

5. Розрахункові відомості і чинники, поліпшуючі роботу кульових млинів
На ефективність роботи кульових млинів, продуктивність і питому витрату енергії істотний вплив роблять: кутова швидкість, завантаження млина, форма і розміри мелючих тіл, рівномірність і безперервність живлення, аспірація, водяне охолоджування, вибір довжини і кількості камер, бронеплити, живий перетин перегородок, якість обслуговування і ін.
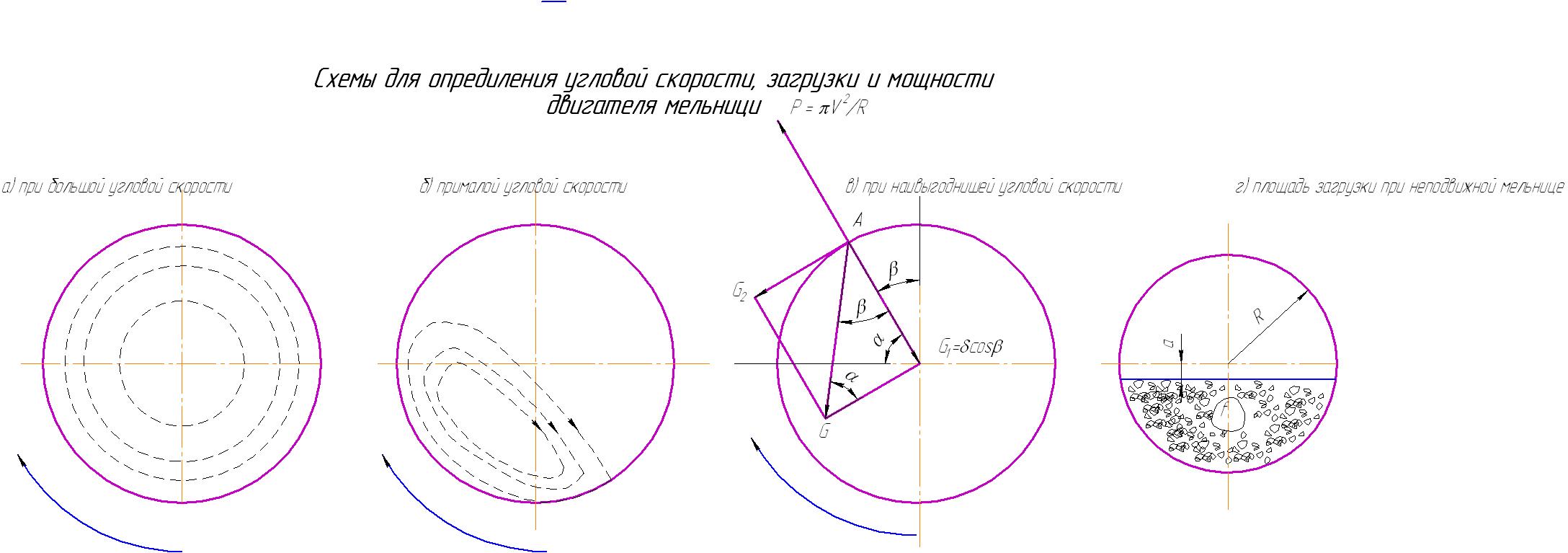
Кутова швидкість. При великій кутовій швидкості (рис. 48, а) під дією відцентрової сили мелючі тіла притиснуті до облицьовування млина, не можуть відірватися від неї і обертаються разом з млином, не подрібнюючи матеріал. При малій кутовій швидкості млина (рис. 48, б) мелючі тіла піднімаються на незначну висоту і, коли кут їх підйому перевищить кут природного нахилу, вони скачуються і проводять подрібнення матеріалу стиранням. При найвигіднішій кутовій швидкості млина (рис. 48, в) мелючі тіла проходять частину шляху притиснутими відцентровою силою до облицьовування млина, а дійшовши до крапки А, відриваються і рухаються як вільно кинуте тіло, під кутом до горизонту. Тіла, що в цьому випадку мелють, ефективно подрібнюють матеріал ударом, а при перекочуванні – і стиранням. Робота на стирання складає всього 2–3% від всієї роботи, що витрачається мелючими тілами на подрібнення матеріалу. Крапка А, в якій зовнішній шар куль відділяється від облицьовування млина, називається точкою відриву, а кут – кутом відриву.
