заключается в последовательной деформации заготовки по всей ее длине. В процессе деформации напряжения в части волокон заготовки достигают значений предела текучести для данного материала.
В процессе вальцовки можно выделить две стадии - гибку и собственно вальцовку, представляющую по сути дела перемещение процесса гибки по периметру вальцуемой заготовки.
Рассматривая процесс гибки заготовки, на диаграмме (рис. 15.1) можно выделить два участка: участок упругой деформации (линия ОА) и участок пластической деформации (линия АВ). Распределение напряжений по сечению заготовки показано на рис. 15.2. Очевидно, что необратимые пластические деформации в заготовке достигаются только на 2-м участке (рис. 15.2, б, в). При этом по мере уменьшения радиуса гибки усилия гибки (на среднем валке) будут возрастать за счет вовлечения все большего слоя металла в процесс пластической деформации (рис. 15.2, в).
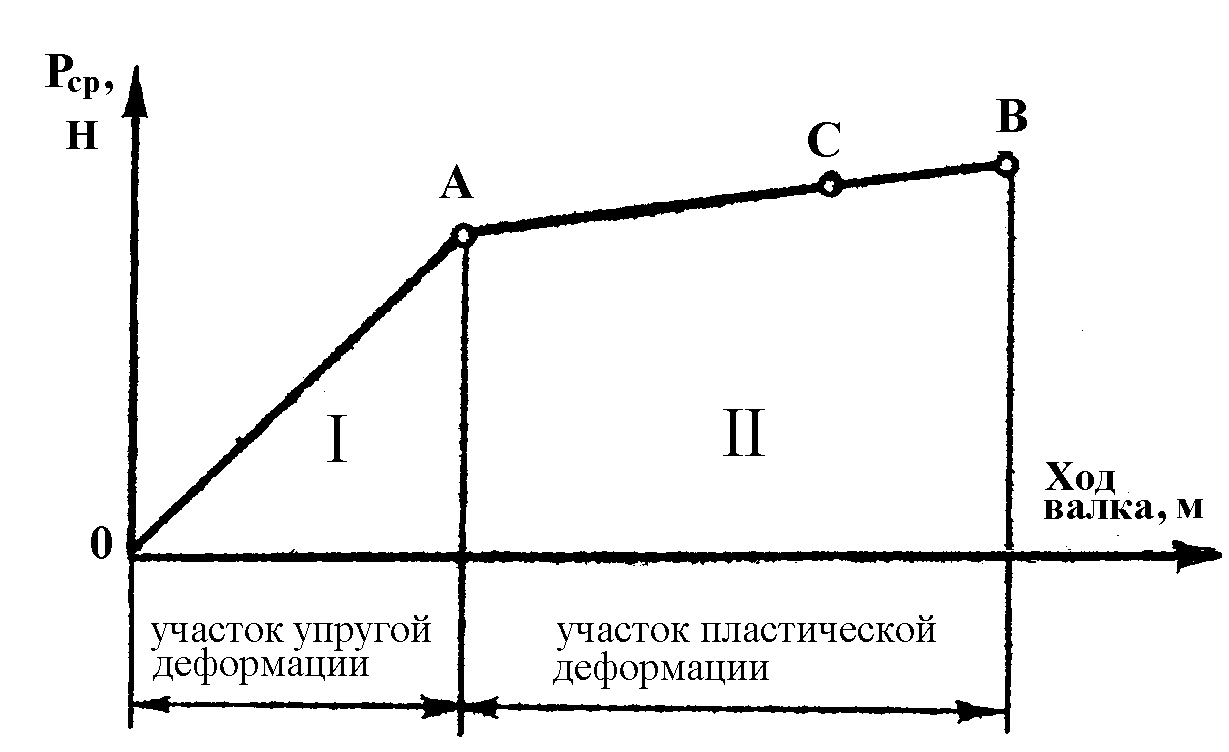
Рис. 15.1. Диаграмма нагружения при гибке

