

4. Деталі і вузли кульових млинів
Барабан млина зварюється із сталевих листів завтовшки приблизно 0,01–0,015 від діаметру барабана.
Люки служать для завантаження і перевантаження мелючих тіл установки і перестановки бронеплит і міжкамерних перегородок, а у млинів періодичної дії і для завантаження і розвантаження матеріалів.
Торцеві кришки 1 і 10 (див. рис. 38) мають фланці, які повинні щільно входити у виїмки фланців корпусу, що усуває можливість ексцентричної посадки днищ і засмічення стиків під час роботи млина.
Підшипники млинів різних конструкцій виготовляють тільки з одним нижнім вкладишем, оскільки тиск на підшипники направлений майже вертикально вниз (відхилення від вертикалі 4°).
Централізована циркуляційна система мастила може обслуговувати декілька млинів одночасно і не тільки млинів. Масло, що засмоктується з маслозбірника 1 (рис. 44), нагнітається насосом 4 по маслопроводу 13 ( 12 мм) із швидкістю 1 – 1,2 м/с і відгалуженню 14 в трубку, що знаходиться в підшипнику 15 (у інший підшипник масло подається по маслопроводу 16). Масло омиває цапфу, поступає на вкладиш, а потім в картер, звідки по трубі 18 із швидкістю 0,2-0,3 м/с (нахил труби 150 мм на 1 м довжини) через сітку 19 – в маслозбірник 1, де очищається. У змійовику 2 і 3 при необхідності подається холодна вода для охолоджування або пар для підігріву масла. Температура масла повинна бути вище 0°С, але не більш 35-40°С.
При нормальному тиску в системі рівень ртуті в правому коліні U-образної трубки 11 знаходиться трохи нижче за контактні гвинти 12, що мають платинову напайку. При падінні тиску в системі маслопроводу нижче нормального ртуть під дією стислого повітря переходить з лівого в праве коліно U-образної трубки. Після замикання контактів 12 і включення вимикача 8 через трансформатор 9 включається сигнальна лампа 1. А через трансформатор 6 – сирена 5. Після закінчення 4-5 з роботи сирени контакти струмового реле 10 розмикаються і електродвигун млина автоматично вимикається.
Облицьовування (футеровка) млинів здійснюється металевою і неметалічною бронею. У промисловості тонкої кераміки бронюють (футерують) млини кременевими грубо обтесаними каменями (рис. 45, ж), розміром 200100100 мм, фарфоровими плитами і зносостійкими плитами з високоглиноземистих і цирконієвих матеріалів щільністю 3500 кг/м3 і більше.
Для створення кращих умов підйому куль в перших камерах багатокамерних млинів зазвичай встановлюють з марганцевистої сталі ступінчасті плити (рис. 45, а і б); у подальших камерах, де здійснюється тонкий помол, встановлюють плити з гладкою (рис. 45, в, г і д) або злегка рифленою поверхнею із звичайної сталі або з вибіленого чавуну з глибиною вибілювання 7-12 мм і покритих шаром твердого сплаву завтовшки 2–3 мм.
Рис. 44. Схема централізованої системи мастила млина |

![]() (рад/с).
(рад/с).
При цьому продуктивність млинів підвищується на 20–28%, а витрата енергії знижується.
Плити кріплять до корпусу за допомогою сталевих болтів, що мають головку у вигляді піраміди (рис. 45, і) або усіченого конуса (рис. 45, д) з вусиком. Між плитами залишають шви шириною 10–15 мм. При установці плити зрушують і поперечний шов виходить ступінчастим (рис. 45, л). При суцільному кільцевому шві стирається корпус млина.
Торцеві стінки облицьовують плитами, показаними на рис. 45, е. Для футеровки млинів знаходять застосування збірні гумові футеровки (рис. 45, м). За практичними даними термін служби гумової футеровки в 3 рази перевищує довговічність футеровки з марганцевої або нікелевої сталі. При цьому не знижується ні продуктивність, ні якість помолу. Гумові елементи виконані з високоякісної гуми і мають особливий профіль.