Спочатку визначимо критичну кутову швидкість, при якій мелючі тіла починають обертатися разом з млином. Для спрощення висновку допустимо, що усередині млина є тільки одна куля, притиснута до облицьовування, і що R – радіус обертання кулі рівний радіусу обертання млина. Як видно з рис. 48, в, при обертанні млина на кулю в крапці А діють дві сили: відцентрова сила Р, яка притискує його до стінки млина, і складова сили тяжіння, яке прагне відірвати кулю.

Рис. 48. Схеми для визначення кутової швидкості, завантаження і потужності
двигуна млина
Розглянемо випадок, коли складова сили тяжіння стає рівній відцентровій силі, тоді
|
(34) |
де G – сила тяжіння; – кутова швидкість млина.
Підставляючи
в цю формулу значення
 ;
;![]() ,
а також, знаючи, що
,
а також, знаючи, що![]() ,
отримаємо
,
отримаємо
|
(35) |
де п – швидкість обертання кульового млина, об/хв.
З даного рівняння видно, що кут , а отже, і висота підйому кулі залежать від кутової швидкості млина, радіусу млина і не залежать від маси куль.
З рівняння (35) визначимо кр – критичну кутову швидкість і nкр – критичне число оборотів млина, очевидно, при = 0, тобто коли куля піднімається в найвищу точку.
Оскільки
![]() ,
те рівняння (35) прийме вигляд
,
те рівняння (35) прийме вигляд
|
(36) |
звідки
|
(37) |
 (рад/с)
(рад/с)Насправді значення критичної кутової швидкості (числа оборотів) млина декілька вище, оскільки при виведенні формули (37) не враховувався вплив ковзання куль.
Найвигідніша кутова швидкість (число оборотів) млина, за даними досвідчених і аналітичних досліджень, складає приблизно 76% від критичної.
Користуючись формулою (35), можна знайти величину кута відриву куль.
Проф. Л. Б. Левенсон аналітично довів, що найвигідніші умови для роботи зовнішнього шару куль відповідають куту відриву 5440, що доведено і практично – фотографуванням руху мелючих тіл в спеціальній моделі млина.
Підставляючи
значення кута відриву
![]() у формулу (35), отримаємо
у формулу (35), отримаємо
|
(38) |
звідки формула для визначення найвигіднішої кутової швидкості (числа оборотів) млина прийме вигляд
|
(39) |
де D – внутрішній діаметр млина, м.
За даними будкераміки для млинів періодичної дії мокрого помолу, в яких вода ослабляє силу удару мелючих тіл і велике значення набуває їх стираюча дія, кутову швидкість кульового млина слід визначати по наступних формулах:
для млинів з внутрішнім діаметром D > l,25 м
|
(40) |
для млинів з D < 1,25 м
|
(41) |
Завантаження млинів. Руйнуюча дія куль залежить від властивостей дробленого матеріалу, крупності його шматків, механічної міцності, твердості і в'язкості, а також від ступеня завантаження млина тілами, які мелють, і матеріалом.
Коефіцієнтом заповнення млина називають відношення площі завантаження при нерухомому млині до площі млина в світлі (рис. 48, г)
|
(42) |
Коефіцієнт заповнення – це також відношення об'єму або маси дійсного завантаження мелючими тілами до внутрішнього об'єму млина або до маси мелючих тіл які заповнили б весь її об'єм:
|
(43) |
де G – маса завантажуваного матеріалу, т; V – об'єм млина, м3; – коефіцієнт, що враховує наявність порожнеч між кулями (коефіцієнт розпушування); – щільність завантаження (для сталі = 7850 кг/м3); R – внутрішній радіус млина, м; L – довжина млина, м.
Підставляючи значення щільності завантаження у формулу (43), отримаємо коефіцієнт заповнення: для сталевих куль
|
(44) |
для кременевої гальки
|
(45) |
 .
.
Практично коефіцієнти заповнення мають наступні значення: для сталевих куль = 0,25-0,38; для циліндриків = 0,25-0,3; для гальки = 0,3-0,4.
Знаючи коефіцієнт заповнення млина, можна підрахувати масу завантаження виходячи з її об'єму
|
(46) |
Проф.
Л. Б. Левенсон рекомендує за найвигідніших
умов роботи крайнього зовнішнього шару
куль приймати коефіцієнт заповнення
= 0,4, при цьому відстань від центру
барабана до рівня куль в спокійному
стані (див. рис. 62, г)
складає
![]() .
.
Матеріал, що підлягає подрібненню, повинен бути завантажений в такій кількості, щоб він заповнив всі проміжки між кулями і злегка перекрив їх.
У багатокамерних млинах рівень завантаження в кожній подальшій камері рекомендується знижувати на 1 см. Пропонований проф. Л. Б. Левенсоном коефіцієнт заповнення дещо великий. Практика показала, що з переходом від завантаження 40–50% до завантаження 20–25% вдалося підвищити ККД млинів на 25%.
