



Приемочные
границы
+δ = 0,016 мм
-δ
= 0,016 мм
Рис.2.1 Расположение приемочных границ без назначения производственного допуска
Тогда m = (3,75…4,1)%, а n = (5,4…5,8)% в зависимости от закона распределения погрешности измерения. При этом возможный выход за границы поля допуска размеров неправильно принятых деталей составил:
с = 0,17IT = 0,17·0,062 = 0,0105 мм.
2.1 Выберем универсальное средство измерения для измерения вала. Для измерения вала с диаметром 50 мм и допуском IT = 0,062 мм можно использовать микрометр гладкий МК 50 -2 ГОСТ 6507 - 90.
Определим метрологическую характеристику микрометра, а также предельную погрешность измерения.
Таблица 2.3
Метрологическая характеристика микрометра
Наименование СИ, ГОСТ |
Диапазон измерений, мм |
Диапазон показаний, мм |
Цена деления, мм |
Предельная погрешность измерения, мм |
МК 50-2 ГОСТ 6507 - 90 |
25-50 |
0,5 |
0,01 |
0,004 |
Условия измерения |
||||
Вариант использования |
Вид контакта |
Участок шкалы, используемой для отсчета |
Способ настройки |
Температурный режим, 0С |
в руках |
Точечный |
0,1 |
Установочные меры |
4 |
Установим приемочные границы, совпадающими с предельными размерами вала. Точность технологического процесса неизвестна. Для измерения вала девятого квалитета рекомендуется принимать относительную погрешность Амет(Ϭ)= 12% (ГОСТ 8.051-81). Тогда m = (3,75…4,1)%, а n = (5,4…5,8)% в зависимости от закона распределения погрешности измерения. При этом возможный выход за границы поля допуска размеров неправильно принятых деталей составил:
с = 0,17IT = 0,17·0,062 = 0,0105 мм.
3. Решаем обратную задачу: согласно условию задачи при контроле размеров вала, число неправильно забракованных деталей n не должно превышать 4% . Следовательно Амет(Ϭ)= 8 % (ГОСТ 8.051-81). Так как
Амет(Ϭ)=
 ·
100,
·
100,
то
Ϭмет=
 =
=
 ≈ 0,005 мм.
≈ 0,005 мм.
Предполагая нормальный закон распределения погрешностей измерения, с доверительной вероятностью Р = 0,95 предельную погрешность измерения универсальным СИ определим по формуле
Δ = k · 2 Ϭмет ,
где k = 0,65 –поправочный коэффициент;
 = 0,65 · 2 · 0,005 = 0,0065
мм.
= 0,65 · 2 · 0,005 = 0,0065
мм.
Так как = 0,0065 мм > Δlim = 0,004 мм выбранного СИ, значит микрометр гладкий МК 50 -2 ГОСТ 6507 – 90 можно использовать при заданных условиях задачи.
Задание 3. Расчёт и выбор размеров калибров для контроля деталей гладких соединений
Выбрать конструкцию, рассчитать предельные и исполнительные размеры гладких калибров для контроля отверстия и вала заданного соединения Ø 50 H9/d9.
По ГОСТ 25347-82 найдем предельные отклонения контролируемых отверстия и вала: ES = 62 мкм; EI = 0; es = - 80 мкм; ei = -142 мкм.
Построим схему полей допусков отверстия и вала:

H9
ES = 62

+


0
EI = 0
- es = - 80
d9

Ø 50 мм
ei = -142
Рис.3.1 Схема полей допусков отверстия Ø 50 H9 и вала Ø 50 d9
Для отверстия Ø 50Н9 (ГОСТ 24853-81) определим значения допусков и координат середин полей допусков калибров – пробок и для вала Ø 50d9 - калибров–скоб и контркалибров к ним:
Таблица 3.1
Допуски и координаты середин полей допусков калибров, мкм (ГОСТ24853-81)
-
Квалитеты допусков изделий
обозначения
Интервалы размеров, мм свыше 30 до 50
Допуск на форму калибра
9
Z,Z1
11
-
Y,Y1
0
-
H
4
IT2
H1
7
IT3
Hp
2,5
IT1
Рассчитаем предельные размеры отверстия и вала:
Dmax = D +ES = 50+0,062 = 50,062 мм; Dmin = D + EI =50+0 = 50,0 мм;
dmax = d +es = 50 – 0,080 = 49,920 мм; dmin = d + ei = 50 – 0,142 = 49,858 мм.
Вычислим предельные и исполнительные размеры калибров – пробок:
- наибольший размер проходного нового калибра – пробки,
ПРmax
= Dmin+
Z +
 = 50,0 + 0,011 +
= 50,0 + 0,011 +
 = 50,013 мм;
= 50,013 мм;
- наименьший размер проходного нового калибра-пробки,
ПРmin = Dmin+ Z - = 50,0 + 0,011 - = 50,009 мм;
- наименьший размер изношенного проходного калибра-пробки,
ПРизн = Dmin- Y = 50,0 - 0 = 50,0 мм.
Если калибр-пробка ПР имеет указанный или меньший размер, его нужно изъять из эксплуатации.
Наибольший размер непроходного нового калибра–пробки,
НЕmax = Dmax+ = 50,062 + = 50,064 мм.
Наименьший размер непроходного нового калибра-пробки,
НЕmin = Dmax - = 50,062 - = 50,060 мм.
Исполнительные размеры калибров-пробок: - проходной – 50,013-0,004 мм; - непроходной – 50,064-0,004 мм.
Построим схемы расположения полей допусков калибров-пробок
H/2=0,002
мм