В порівнянні із сталевою при однаковій продуктивності і якості помолу гумова футеровка має наступні достоїнства: нижча вартість 1 т оброблюваного матеріалу, менша маса (85%), скорочення монтажних робіт і усунення нещасних випадків, зниження шуму (на 50%), зменшення закупорки грат і усунення витоків.
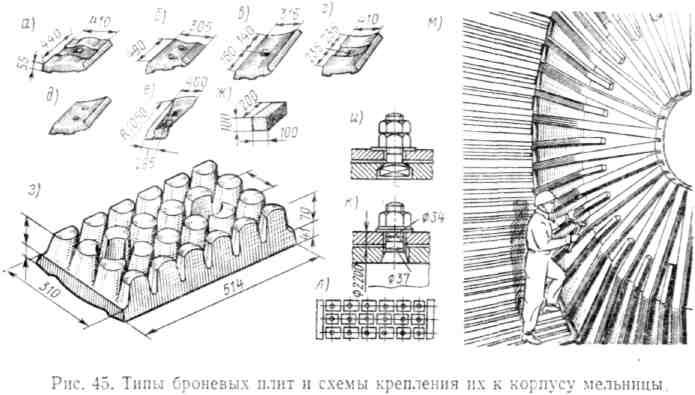
Рис. 45. Типи броньових плит і схеми кріплення їх до корпусу млина
Міжкамерні перегородки ділять порожнину млина на камери, в яких подрібнення здійснюється мелючими тілами, що відповідають крупності шматків або частинок подрібнюваного матеріалу. Міжкамерні перегородки бувають: подвійними – сепараторними (рис. 46, а) і елеваторними; одинарними – з отвором в центральній частині або без нього (рис. 46, б), з радіально або концентрично розташованими щілинами.
У сепараторній перегородці (рис. 46, а) матеріал, що проходить крізь отвори в стінці 3, поступає на лопаті 4, які подають його на сепаруючий конус 1. Через щілини в конусі проходять дрібні зерна, які поступають на конус 2 і в другу камеру, а крупніші шматки, що не пройшли через отвори в конусі 1, повертаються в першу камеру для повторного подрібнення.
Рис. 46. Міжкамерні перегородки млини |
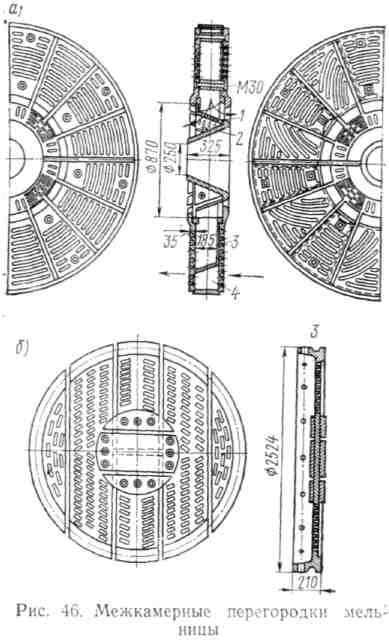
Одинарні перегородки складаються з окремих сталевих секторів або сегментів (рис. 46, б) з щілеподібними отворами шириною 6–10 мм, що розширюються у бік проходу матеріалу.
Перегородка, показана на рис. 46, б, проста по конструкції, міцна і надійна в роботі, але громіздка. Крім того, відсутність центрального отвору погіршує умови аспірації млина.
Привід. У сучасних кульових млинах застосовують шестерний (див. рис. 39, в) або центральний (див. рис. 38 і 39, г) приводи. При центральному приводі обертання млину передається через проміжний вал, який за допомогою сполучних муфт із зубчатим або шліцьовим зачепленням з'єднується з валом редуктора і цапфою млина. Центральний привід млинів в порівнянні з шестерним має наступні достоїнства: відпадає потреба в дорогій, дуже важкій і складній для ремонту вінцевої шестерні; спрощуються конструкція приводу, його ремонт і експлуатація; знижується витрата змащувальних матеріалів; зменшується шум під час роботи; підвищується ефективність використання млина і ККД приводу.
Могутні
сучасні сепараторні млини з центральним
приводом приводяться в обертання
крупними електродвигунами: млин
![]() м
– від
синхронного тихохідного (об/хв)
м
– від
синхронного тихохідного (об/хв)
![]() електродвигуна потужністю 2000 кВт, а
млин
електродвигуна потужністю 2000 кВт, а
млин
![]() м –
від
двигуна потужністю 3200 кВт.