Форма
і розміри мелючих тіл. Діаметр
мелючих тіл визначається залежно від
величини шматків або частинок
подрібнюваного матеріалу і його
твердості. Розмір завантажуваних куль
![]() залежності від великої шматків початкового
матеріалу і тонкості частинок кінцевого
продукту може бути визначений
по формулі
залежності від великої шматків початкового
матеріалу і тонкості частинок кінцевого
продукту може бути визначений
по формулі
|
(47) |
де dK – розмір кінцевого продукту, мкм; d – найбільший діаметр шматків, що поступають, мм.
Величина
![]() при подрібненні до 300 мкм складає 14,8; до
200 мкм – 13,9; до 150 мкм – 13; до 100 мкм – 12;
до 75 мкм – 11,2; до 52 мкм – 10,3.
при подрібненні до 300 мкм складає 14,8; до
200 мкм – 13,9; до 150 мкм – 13; до 100 мкм – 12;
до 75 мкм – 11,2; до 52 мкм – 10,3.
К. А. Разумов для визначення оптимального діаметру куль приводить наступну формулу
|
|
(48) |
де d – найбільший діаметр шматків матеріалу, що поступає, мм.
Приклад. Визначити розмір куль, що підлягають завантаженню в млин, що подрібнює шамот величиною шматків d=2b мм до величини частинок d' = 300 мкм.
По Олевському
![]() (мм).
(мм).
По Разумову
![]() (мм).
(мм).
На якість помолу і продуктивність млинів робить також вплив якість мелючих тіл які виготовляють з високоміцних матеріалів великої щільності. Знос мелючих тіл при тонкому подрібненні руд складає, за даними практики, 0,51,4 кг на 1 т руди, а при подрібненні клінкеру – 0,30,9 кг на 1 т руди. Знос сталевої футеровки – 0,050,25 кг на 1 т руди.
Продуктивність млинів вже через декілька днів може знизитися на 4-5% тільки за рахунок зносу куль.
Практика показала, що правильне завантаження і регулярне довантаження млинів тілами, що мелють, можуть підвищити продуктивність млинів на 15 і навіть на 30%. Зміну загальної маси завантаження надає вплив також на тонкість помолу і витрату енергії.
Визначення потужності
двигуна. Потужність,
споживана кульовим млином, з результатами
найбільш близькими до практичних при
кутовій швидкості млина
![]() (рад/с),
(рад/с),
![]() (об/хв), може бути визначена по формулі
(об/хв), може бути визначена по формулі
![]() (кВт)
(кВт)
де c – коефіцієнт, залежний від коефіцієнта заповнення (табл. 15); G – маса мелючих тіл, кН; D – діаметр млина, м.
Приклад. Визначити потрібну потужність електродвигуна дзухкамерной кульового млина при завантаженні першої камери сталевими кулями, другою – кременевою галькою при наступних даних: діаметр млина D = 2 м; довжина першої камери L1 = 3,57 м, довжина другої камери L2 = 7 м; вага (сила тяжіння) металевих куль першої камери G1 = 140 кН; вага гальки другої камери G2 = 120 кН.

Мелючі тіла |
Коефіцієнт заповнення |
||||
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
|
Сталеві кулі: Великі (>60 мм ) Малі (<60 мм) |
0,875 |
0,8 |
0,72 |
0,62 |
0,52 |
0,85 |
0,77 |
0,69 |
0,60 |
0,50 |
|
Циліндри |
0,89 |
0,736 |
0,677 |
0,59 |
0,44 |
Кремнівая галька |
0,98 |
0,80 |
0,81 |
0,69 |
0,57 |
Потужність, споживану млином, підраховуємо по формулі
![]() (кВт) (49)
(кВт) (49)
де G1 і G2 – вага тіл, що мелють, кН.
Визначуваний коефіцієнт заповнення камер. За даними табл. 14, для куль діаметром 60 мм коефіцієнт розпушування = 0,59, а для кременевої гальки приймемо = 0,62, тоді по формулі (44) коефіцієнт заповнення першої камери
![]() ,
,
де G виражене в т, а коефіцієнт заповнення другої камери – по формулі (45)
![]() .
.
Визначивши коефіцієнт заповнення, по табл. 15 знаходимо значення коефіцієнтів с1 і с2: при = 0,27 для сталевих куль с1 = 0,76; при = 0,34 для кременевої гальки с2 = 0,75. Підставляючи ці значення у формулу (49), отримуємо
![]() (кВт).