Рисунок 15.2 - Эпюры изгибающих моментов: (а - на участке I; б, в - на участке II по диаграмме рис. 15.1).
Для обеспечения движения листа ему необходимо сообщить , равную работе деформации металла, величина которой может быть вычислена по формуле:
 ,
,
где Мкр – крутящий момент на боковых валках,
ω - угловая скорость лвижения вальцуемой заготовки.
При этом максимальный крутящий момент на ведущих валках, при котором не происходит проскальзывания, определится из условия сцепления валков с листом:
 ,
,
где Dб- диаметр бокового валка;
f - коэффициент трения сцепления листа с валком;
N - сила нормального давления ведущих валков на лист.
Очевидно, что для нормального протягивания заготовки без проскальзывания необходимо, чтобы выполнялось условие:
 ,
,
Для трехвалковой листогибочной машины сила нормального давления N ограничена и определяется упругими свойствами металла (точка А на рис. 4.22), это приводит, как правило, к необходимости осуществлять вальцовку обечаек за несколько переходов, по этой же причине нельзя вальцевать пластичные металлы.
Усилие одноугловой гибки может выть приближенно определено по формуле
Р = 0,7 В S2 σв / (r +S)
где В -ширина заготовки;
r - радиус гибки.
17 Физико-механические основы резания
В начальный момент резания когда движущийся резец под действием силы Р вдавливается в металл (рис. 17.1), в срезаемом слое возникают упругие деформации.
При дальнейшем движении резца упругие деформации, накапливаясь по абсолютной величине, переходят в пластические. В материале заготовки возникает сложное упругонапряженное состояние.

Рис. 17.1. Схема упругонапряженного состояния металла при обработке резанием
В плоскости, совпадающей с траекторией движения вершины резца, возникают касательные x и нормальные у напряжения. Величина x имеет наибольшее значение в точке А приложения действующей силы, а по мере удаления от нее уменьшается до нуля.
Нормальные напряжения у вначале действуют как растягивающие (+у), что при определенных условиях может вызвать «раскалывание» металла - опережающую трещину в направлении приложения внешней силы, что приводит к ухудшению качества получаемой резанием поверхности. Напряжения у имеют наибольшее значение в точке А, затем быстро уменьшаются и, переходя через нуль, превращаются в напряжения сжатия (-у).
Обычно при обработке металлической поверхности резанием происходит упрочнение обрабатываемой поверхности. Рассмотрим схему, иллюстрирующую формирование поверхности заготовки при резании (рис. 5.2). Здесь обозначены: 1 – резец (при обычной заточке инструмента радиус режущей кромки r = 0,02 мм); 2 - срезаемая часть выше DC; 3 - слой упругопластически деформирующийся при резании (образующий обработанную поверхность; расположен между линиями AB и CD , его толщина r); 4 - слой восстановленный (из материала слоя 3) за счет упругого последействия, упрочненный в результате механической обработки резанием; 5 - основной металл обрабатываемой детали, не деформирующийся в процессе резания.

Рис. 17.2. Схема образования поверхностного слоя при резании
За счет упрочнения (наклепа) твердость поверхности детали может увеличиться в 2 раза, однако упрочненный слой по глубине имеет разнородную структуру. На рисунке 5.3 представлена схема поверхностного слоя и эпюра прочностных характеристик материала по глубине. I - зона разрушенной структуры (дефектный слой с микротрещинами, обладает пониженной износостойкостью и повышенными коррозионными свойствами, подлежит удалению при последующей обработке). II - зона наклепанного материала, имеет высокие прочностные характеристики. III - зона основного материала, не претерпевшего изменения в результате механической обработки резанием.

Рис. 17.3. Эпюра распределения упрочнения по толщине (глубине) заготовки
Результатом упругопластического деформирования металла является также взаимно уравновешивающиеся остаточные напряжения между слоями материала заготовки. Они могут быть сжимающими (при скорости резания 300…500 м/мин) или растягивающими. Для большинства деталей сжимающие остаточные напряжения оказывают положительное влияние на их служебные свойства.