

14 Специальные операции штамповки
Вытяжка без утонения стенки (рис. 14.1) - эта операция превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки. Во фланце в радиальном направлении действуют растягивающие напряжения σρ, втягивающие фланец в отверстие матрицы, и сжмающие напряжения σθ, действующие в тангенциальном направлении и уменьшающие диаметральные размеры заготовки. При определенных размерах плоская часть (фланец) заготовки может потерять устойчивость под действием сжимающих напряжений, что приведет к образованию складок.
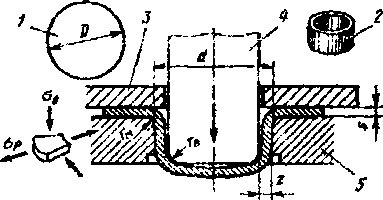
1 – заготовка; 2 – изделие; 3 – прижим; 4 – пуансон; 5 - матрица
Рис. 14.1. Схема вытяжки
Складки могут появиться, если D – d > (18 … 20) S
Вытяжка с утонением стенки - эта операция увеличивает длину полой заготовки в основном за счет уменьшения толщины стенок исходной заготовки.
При вытяжке с утонением стенки зазор между пуансоном и матрицей должен быть меньше толщины стенки, котороя, сжимаясь между поверхностями пуансона и матрицей, утоняется и одновременно удлиняется. Вытяжку с утонением стенки применяют для получения деталей, у которых толщина донышка больше толшины стенок, деталей со стенкой, толщина которой уменьшается к краю (в этом случае пуансон выполняют коническим), атакже тонкостенных деталей, получение которых вытяжкой без утонения стенки затруднительнов связи с опасностью складкообразования.
Отбортовка (14.2) – это получение бортов (горловин) путем выдавливания центральной части заготовки с предварительно пробитым отверстием в матрице.
При отбортовке
кольцевые элементы в очаге деформации
растягиваются, причем больше всего
увеличивается диаметр кольцевого
элемента, граничащего с отверстием.
Допустимое без разрушения (без образования
продольных трешин) увеличение диаметра
отверстия при отбортовки составляет
 в зависимости от механических свойств
материала заготовки, а токже от ее
относительной толщины
в зависимости от механических свойств
материала заготовки, а токже от ее
относительной толщины
 .
Разрушению заготовки способствует
наклепанный слой у кромки отверстия,
образующийся при пробивке.
.
Разрушению заготовки способствует
наклепанный слой у кромки отверстия,
образующийся при пробивке.
![]()
![]()
1 – матрица; 2 – заготовка; 3 – пуансон.
Рис. 14.2. Получение бортов (горловин).
Обжим – это уменьшение диаметра краевой части полой заготовки при заталивании ее в сужающуюся часть матрицы (рис. 14.3).
Допустимое
уменьшение диаметра при обжиме
ограничивается появлением продольных
продольных складок в обжимаемой части
заготовки или поперечных кольцевых
складок в ее недеформируемой части.
Обычно за один переход можно получить
 . Если диаметр краевой части необходимо
уменьшить на большую величину, заготовку
обжимают за несколько переходов.Толщина
заготовки в очаге пластических деформаций
увеличивается., причем больше утолщается
краевая часть заготовки.
. Если диаметр краевой части необходимо
уменьшить на большую величину, заготовку
обжимают за несколько переходов.Толщина
заготовки в очаге пластических деформаций
увеличивается., причем больше утолщается
краевая часть заготовки.
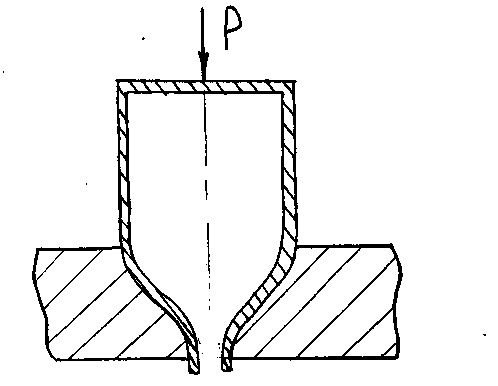 Рис.
14.3 Обжим
Рис.
14.3 Обжим
Формовка - операция, при которой изменяется форма заготовки в результате растяжения отдельных ее участков (рис. 14.4). Толщина заготовки в этих участках уменьшается. Формовкой получают местные выступы на заготовке, ребра жесткости и т.д. Деформирование осуществляется металлическими пуансонами и матрицами, а в отдельных случаях одним из инструментов является резиновая подушка.
Используя в определерной последовательности отдельные операции листовой штамповки, можно изготовлять разнообразные плоские и пространственные детали. При разработке технологического процесса изготовления деталей следует стремиться к уменьшению потерь металла в процессе листовой штамповки. Основной отход при листовой штамповке состовляет так называемая высечка, т.е. часть листовой заготовки после ее вырубки. Формы и размеры вырубаемой заготовки опредиляються формой и размерами детали, а также применяемыми в процессе штамповки формоизменяющими операциями.
При штамповке мало- и среднегабаритных деталей обычно из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Расположение контуров смежных вырубаемых заготовок на листовом Ме называеся раскроем. Тип раскроя следует выбирать из условия уменьшения отхода Ме в высечку.
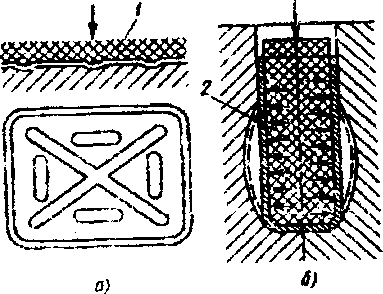
1 – резиновая подушка; 2 - резина
Рис. 14.4. Схема формовки ребер жесткости (а) и сосуда переменного сечения (б)