(кВт).
Оскільки формула не враховує величину ККД передавальних механізмів, то отриманий результат повинен бути декілька збільшений при визначенні потужності двигуна.
Визначення продуктивності млинів. На продуктивність роблять вплив: довжина і діаметр млина, число камер, конструкція перегородок, швидкість обертання млина, вага, форма і розміри мелючих тіл, фізико-механічні властивості подрібнюваного матеріалу, тонкість помолу, аспірація млинів, рівномірність живлення, заповнення млинів мелючими тілами, і матеріалом, кваліфікація обслуговуючого персоналу та інше. Всі ці чинники ще не вдалося об'єднати теоретично обгрунтованою формулою.
Для визначення продуктивності млинів безперервної дії радянськими ученими запропонована наступна формула
|
(50) |
де L – довжина млина, м; D – діаметр млина, м; G – маса мелючих тіл, т; х – залишок в ситі №009, %; – межа міцності матеріалу при стисненні, Па (кгс/см2).
Розглянута формула дає наближені результати. Точніше продуктивність при заданій тонкості помолу обчислюють за формулою В. У. Товарова:
|
(51) |
де Qyд – питома продуктивність при мокрому помолі: Qуд = 50-250, при сухому Qуд = 30-40 кг/г на 1 кВт потужності; kp – коефіцієнт розколоздатності, kp =0,8 -2,2; ks – поправочний коефіцієнт на тонкість помолу (при залишку на ситі №009 2~20% ks = 0,588-1,425); D – внутрішній діаметр млина, м; G – маса мелючих тіл, т; V– внутрішній об'єм млина, м3; е – коефіцієнт відносної ефективності помолу, залежного від конструкції млина і схеми її роботи, е = 0,9-1,3.
Рівномірне і безперервне живлення. При великому або малому надходженні матеріалу в млин продуктивність її знижується в результаті неефективного використання енергії тіл, що мелють. У зв'язку з цим були проведені роботи із створення приладів, що автоматично впливають на живильник, щоб він в одиницю часу подавав в млин певний об'єм матеріалу, відповідний необхідному ступеню її заповнення. Для млинів сухого помолу створений і використовується електроакустичний регулятор, розроблена схема регулювання заповнення млинів мокрого помолу по текучості шламу, крім того, для поліпшення живлення млинів встановлюють гвинтові подаючі лопаті в завантажувальній горловині.
Матеріал, що поступає в млин, повинен бути не великим (5-16 мм), щоб використовувати мелючі тіла невеликого розміру. Це приводить до зменшення питомої витрати енергії і підвищення продуктивності млинів.
Водяне охолоджування млинів. Механічна енергія падаючих мелених тіл приблизно на 90% перетворюється на теплову. В результаті сильно нагріваються корпус, мелючі тіла і подрібнюваний матеріал, що в значній мірі погіршує роботу млина і подальших апаратів. Для усунення перегріву млинів сухого помолу на деяких заводах введено водяне охолоджування корпусу, яке має наступні достоїнства: збільшує продуктивність млинів приблизно на 15–20%; підвищує тонкість помолу; знижує температуру корпусу млина до 60–70° З і ліквідовує простої млину, пов'язані з перегрівом її корпусу; підвищує приблизно на 30–40% зносостійкість броньових плит і тіл, що мелють; полегшує умови ремонту і скорочує – простої млинів, пов'язані з необхідністю охолоджування корпусу перед ремонтом (до 10 г); покращує умови роботи в цеху помолу – ослабляє шум, усуває пил і сприяє підтримці чистоти в цеху; покращує роботу аспіраційної системи.
Аспірація млинів, тобто видалення пилу, яка утворюється у всіх камерах млина, приводить до збільшення продуктивності і зменшення витрати енергії, оскільки пил покриває ще не подрібнені шматки матеріалу, налипає на кулі і ослабляє силу їх удару.
Дослідження впливу інтенсивності аспірації на продуктивність млина дозволили встановити, що із збільшенням інтенсивності аспірації і при доведенні швидкості повітря в порожнині барабана до 0,3–0,7 м/с продуктивність трубних млинів підвищується на 20–25%; віддаляються фракції 0–20 мкм, внаслідок чого зменшується налипання пилу на тіла, що мелють; забезпечуються умови для отримання матеріалу високої тонкості; зменшується питома витрата електроенергії на помол до 6 кВтг на 1 т подрібнюваної маси. Крім того, встановлена оптимальна швидкість повітря в млині, при якому продуктивність максимальна, – 0,7 м/с, причому через млин просмоктується 5500–6000 м3/г повітря.