м –
від
двигуна потужністю 3200 кВт.
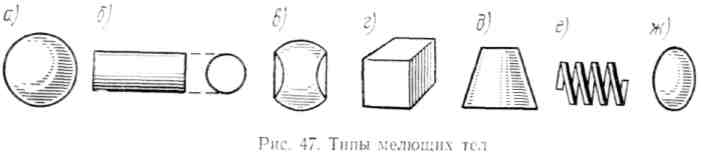
Рис. 47. Типи тіл, що мелють
 Кінематична
схема млина показана на
рис. 39, р.
Кінематична
схема млина показана на
рис. 39, р.
Основний електродвигун потужністю 2000 кВт забезпечує швидкість обертання млина 17 об/хв, додатковий двигун потужністю 22 кВт повертає млин із швидкістю 0,551 об/хв і використовується при запуску, перевантаженні мелючих тіл і ремонтах млина.
Мелючі тіла бувають у вигляді сталевих куль (рис. 47, а), коротких циліндрів (рис. 47, б), сталевих стрижнів, двоввігнутих куль (рис. 47, в), кубиків (рис. 47, г), усічених конусів (рис. 47, д), пружин (рис. 47, е), еліпсоїдів (рис. 47, ж).
Використовують кулі діаметром 30-120 мм; при діаметрі менше 25 мм кулі повинні замінюватися відповідною кількістю (по масі) куль потрібних розмірів.
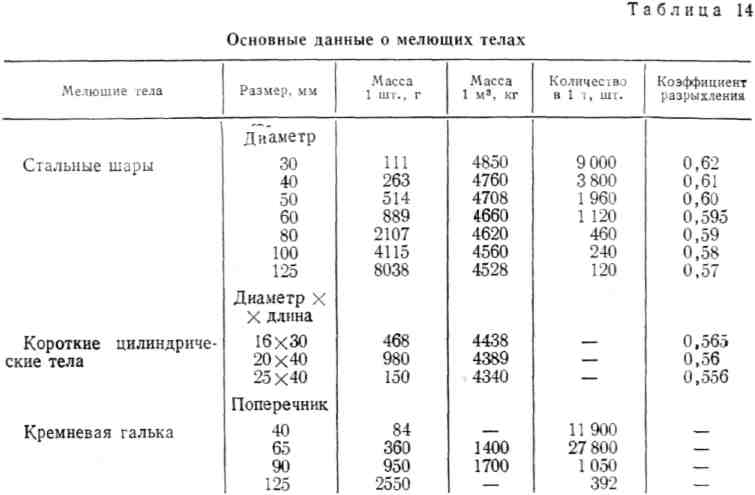
Мелючі тіла з високоглиноземистих корундових і цирконієвих матеріалів щільністю ~3500 кг/м3 досить зносостійкий. Знос їх на 1 т подрібненої маси матеріалу складає близько 2 кг, тоді як знос кременевої гальки – більше 12 кг. Мелючі тіла з металу виготовляють литвом, куванням або штампуванням. Як матеріали для цих тіл застосовують вуглецеву, марганцевисту, хромову сталь, низьковуглецевий чавун.
Твердість металевих куль визначають по Брінеллю. У табл. 14 приведені основні дані про мелючі тіла.
Мелючі тіла |
Розмір, мм |
Маса 1шт., г |
Маса 1м3, кг |
Кількість в 1, шт. |
Коефіцієнт розпушування |
Сталеві кулі |
Діаметр 30 40 50 60 80 100 125 Диаметр довжина |
111 263 514 889 2107 4115 8038 |
4850 4760 4708 4660 4620 4560 4528 |
9000 3800 1960 1120 460 240 120 |
0,62 0,61 0,60 0,595 0,59 0,58 0,57 |
Короткі циліндричні тіла |
16 30 20 40 25 40 Поперечник |
468 980 150 |
4438 4389 4340 |
— — — |
0,565 0,56 0,556 |
Кременева галька |
40 65 90 125 |
84 360 950 2550 |
— 1400 1700 — |
11900 27800 1050 392 |
— — — — |