Рис. 3.2 Схема расположения полей допусков отверстия и калибра-пробки
по ГОСТ 24853-81
Рассчитаем предельные и исполнительные размеры калибров-скоб:
- наименьший размер проходного нового калибра-скобы,
ПРmin
= dmax-
Z1
-
 = 49,920 - 0,011 -
= 49,920 - 0,011 -
 = 49,9055 мм;
= 49,9055 мм;
- наибольший размер проходного нового калибра–скобы,
ПРmax = dmax- Z1 + = 49,920 - 0,011 + = 49,9125 мм;
- наибольший размер изношенного проходного калибра-скобы,
ПРизн = dmax+ Y1 = 49,920 - 0 = 49,920 мм.
Если калибр-скоба ПР имеет указанный или больший размер, его нужно изъять из эксплуатации.
Наибольший размер непроходного калибра–скобы,
НЕmax = dmin+ = 49,858 + = 49,8615 мм.
Наименьший размер непроходного калибра-скобы,
НЕmin = dmin - = 49,858 - = 49,8545 мм.
Исполнительные размеры калибров-скоб:
- проходной – 49,9055+0,007 мм, округленный – 49,905+0,007мм; - непроходной – 49,8545+0,007 мм, округленный – 49,855+0,007мм.
7.1. Выполняем расчет предельных и исполнительных размеров контрольных калибров-пробок.
Наибольший размер проходного калибра-пробки для контроля проходного калибра-скобы,
К-ПРmax=
dmax-
Z1
+
 = 49,920 - 0,011 +
= 49,920 - 0,011 +
 = 49,81125 мм.
= 49,81125 мм.
Наибольший размер проходного калибра-пробки для контроля непроходного калибра-скобы,
К-НЕmax= dmin+ = 49,858 + = 49,85925 мм.
Наибольший размер проходного калибра-пробки для контроля границы износа проходного калибра-скобы,
К-Иmax= dmax+ Y1 + = 49,920 + 0 + = 49,92125 мм.
Исполнительные размеры контрольных калибров:
К-ПР = 49,811-0,0025 мм; К-НЕ = 49,859-0,0025 мм; К-И = 49,921-0,0025 мм.
Построим схемы расположения полей допусков калибров-скоб
Hp/2=0,00125
мм

Рис. 3.3 Схема расположения полей допусков вала, калибра-скобы и контркалибров
по ГОСТ 24853-81
Выбираем конструкцию и основные размеры рабочих калибров-скоб и калибров-пробок.
Для контроля вала диаметром d=50 мм выбираем листовые односторонние калибры-скобы (ГОСТ 18362-73)
Конструктивные размеры калибра-скобы показаны в таблице 3.2: Таблица 3.2
-
Обозначение скобы
dном вала
D1
H
h
B
S
l
l1
l2
r
r1
Масса, кг
8113-0140
50
120
100
44
18
6
25
15
3
31
6
0.36

Рис. 3.4 Эскиз скобы 8113-0140 d9, ГОСТ 18362-73
Шероховатость рабочих поверхностей калибров Ra = 0,08 мкм. На чертеже односторонний калибр-скоба обознач.: «Скоба 8113-0140 d9 ГОСТ 18362-73».
Для контроля отверстия диаметром D = 50 мм выбираем гладкие двусторонние калибры-пробки с вставками (ГОСТ 14810-69, ручка ГОСТ 14748-69).
Конструктивные размеры калибра-пробки показаны в таблице 3.3: Таблица 3.3
Обозначение пробки |
Dном отв. |
L |
d |
d1 |
l |
l1 |
l2 |
r |
c |
Масса, кг |
8133-0962 |
50 |
161 |
28 |
21 |
25 |
16 |
10 |
3.0 |
0.4 |
1,03 |
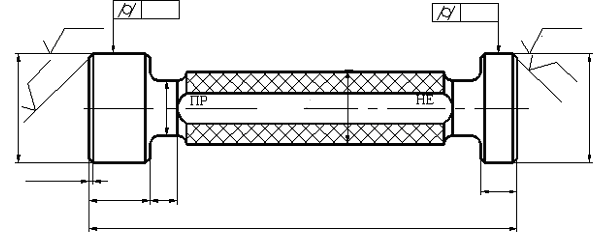 Рис. 3.5 Эскиз пробки 8133-0962 Н9, ГОСТ
14810-69.
Рис. 3.5 Эскиз пробки 8133-0962 Н9, ГОСТ
14810-69.
Шероховатость рабочих поверхностей калибров Ra = 0,08 мкм. На чертеже калибр-пробка обозначается: «Калибр-пробка 8133-0962 Н9 ГОСТ 14810-69».